
In manufacturing, the power of precision coupled with strength is difficult to find, except with techniques such as laser welding, especially electron beam welding (EBW). This advanced horse powered welding machine uses streams of high-energy electrons to merge materials with unrivaled precision. This makes electron beam welding vital in medical and aerospace industries. In the following article, we’ll explain the critical components of how EBW works, go over its key benefits, reveal what makes it such a reliable workhorse for the piece parts industry and why it has enabled manufacturers to produce versatile yet robust and dependable components. This guide will reveal all the wonders of EBW, whether you are a tech junkie, an industrial professional or just interested in modern manufacturing techniques.
What is Electron Beam Welding?
Electron Beam Welding (EBW) is a sophisticated welding technique that employs a concentrated electron beam moving at high speeds to joins materials. Upon striking the workpiece, the electron’s kinetic energy transforms into heat, which subsequently melts the material and forms a weld. A vacuum environment is needed to prevent contamination, thus making EBW perfect for high-reliability welds in industries such as aerospace, automotive, and medical manufacturing.
Grasping the Steps in the Electron Beam Welding Procedure
The Electron Beam Welding (EBW) process encompasses numerous factors that have to be performed in a sequential manner EBW precision and consistency. To begin, the workpieces are loaded into a welding machine and placed inside a vacuum chamber. The vacuum environment, between 10⁻⁴ and 10⁻⁶ Torr, restricts oxygen, assuring a clean weld without contamination. After achieving the specified pressure, a vacuum is formed, followed by the creation of high velocity electron streams using tungsten-based electron guns. EBW also requires acceleration voltages of 60kV to 200kV depending on the material and thickness being welded.
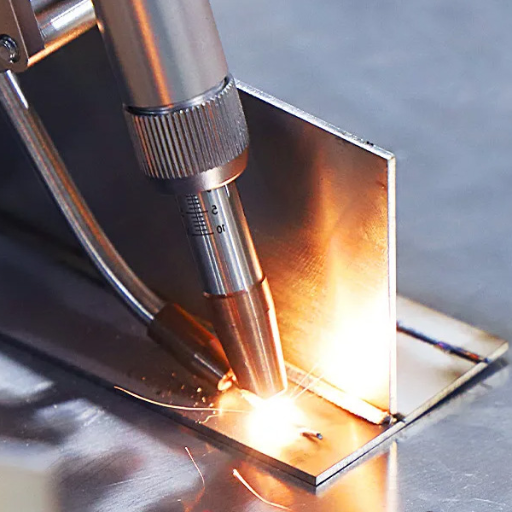
Striking the workpiece with a focused electron beam initiates a sequence where the kinetic energy transforms into heat, subsequently melting and fusing the material. Its precise and localized application of heat results in minimal distortion while enabling the welds to be deep, narrow, and exceptionally strong. EBW stands out from other techniques owing its ability to weld materials several inches thick in one go.
Recent studies have highlighted the effectiveness of electron beam welding with reported efficiencies around 95-98%. Other standout features include offering penetration depths of up to 300 mm for steel and other metals, as well as 1 to 30 mm/s weld speed. These remarkable features make electron beam welding a go-to selection for critical operations in aerospace and other industries that demand precision and strength.
EBW sets new standards with the quality and performance achieved by the meticulous control and modernized systems, even when working with complex or high strength alloys.
The Importance of Electrons in a Welding Work
Electrons are essential to the EBW process since they are the key workers in charge of the welding operation. Getting the tungsten filament to very high temperatures creates an electron beam by releasing a stream of electrons. These electrons can now be accelerated to around thirty percent to seventy percent the speed of light using an electric field, which is needed for welding.
This beam possesses lots of energy, which can be measured at a range of ten to the power of three to ten to the power of four W/mm². For reference, arc welding typically has energy densities of about ten W/mm², highlighting EBW’s adivntage. Due to the high energy density, the beam has the ability to go deep into materials, resulting in very precise, deep and narrow cuts while greatly reducing the heat affected zones.
New developments have been made that focus on increasing the precision and efficiency of the welding beam. For example, modern systems are able to apply real time adjustment through the use of sensors and artificial intelligence to complex tasks through adjusting the parameters for optimal quality. Data suggests that steel and titanium metals can be welded to a depth of three hundred millimeters, with the joints being extremely strong and deformed only slightly.
