
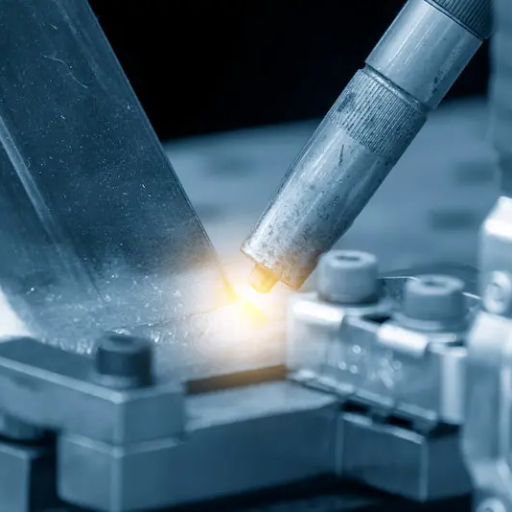
Manufacturers have a secret weapon for fast, screw-free metal joins: laser beam welding. This process fires a narrow beam of light onto a workpiece, melting the edges together in a heartbeat. Because the heat stays put, parts rarely warp, and that precision draws in fields from aerospace to tiny circuit-board assembly. Curious about the different lasers-think CO2, fiber, and disk-that pros pick for each job? Stick around; the next few sections break down gear, setups, and real-world wins that keep pushing industry forward.
What is Laser Beam Welding?

Laser beam welding feels almost futuristic. A narrow, blistering-hot light cuts through metal, fusing pieces together in seconds. Since the heat is so pinpointed, there’s little mess. Factories in the auto, aerospace, and gadget worlds swear by that speed and neatness. When time and precision matter, LBW usually wins.
How the Laser Beam Welding Process Works
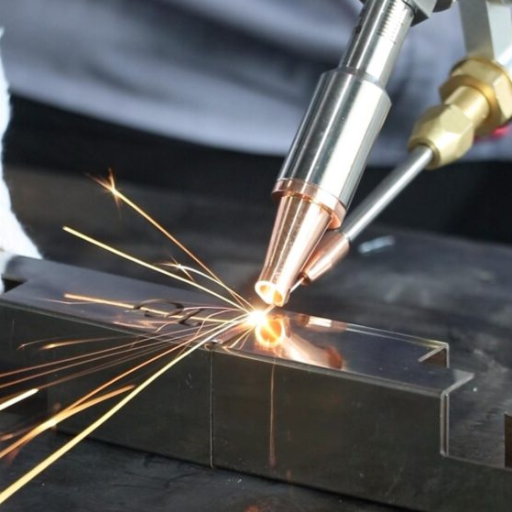
In simple terms, LBW blasts a super-bright laser onto joint edges, sizzling them white-hot. Once the metal liquids stack up, they freeze into a solid bond, often stronger than the surrounding steel. Operators can tweak settings for wide, shallow seams or narrow keyholes, making the setup as flexible as it is fast.
Types of Laser Used in Welding
Welding shops don-t rely on just one laser; the choice really hinges on the job at hand. Four major styles keep popping up on the factory floor:
- Fiber Lasers burn bright and stay stingy with power, so they slice clean beads into thin stainless or aluminum plates.
- CO2 Lasers pump out a steady cloud of infrared light that bangs through heavy steel. Mechanics swear by that muscle for mining rigs or ship hulls.
- Nd:YAG Lasers flip between pulsed bursts and long drags of energy. That.flux lets them glue copper, plastic, or even glass without skipping a beat.
- Diode Lasers are wallet-friendly and fit inside an average toolbox. They shine low wattage beams for electronics repair or jewelry work.
Pick one based on metal weight, thickness, and the finish you want. No single beam does it all.