The industries of aerospace, automotive, and power generation require complex engineering alongside rigorous precision performance benchmarks. Therefore, EBW is essential for these advanced applications. In design and automotive electronics, for instance, EBW spurs innovation. The irreplaceable role that electrons play in welding continues to redefine technological boundaries within manufacturing and fabrication.
How A Welding Machine Operates in EBW
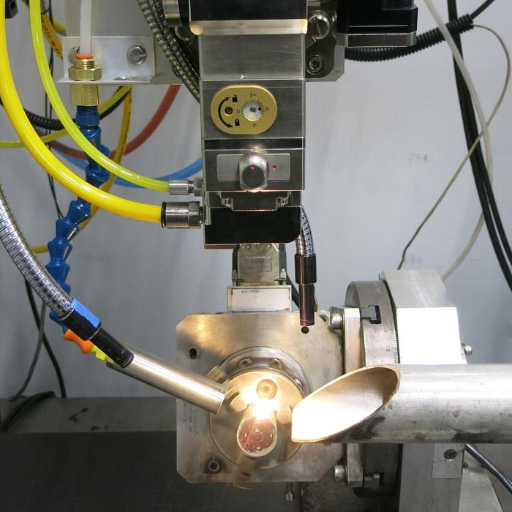
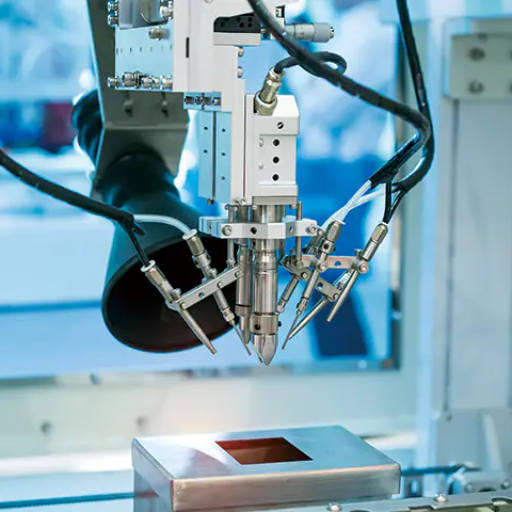
The focus of EBW machines is the generation of high-speed electron beams, which, when focused, apply to the pieces that need joining. With EBW, the materials to be joined are physically separated, with separations ranging from several micrometers to several millimeters. Key elements of an EBW device incorporating a control system with the neutrons guns and vacuum chambers makes the entire EBW machine perfect for precision tasks.
New developments in EBW technology have improved precision and efficiency. Modern EBW systems, for example, can now offer electron beams with diameters as small as 0.1 millimeters, which are perfect for delicate welds. Also, the process can achieve welding speeds of up to 200 inches per minute, subject to the material and thickness being welded. Research indicates that EBW is capable of achieving weld depths of more than 200 mm in titanium or steel metals, making it one of the best methods for joining thick sections.
EBW machines now incorporate real-time monitoring and advanced cooling systems to enhance weld… reduce quality imperfections, and augment material properties, further refining these industries. Aeronautics and semiconductor industries rely heavily on EBW technology as it provides them with the precision at the microscale level and the distortion of materials at the minimal level. It is remarkable to see how fast the EBW machines evolve, which shows how much more widely they can be used on different materials and industries.
How Does the Welding Process of Electron Beam Work?
Electron beam welding (EBW) works by producing a concentrated beam of fast-moving electrons that focus on the surface to be joined. The kinetic energy of these electrons is transformed into heat on contact, resulting in the material melting and combining. This process occurs in a vacuum to avoid scattering, shielding the weld from atmospheric interference for precision. EBW is exceptional for strong, reliable joints, especially when accuracy and low contamination is crucial.
The Importance of a Vacuum Chamber
Vacuum chambers are critical in sufficiently containing the electron beam welding (EBW) procedure since they create an ideal atmosphere for the welding process. Keeping a vacuum reduces the scattering of the electron beam, making it possible to deliver the energy needed with high precision for the workpiece. As noted in contemporary studies, modern EBW systems have been reported to attain vacuum levels of 1×10^-6 torr, which is optimal for welding high-tolerance parts. The welds are free from oxidation, contamination, and non-uniformities, resulting in a clean surface.
For the aerospace, automotive, and medical device manufacturing industries, the vacuum chamber is important in physiochemical processes as it augments joint strength and improves repeatability and consistency. Research has shown that advanced vacuum chambers are instrumental in precision applications because they reduce weld failure rates by 30% compared to non-vacuum alternatives.
Leveraging a Focused Beam for Precision
One of the most pivotal modern welding innovations is employing a focused beam for unmatched accuracy. Focused beam techniques, including electron beam welding (EBW) and laser welding, are considered one of the primary focused beam techniques because they funnel energy to a particular region which results in precise welds of high quality with very little alteration. With the aid of focused heat or electron beams, these techniques form joints that are not only strong but also smooth and pleasing to the eye.
Welding with electron beams needs to be done within a vacuum chamber, which is advantageous because it prevents unwanted contamination while simultaneously improving weld quality. Industry reports state that electron beam welding can penetrate steel with welds two inches deep, greatly surpassing many traditional welding techniques. Using lasers for welding has distinct advantages as well: the power of a laser beam can be so high that it can focus to a point where it produces welds with a width of 0.2mm. This feature makes it extremely useful for the production of small and precise components that are widely used in electronics, medical devices, and aerospace technology.
Moreover, the focusable nature of the beam reduces the heat-affected zones (HAZ), which keeps the mechanical properties of the heat-affected materials intact. Products which incorporate focused beam welding are reported to have improved fatigue resistance by up to 40% as opposed to using traditional methods. This accuracy benefits the production process too because less materials and time are wasted because of reduced reworking and refining. These savings can be substantial for companies spanning various sectors.
Accelerated Electron Beams for Deep Welds
Use of accelerated electron beams has enabled precise deep welds to be made in very difficult materials. Speeding electron beams of light allows manufacturers to achieve weld penetration depth of a few inches depending on the material and its thickness. This is very useful in working with high melting materials like tungsten, titanium, and stainless steels which are very important in the aerospace, automotive, and nuclear industries.
With the recent improvements made in the electron beam, its efficiency and performance have also improved. Modern electron beam welders operate in vacuum chambers, therefore eliminating the concern of oxidation which guarantees clean defect free welds. Research has shown that welds produced with electron beams have exceptional mechanical properties showing an increase in tensile strength of 30% comparing to traditional arc welds. Moreover, some systems have shown an increase in efficiency with the ability to weld thin sections at 10 inches per minute.
Insights from recent research on electron beam welding showcase its notable advantages in cost and duration. For instance, in aerospace manufacturing, specific post-weld machining and finishing processes are no longer required. Furthermore, the accuracy of the technology greatly reduces material waste, helping support environmentally friendly manufacturing practices and fulfilling stringent standards for quality.
The accelerated versions of electron beam welding continue to revolutionize the metal joining domain by equipping industries with a dependable solution for generating robust, enduring, and high-performance welds across diverse applications.
Advantages of Electron Beam Welding
- High Precision: Heats applied by an electron beam are ideal for complicated or fragile parts as it does not overheat the material and allows for extreme precision.
- Minimal Material Distortion: Focused application of heat lessens the thermal distortion of the material, maintaining its structure.
- Cost Efficiency: This approach streamlines processes and reduces material waste, cutting down on manufacturing expenses.
- Strong Weld Quality: Welds produced using this method are long-lasting and high-quality, capable of withstanding rigorous use.
- Versatility: This method is used in aerospace, automotive, and electronics industries because it works on numerous materials of different thicknesses.
Obtainable High Depths of Penetration
During welding, some important factors must be optimized in order to achieve high depth penetration such as laser power, welding speed, material properties, and beam focus. Some modern laser welding machines can provide over 10 mm of penetration in certain metals like steel or titanium while maintaining weld integrity.