Key Differences: Laser Beam vs. Traditional Welding
Laser beam welding differs from traditional welding in precision, heat input, speed, material adaptability, and operational cost.
| Parameter | Laser Beam Welding | Traditional Welding |
|---|---|---|
| Precision | High | Moderate |
| Heat Input | Low | High |
| Speed | Fast | Moderate |
| Material Range | Versatile | Limited |
| Cost | High | Low |
| Automation | Easy | Challenging |
| Distortion | Minimal | Significant |
| Joint Quality | Excellent | Variable |
What are the Advantages of Laser Welding?
- Super Accuracy – Laser welding pinpoints the beam with almost surgical precision. Craftsmen love it for one-off jobs where every detail matters.
- Cooler Work Zone – Because the heat stays narrow, nearby metal avoids the ugly warping that ruins so many projects. That savings often steps in before a single grind is done.
- Speedy Turnarounds – A laser blast finishes its bite in a blink, so even chunky builds dont clog the schedule. Quick wins like that keep small shops humming at top tempo.
- Marry Alloys Freely – Stainless, copper, plastics-nothing seems to mind the arrival of a laser. Operators appreciate the freedom to chase whatever exotic spec walks through the door.
- Bulletproof Bond – The slender puddle cools so fast that defects struggle to show their faces. Welds made today lose no sleep when the inspection window rolls around next week.
- Plug-and-Play Automation – Robotic arms grab the torch without a second thought, delivering the same near-miraculous result time after time. Set it once, barcode the work, and trust the system to repeat your best day over and over.
Speed and Precision: Welding Speed Benefits
New welding gadgets and machines are popping up almost every year, and they can spark a weld faster than you can finish a coffee. The ultra-quick setup lets shops zip through jobs in hours instead of days, and that extra time can be worth a small fortune on the balance sheet. A good laser welder, for example, munches through thin steel at 10 meters a minute. Even the humble MIG, when dialed in right, can shove metal at about 15 inches per minute. Speed? Check. Nobody is complaining about quality, either.
Of course, ripping through production means nothing if the welds look like a toddler doodled them. Modern rigs are smart enough to babysit the heat all by themselves, so they drop distortion and waste to almost nothing. One study says switching to these automated setups slashes do-overs by nearly a third-yawn-worthy paperwork erased from the planners calendars. What that adds up to is steadier parts, fewer headaches, and a process that almost behaves itself. No wonder manufacturers keep stacking these machines beside the assembly line.
The Role of Laser Power in Welding Efficiency
When it comes to welding, the punch of the laser beam-your kilowatts or watts-makes all the difference. A beefy, high-powered unit can zip through metal faster than most people can blink, stacking up perfect seams at a breakneck pace. Were talking productivity boosts close to 50 percent when you line up laser welding against the old-school arc methods favored by weekend hobbyists.
New-generation fiber lasers became the poster child for energy savings, buzzing along with nearly 45 percent of the wall-current juice burned off as usable light. That beats the 10 to 15 percent the first-wave lasers coughed up and keeps everyone from sweating the power bill quite so much.
Dialing in just the right firepower also tames common headaches like porosity and those annoying gaps you see in rookie welds. Plants that tweak the numbers on the fly have seen defect totals drop by nearly a fifth, a stat that pays payrolls by sheer cost-cutting grit.
Pair that steady juice with robots and real-time sensors and you end up with a system that is not just smart but downright thrifty. Sharp engineers know the trick lies in matching wattage to material- thicker plates, bigger beams- and that simple tweak keeps every job, from turbo housings to wing skins, dialed right where it belongs.
Why Laser Welding Tops the Line
I believe laser welding stands out as a superior welding technology because of its unmatched precision, speed, and versatility. The ability to control laser power settings enables the creation of high-quality welds with minimal defects, even in challenging materials or configurations. Its capacity for automation and integration with real-time monitoring ensures efficiency and consistency, making it ideal for industries that demand accuracy and reliability. This cutting-edge approach not only enhances productivity but also reduces overall costs, setting it apart from traditional welding methods.
Are there any Disadvantages of Laser Welding?
Laser welding can be amazing, but its not perfect. The first thing most shops notice is the sticker shock; those high-tech machines dont come cheap. Smaller operators often say, Maybe next year, once the budget budges. Even once you own the gear, a steady hand helps. An experienced technician must dial in settings for every job, or the seam may look more like a rift. Thick steel plates pose another trouble. A standard beam might not bite deep enough, so operators must either switch tools or grind down the metal first. Finally, the laser head itself is a finicky beast. Routine maintenance costs stack up quickly, and a busted lens can set a shop back in both money and downtime.
Challenges in Laser Beam Welding
Laser beam welding sounds futuristic-and in many ways it is-yet some real-world bumps still slow its spread across factory floors. The biggest bump is sticker shock. Reports from late 2023 show a complete laser welding station can swallow up $50,000 to $500,000 upfront. That kind of cash knocks most smaller shops right out of the running.
Once a system is grounded in place, the crew must stay sharp every single shift. One slip in alignment or a quick mis-set on power, focus, or speed can murky the puddle and start rolling out defects such as pores, cracks, or spots that never fuse at all. Even seasoned hands stay nervous about that tight margin.
Different metals also play their own games under the beam. Steel and nickel behave themselves, but bright-faced aluminum and copper mostly just reflect the light back like a broken mirror. Matching optics, swapping wavelengths, or scuffing surfaces fixes the problem-but then the bill rises and the setup gets fidgety again.
Preparing the joint surface is one of the trickier parts of laser welding. The spot where the metals meet has to be spotless or the beam wont bond them right. A single speck of dust, a dab of grease, or even a thin layer of rust can ruin the whole weld. Shops that work in dusty, grease-laden spaces often spend more time cleaning than fusing.
Keeping the machine itself in good shape isnt cheap, either. Lasers and the delicate optics inside can degrade after hours of use and will need servicing to stay sharp. Field studies show that upkeep tabs reach roughly 2 to 3 percent of the machines original price each year, which is money a new buyer has to pencil in.
On the upside, technology keeps rushing forward. Adaptive optics, rugged fiber lasers, and on-the-fly monitoring gear are shrinking past headaches and pushing costs down. Because of these tools, laser welding is slowly shedding its reputation as an exotic process available only to a few.
Cost Considerations in Laser Welding
Prices for laser-welding gear have dropped a lot lately. New production tricks and stiff competition have pushed the cost curve downhill. Top-shelf fiber-laser rigs that once cost a small fortune-now sit side by side with everyday machines on the supplier catalog page. Examples show a buyer can spend anywhere from $20,000 to $200,000, with wattage and bells-and-whistles determining the final tab.
Power bills still bite, but modern fiber lasers siphon only about 40 percent of the juice flowing to them. That number pales next to the electricity burned by older arc methods, so savings trickle in month by month. Many shops couple the welders with robotic arms and watch-dog software, which trim labor costs by locking in perfect seams and keeping scrap to a whisper. Upfront sticker shock often shrinks when customers calculate how many flawed parts never make it past quality gates.
Looking out to 2030, experts pencil in an 8 percent annual growth rate for the global laser-welding business. Car builders, plane makers, circuit-board crafters, and construction teams all queue up for technology that promises faster runs and thinner profit cushions. The long break-even fight between initial price and lifetime savings still favors lasers, and that point gets louder with every new production line.
Limitations of Laser Welding Machines
Lasers can perform stunning welds in the blink of an eye, yet the technology has a few stubborn kinks. First off, the sticker shock is hard to ignore-a brand-new machine, the laser source, water chillers, and spot-on optics all chew up budget money faster than most shops can blink. That upfront outlay pretty much sidelines anyone working with a shoestring budget.
Even if you somehow manage the cash, the setup won’t hum along by itself. Someone has to eyeball the beam, fine-tune the power, and know the safety rules cold; good techs with that level of know-how aren’t exactly waiting on every street corner.