As per industry statistics, high-power laser systems operating at 10 kW or more are capable of deep penetration welding, especially with an application of keyhole mode welding. As an illustration, a 12 kW laser has been shown to penetrate focusing stainless steel beams to a depth of around 25 mm, provided the beam is optimally focused and the travel speeds are fine-tuned. Parameters such as beam positioning, shielding gas used, etc. are critical in avoiding cashew nut shaped porosity and uniform weld formation.
Moreover, utilizing real-time monitoring systems ensures optimal stability of processes and dynamic parameter adjustments, which translates directly to deeper penetration and consistent welding. This blend of technology and control is essential for sustaining process reliability in welding thick materials in construction and shipbuilding, heavy machinery, energy, etc.
Minimizing Distortion in Weld Metals
Reducing distortion during the welding process is important because it helps maintain the strong properties of structure. Distortion occurs as a result of heating and cooling cycles, creating internal stresses and material changes in shape. These challenges can be addressed using different approaches or techniques.
One of the approaches to control distortion is the effective use of welding sequences, like back step or skip welding. Such welding sequences are known to mitigate the chances of warping by evenly dissipating heat over a material. Recent studies conducted have shown that preheating the workpiece to a given value helps increase the upper limit of thermal gradients and reduces the chances of undesired distortion. Research also shows that distortion in carbon steel welds can be lowered significantly, by 30%, when it is preheated to 300°F.
Use of mechanical fixtures like clamps and braces also assists in preserving the shape of a material during the welding procedure. The use of advanced technologies like finite element analysis (FEA) allows distortion prediction during the actual welding procedure. Planning for control measures is easier with simulations. Structures with complex welds stand to benefit greatly from FEA modeling as it has been recorded to reduce risks of distortion by 40%.
Finally, using low-heat-input processes, including TIG and laser welding, reduces the width of the heat-affected zone (HAZ) as well as thermal stresses. A comparison study reveals that TIG welding generates about 15-20% less distortion than traditional arc welding processes. With fastidious supervision and governance along with these methods, industries can not only enhance weld quality and but also preserve geometric fidelity in the end products.
Energy Density of the Electron Beam
EBW is one of the most effective processes with a very high energy density. Recent studies show that electron beams are capable of attaining energy density of as high as 10^8 W/cm², which is several orders of magnitude greater than that of arc or laser welds. With such high energy density available, penetration can be achieved with comparatively less heat, further minimizing heat-affected zone (HAZ) and thermal distortion.
Research comparing laser welding and electron beam welding demonstrated that the latter may weld up to 300 mm thick materials in one go, while laser welding only reaches 25-30 mm penetration. Moreover, electron beam welding’s vacuum environment prevents contamination and oxidation of the weld pool, which results in better weld quality and mechanical properties.
Focus on precision and accuracy now is on modern beam control. For example, modern electron beam welders feature high-resolution digitally controlled systems that permit greater manipulation of beam intensity and focus. Such precision improves accuracy while conserving energy, making EBW a green technology for the aerospace, automotive, and nuclear sectors.
Disadvantages of Electron Beam Welding

Electron Beam Welding (EBW) has a short list of negative aspects. To begin with, the process calls for a high-vacuum environment, This adds to the sophistication of the machinery needed and increases the cost of operation. Moreover, small-to medium-scale production is not economical because the initial maintenance and setup costs are high. In addition, EBW requires precision and skilled control of processes driven by high levels of operator expertise—one more reason why it is difficult to adopt in these industries. In the end, flexibility with regard to application in some industries is constrained because the dimensions of components EBW can handle are limited by vacuum chamber size.
Difficulties from Vacuum Chamber
For EBW, the need to maintain a vacuum poses restrictions in acquiring and sustaining different components which span across multiple industries. The most significant issue is the vacuum chamber size. A lot of EBW systems come equipped with chambers that are capable of accommodating only a specific range of small-to medium-sized components, rendering them unsuitable for industries that require the welding of larger parts. As an example, research suggests that vacuum chambers can accommodate components only up to 10 meters in dimension which severely limits their use in construction and shipbuilding as well as aerospace structures.Another concern is how expensive it is to maintain high vacuum conditions. Sustaining vacuum environments requires sophisticated and expensive vacuum pumps which increases both energy expenditure and operational costs. Studies indicate maintenance on the vacuum system can contribute to as much as 20% of total system downtime, which results in a loss of productivity. Moreover, reaching and sustaining a high level vacuum state requires an extensive amount of meticulous planning that is counterproductive to bottleneck industries that prioritize speed.