Material choice throws another monkey wrench into the mix. Steel, aluminum, and titanium take a pump of energy easily, but shiny copper just winks at the beam and keeps its cool. Messing with pulse width and exotic optics helps, yet those fixes add headaches most NERD shops would rather skip.
Joint shape and thickness can trip the process, too. A narrow groove in a massive casting might swallow three electrode passes before a laser even finds its footing. When that happens, the old-fashioned stick or MIG option starts to look like the smart money.
Running a high-power laser welder doesnt come cheap, even after youve bought the machine. Experts peg yearly upkeep at anywhere from $10,000 on the low end to $50,000 when the system is pushed hard, and that bill can really sting if your shop is small or already stretched on budget.
Dust, humidity, and sudden temperature swings also like to mess with how well a laser bead sticks. Keeping the work area spotless and climate-controlled requires extra fans, filters, and floorspace, all of which eats into the bottom line.
Weighing these ongoing costs against the speed and strength of laser joints helps a plant decide if the technology truly pays off. For some, the clear edge in weld quality is worth every penny; for others, conventional gear keeps the books happier.
How do Laser Welding Machines Operate?
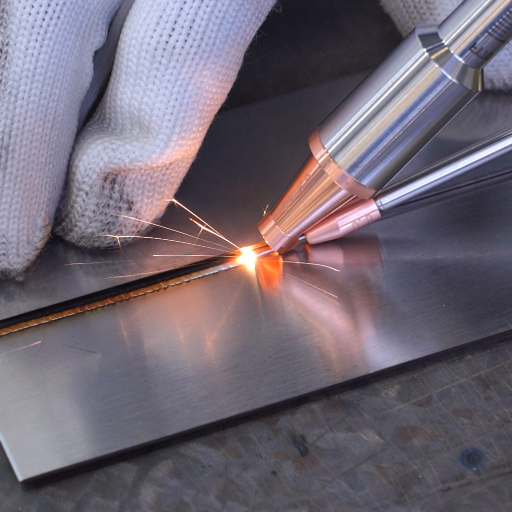
A laser-welding system delivers concentrated optical energy to a narrow spot on two workpieces, rapidly raising the local temperature until the base metal enters the molten state. Because the beam diameter can be measured in micrometers, the effective heat-affected zone remains restricted to the immediate joint, producing a tidy, often mirror-like bead. Operators adjust parameters such as focus position, travel speed, and pulse duration, allowing the process to accommodate thin electronics or stout turbine housings with equal reliability. The high directed energy of the laser permits penetration depths that would otherwise demand bulkier, slower arc methods, a benefit especially appreciated in aerospace and medical-device production.
Understanding Laser Welding Systems
Laser welding systems-with their highly focused energy-deliver clean, swift joins on metals, polymers, and glass. A typical unit bundles a compact power plant, optical routing hardware, variable glass lenses, and a user interface that can feel more like flight control than shop floor framing. Shift the recipe to a fiber laser unit and manufacturers instantly gain rough-and-tumble reliability, lower electricity bills, and an operational lifetime that can be measured in years instead of weeks or months.
Performance data show weld travel speeds can spike to ten times that of arc-based shops when stainless sheets or aluminum housings slide into the fixture. Aerospace, automobile, and consumer-electronics builders all report that the higher cadence chops ship time while preserving flatness that was once a finishing-line luxury. Because the beam pinpoints energy so tightly, the tell-tale heat-affected ring shrinks to the point that many inspectors stop looking for it altogether. Closed-loop optics, camera feedback, and agile robotics have pushed the technology from prototype labs into everyday mass lines-and the repeated accuracy now rivals, some claim, the precision of modern semiconductor patterning rigs.
Fresh market estimates now suggest that global demand for laser welding equipment could exceed $3 billion by 2028. That projection reflects a rising reliance on the technology from aerospace, medical-device fabrication, and renewable-energy sectors, all of which require tight control over weld quality. For manufacturers looking to boost speed without sacrificing accuracy, a new generation of laser workstations is proving to be a game-changer.