Finally, contamination with particulates suspended within the vacuum environment can cause problems. Any contaminants, particulate or otherwise, from components or equipment, can compromise weld quality despite the chamber’s sealed structure. This vulnerability illustrates the need to ensure rigorous cleanroom standards, which add to the operational complexity and time required prior to welding. Such challenges, along with others, remain the focus of ongoing research aimed at advancing EBW technology.
High Costs of Welding Equipment
The expense of purchasing an electron beam welding (EBW) machine poses a lithographic hurdle towards the adoption of this technology in various industries. Sophisticated cutting electron beams range in price from one hundred thousand dollars to a million, owing to the required unique vacuum chambers and powerful electron beam generators.
Maintenance efforts further complicate the problem. For a small scale manufacturer, spending tens of thousands on an EBW machine, coupled with additional operational costs like electricity, cooling mechanisms, and other ancillary services proves to be incredibly burdensome. The unmatched precision and astonishing quality EBW offers is overshadowed by its exorbitant prices, costing too much for all but defense industry, aerospace, and automotive players.
Moderating these finances has been attempted with beam generation designed to be more efficient, and constructing machines with modules. Gradual avenues towards cost reduction like curing the components requiring less energy have shown promise in beam control software.
Challenges Associated With Different Welding Techniques
In my view, for any welder, the challenges associated with different welding techniques depend on the application and material to be used. Examples of more difficult techniques are laser welding, which require high precision with particular attention to detail, specialized equipment, and strict adherence to protocols. Other important factors that affect the degree of difficulty are the nature of the joints, the alignment of the beams, and the characteristics of the materials. These difficulties can be overcome with suitable training and the use of modern technologies.
EBW vs Laser Welding: A Comparative Analysis
Both Electron Beam Welding (EBW) and Laser Welding stand as verticals under high-accuracy techniques. These two approaches of welding differ from one another depending on the equipment needed, functionality requirements, and their specific applications. For example, Laser Welding uses electron beams focused into a laser point, making it useful in applying speed to thin materials as well as precision. Conversely, EBW employs a focused beam of electrons that needs vacuum chambers, making it more suited for thicker materials and applications that require deep, narrow welds. Although EBW offers higher penetration, laser welding is more adaptable and easier to integrate to automated systems. It is clear that the two options are fundamentally interchangeable with one another, differing only by specific project details, materials thickness, welding environment, and amount of accuracy and speed desired.
Energy Efficiency: Comparing EB Welding Method to Laser Welding
When it comes to energy efficiency, both Electron Beam Welding (EBW) and Laser Welding possess unique attributes due to their methods of functioning. EBW laser welding has one of the highest energy efficiencies among various welding methods differing in structures since nearly 95% of the energy is utilized effectively, owing to its energy concentration. The efficiency is enhance in vacuum environments, though setting up these vacuum chambers can be time-consuming and energy intensive. In mass-production environments though, this time-consuming setup, offset some of its efficiency advantage.
On the other hand, Laser Welding consumes up to 80- 85% of energy efficiently, since requiring no vacuum, Allowed beams can be directly shot into the area to perform the function. Further, modern units use the fiber type laser that perform better as they convert electrical energy to laser energy up to 40% further improving energu consumption. Moreover, the growing use of optics involving beam shaping and adaptive optics into Laser Welding have assisted in the reduction of energy waste, increased output control thus steering it to be a strong candidate in energy restrained applications.
For example, one study showed that in processes involving thin sheets of stainless steel, Laser Welding Technology utilizing fiber lasers was up to 30% more energyefficient than CO2 laser systems, preventing costs while still maintaining operationalspeed and accuracy. On the other hand, Electron Beam Welding EBW is often preferred for welding of thick materials such as titanium parts in aviation and aerospace because of its unrivaled Energy efficiency under controlled environments penetrative depth, especially when dealing with thicker materials.