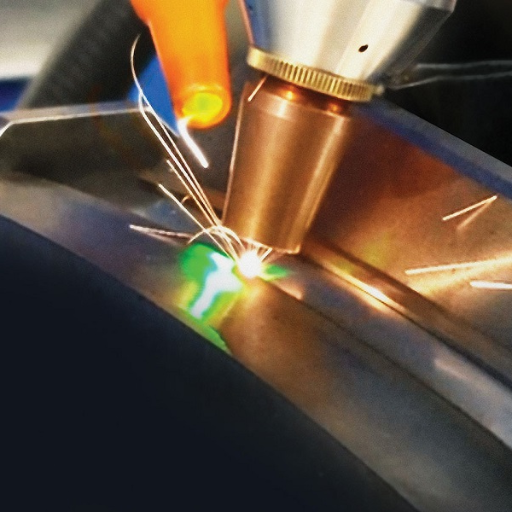
The Role of Fiber Laser in Welding
Fiber laser welding technology has quietly shifted modern fabrication practice by marrying unusual levels of accuracy with remarkable power delivery. Engineers now describe the process in everyday terms as crisp, clean, and practically distortion-free. Unsurprisingly, market analysts placed fibers systems at nearly half the countrys total laser-welding revenue in 2023, a signal that factory managers are betting on dependable repeatability rather than flare-up surprises.
Growth forecasts for the segment hover around eight percent a year through 2028 and for solid reasons. Several recent developments-horizontal power scaling, sharper focus integrity, and longer service between power-supply overhauls-have made the systems affordable even to midsize shops. In aerospace and green-energy production alike, the machines now stitch stainless, aluminum, and exotic nickel-chrome alloys into final products with barely a shadow left to grind away.
Linking automation controls with fiber-laser welding equipment gives output levels a noticeable push. An automated system can execute multifaceted joints over and over without drift, trimming human mistakes and locking in uniform quality. That reliability and repeatability explain why fiber-laser gear is now a backbone of high-tech shop floors-and why it keeps pushing manufacturers toward new design frontiers.
Comparison with Electron Beam Welding
Fiber-laser welding and electron-beam welding EBW remain mainstays in high-precision fabrication, yet their operational profiles diverge sharply. The former asks only for a grounded power supply and line-of-sight access, whereas the latter entombs workpieces in a vacuum chamber, driving up setup time and capital cost. For many shops, that difference alone tips the adoption scale toward the fiber route.
Energy flow is another talking point. Modern fiber units routinely convert 40 percent or more of supplied electricity into focused light, leaving EBW systems at a more modest 15 to 20 percent. That disparity, paired with the lasers ability to travel nearly 50 percent faster on certain joints, turns into shorter cycle times and higher shop-floor throughput.
Wielding versatility also favors the fiber beam. It happily seizes reflective metals such as aluminum and copper-castes that stump traditional EBW by demanding near-perfect surface prep. Moreover, the finer spot size and tighter focusing optics produce a smaller heat-affected zone, keeping distortion in check and letting engineers specify tighter tolerances without a second thought.
Fiber laser machinery commands a steeper capital outlay at the outset, yet its modest upkeep, extended service life, and quicker throughput can transform that premium into a compelling long-term return. Recent surveys hint that firms already running fiber lasers trim their production expenses by nearly a third in contrast to conventional electron-beam systems. Automotive, aerospace, and consumer-electronics shops keep gravitating toward the new technology as they chase faster ramp-ups and tighter tolerances.
Where is Laser-Hybrid Welding Used?

Laser-hybrid welding finds its way into markets that cannot compromise on joint strength or positional accuracy. Automobile manufacturers rely on the process to fuse body shells and supporting frames in single rapid passes. Shipyards use it to stitch together heavy steel plates while controlling distortion. Aerospace shops value its speed and focal precision when fabricating weight-sensitive structural elements. The technique crosses material boundaries, reliably uniting alloys, composites, and metals under a single arc, so its appeal keeps growing.
Industries That Benefit from Laser Welding Applications
Laser welding has quietly spread far beyond its origins in high-tech laboratories. Automakers now lean on the process because the beam leaves almost no mark yet sews sheet steel together faster than workers can set a fixture. Wing manufacturers in aerospace sing the same tune-lightweight joints that shrug off turbulence stress while adding almost nothing to a frame. Electronics engineers, hunched over microscopic circuit boards, trust a pulsed laser to stitch gold wires to chips without melting the plastic that cradles them. Surgeons, meanwhile, gamble their patients lives on instruments and stents that a similar optical pulse fashions into shape, offering metal seams cleaner than the air in an operating room. Even wind-turbine builders have climbed aboard; the laser jumps from alloy to alloy easily, and that versatility keeps blades and heat exchangers in service when storms roar.
Merging Laser and Arc Welding Technologies
Welding engineers have been experimenting with the synthesis of laser and arc processes for more than two decades. The project is no longer just research; it is reshaping factory floors. A single union of rays and arcs can cut distortion, raise travel speeds by a third or higher, and deliver a penetrated bead cleaner than either tool could alone. The hybrid setup thus suits any application where thin, lightweight metal must be fused without rolling it out for excess finish work.
Auto-makers have seized the idea because it marries high-strength steel to aluminum in one pass. Test stands show that the joint retains full ductility across gaps that vary from sheet to plate; failure does not drop below the parent-metal benchmark. Over time, that reliability shrinks build cycles and trims scrap, both of which keep sticker prices closer to budget forecasts.
Aircraft builders have found the hybrid process invaluable because it yields exceptionally clean, high-integrity joints. Laser-arc welding eliminates most of the porosity and undercut that can haunt thin, high-stress sections such as turbine housings or pressurized fuselage skins. In side-by-side tests, engineers routinely measure a 15 to 20 percent increase in tensile strength once the two energy sources are fused, a bump that translates directly to longer service lives and enhanced passenger safety.
More broadly, marrying a focused light beam with a molten rod has opened a fresh chapter in high-tech fabrication. Manufacturers that once feared runaway costs now report thinner, lighter assemblies and still hit delivery schedules that seemed impossible a decade ago.
Innovations in Modern Laser Techniques
Quietly and almost overnight, the ordinary lab laser has morphed into something extraordinary. Researchers now wield femtosecond lasers that spit out light pulses a quadrillionth of a second long, an interval so brief it almost feels theoretical. Because there is hardly any heat left behind, process engineers call the technique cold machining. That label may sound promotional, but it lets manufacturers trim delicate biomedical implants and sensitive circuit boards without the usual melting or warping.
Not long ago, such control demanded painstaking trial-and-error setups; today much of it arrives pre-packaged with artificial intelligence. Self-learning laser cutters gauge material reflectance, tweak focus, and adjust power in the time it takes an operator to sip coffee. Factories that adopt the gear report as much as 30 percent less scrap and far lower energy bills, numbers that turn heads when lined up next to older punch-and-crunch machines. AEW technology is no longer just shortlist talk at trade expos; it has quietly occupied the shop floor.
MarketsandMarkets estimates that the global laser-processing market will swell from roughly $4.5 billion in 2023 to nearly $6.8 billion by 2028, a surge fueled by fresh technology and booming demand from aerospace, automotive, and consumer-electronics manufacturers. When lasers are coupled with computer-guided robots, companies can now churn out thousands of parts a day while keeping quality firmly in the win column.
New fiber-laser platforms have reshaped the efficiency game. With lifespans topping 100,000 hours and a fraction of the maintenance fuss that CO2 units require, fiber sources have quietly elbowed their predecessors out of most production booths. They also slice through tricky reflective metals such as aluminum and copper as if those alloys were cardboard.
These advancements keep moving the needle on what lasers can do, and industries are noticing. By rewriting the performance playbook, engineers are not just fine-tuning existing lines; they are sketching out whole new applications that yesterday felt like science-fiction.
Reference sources
- A Comprehensive Review on Recent Laser Beam Welding Process: Geometrical, Metallurgical, and Mechanical Characteristic Modeling
- Authors: S. F. Nabavi, A. Farshidianfar, Hamid Dalir
- Published In: The International Journal of Advanced Manufacturing Technology
- Publication Date: November 16, 2023
- Citation: (Nabavi et al., 2023, pp. 4781–4828)
- Summary: This review provides an extensive overview of the recent advancements in laser beam welding (LBW) processes, focusing on geometrical, metallurgical, and mechanical characteristics. It discusses various modeling techniques used to predict the outcomes of LBW, emphasizing the importance of understanding these characteristics for improving weld quality and performance.
- Methodology: The authors conducted a systematic review of existing literature, synthesizing findings from various studies to present a comprehensive understanding of LBW processes.
- Quality Assessment Method Based on a Spectrometer in Laser Beam Welding Process
- Authors: Jiyoung Yu, Huijun Lee, Dong-Yoon Kim, M. Kang, I. Hwang
- Published In: Conference Paper
- Publication Date: June 24, 2020
- Citation: (Yu et al., 2020, p. 839)
- Summary: This study presents a quality assessment method for the LBW process using a spectrometer. The authors developed a deep neural network (DNN)-based model to classify weld quality based on spectral data collected during welding. The model achieved approximately 90% accuracy in predicting weld quality.
- Methodology: The research involved designing a spectrometer to measure light reflected from the welding area, followed by training a DNN model using experimental data to classify weld quality.
- Numerical Simulation of Laser Beam Welding Process– A detailed review of laser welding types and finite element modeling for the process.
- Welding Processes for Aeronautics– Discusses advanced welding processes, including laser beam welding, for critical aeronautic components.
- Top H Beam Welding Line Manufacturer and Supplier in China
Frequently Asked Questions (FAQs)
Q: What is laser-beam welding?
A: Focused light, almost surgical in look, fuses metals at a molecular level. That neat trick is called laser-beam welding.
Q: How does laser welding work?
A: A tightly concentrated beam heats the metals faster than most people blink, leaving a narrow, weld-ready pool in its wake. The result is a seam that cools and bonds almost before you finish blinking.
Q: Why choose a laser over a conventional arc welder?
A: Speed, depth, and finesse-choose one of those three or all three at once. Laser welding takes off where arc processes baulk, distorting the parent metal far less and slipping easily into tight corners.
Q: What kinds of lasers throw the heat?
A: Shops stockpile options: CO, fiber, Nd:YAG, even disk lasers. Each flavor matches a particular material or job size, so engineers pick their source the way a chef chooses a knife.
Q: Is laser welding compatible with every kind of metal?
A: The process indeed works on a broad range of metals, spanning ordinary steel, lightweight aluminum, reactive titanium, and many specialized alloys. Even so, engineers must tailor the laser wavelength, pulse duration, and power level to match each metals unique thermal and optical characteristics.
Q: What distinguishes heat conduction welding from fusion welding?
A: Heat conduction welding softly warms the surface, creating a thin molten fillet with little depth, whereas fusion welding drives the material all the way through until a complete molten pool solidifies into a robust bond. The difference lies primarily in how much energy the beam deposits into the base material.
Q: How does remote laser welding achieve its results?
A: In this technique, a beam directed by agile robotic arms reaches locations that would be awkward or impossible to access with a stationary torch, permitting rapid seams on complicated assemblies while leaving the workpiece itself undisturbed.
Q: What advantages does laser welding bring to the shop floor?
A: Among its chief perks are pinpoint accuracy that minimizes post-weld cleanup, lightning-fast cycling times that boost throughput, shallow heat-affected zones that preserve original material properties, and straightforward integration with automated lines or 4.0 manufacturing networks.






{kind=link}
{kind=link}
{kind=link}
{kind=link}