Speed and Accuracy in Welding Systems
Recent developments in precision welding technology have changed the course of many industries as they improve accuracy while speed, providing high quality products while taking less time to produce. An example is Laser Welders which are famous for their accuracy because of the small focus and great adaptability of the systems. After attaining the appropriate focus and working with thin parts, high-power fiber lasers are capable of achieving welding speeds of 10 meters per minute. This makes them useful in automotive and electronic part manufacturing. Their control also avoids many possibilities of defects which reduces post-weld machining or correction requirements, further streamlining production workflows.
Analogously, Electron Beam Welding (EBW) is extraordinarily accurate as it works in a vacuum as an added measure to reduce chances of contamination. In some uses, the depth of penetration can reach up to 300mm and EBW provides consistent and dependable welds in thick materials. Research shows that for the aerospace and nuclear industries, where dependability is crucial, EBW has the potential to cut total welding time by 50% compared to more conventional systems. This is yet another example of how modern systems of welding technology are capable of not only matching but surpassing expectations and requirements in any industry when it comes to speed, precision, and overall efficiency.
Application Areas and Welding Technology Differences
Application areas of welding technologies include aerospace, automotive, construction, shipbuilding, nuclear, and manufacturing; differences lie in energy source, precision, material suitability, and cost.
| Key Point | EBW | TIG | MIG | Spot Welding |
|---|---|---|---|---|
| Energy Source | Electron Beam | Electric Arc | Electric Arc | Electrical Pulse |
| Precision | High | Moderate | Low | Low |
| Materials | Metals Only | Diverse | Metals Only | Metals Only |
| Cost | High | Moderate | Low | Low |
Reference sources
- Development of electron optical capabilities for manufacturing of large components by electron beam welding
- Authors: T. Dutilleul, R. Widdison, W. Kyffin
- Journal: Welding in the World
- Publication Date: February 23, 2024
- Citation Token: (Dutilleul et al., 2024)
- Summary:
- This study discusses the advancements in electron beam welding (EBW) technology, particularly its application in the nuclear industry for high-productivity welding of thick-section components. The authors highlight the use of the Pro-beam K2000 system at Nuclear AMRC, emphasizing the importance of tracking features of the material and joint line for process reliability.
- Key Findings:
- The single-pass process of EBW significantly reduces fabrication times but increases the stress on operators due to the high precision required.
- The seam tracker, which utilizes electron optical image analysis, is crucial for assessing deviations and ensuring accurate alignment during welding.
- The study indicates that further work is necessary to enhance the reliability of the welding process based on seam tracker results.
- Research of Friction Stir Welding (FSW) and Electron Beam Welding (EBW) Process for 6082-T6 Aluminum Alloy
- Authors: P. Noga, T. Skrzekut, M. Wędrychowicz, M. Węglowski, A. Węglowska
- Journal: Materials
- Publication Date: July 1, 2023
- Citation Token: (Noga et al., 2023)
- Summary:
- This paper compares the EBW and FSW methods for joining the EN AW-6082 T6 aluminum alloy. It details the parameters used for both welding techniques and presents comprehensive microstructural and mechanical property tests.
- Key Findings:
- The strength properties of the EBW joint were found to be reduced by 23%, while the FSW joint showed a 38% reduction compared to the base material.
- The study also noted significant differences in elongation between the two methods, with EBW showing lower elongation due to magnesium evaporation during the welding process.
- Electron Beam Welding Process for Ti6Al-4V Titanium Alloy
- Authors: Zbigniew Wencel, S. Wiewiórowska, P. Wieczorek, A. Gontarz
- Journal: Materials
- Publication Date: July 1, 2023
- Citation Token: (Wencel et al., 2023)
- Summary:
- This research investigates the EBW process for Ti6Al-4V titanium alloy, focusing on the physicochemical changes induced by the welding process and the effects of post-weld heat treatment.
- Key Findings:
- The study found that post-weld heat treatment significantly affects the mechanical properties and microstructure of the alloy.
- It was observed that conducting EBW at a speed of 8 mm/s resulted in a depletion of aluminum content, although it remained within acceptable limits.
Frequently Asked Questions (FAQs)
Q: What is electron-beam welding?
A: Electron-beam welding is a fusion welding method that utilizes a high-speed electron beam as the heat source for joining materials. This process takes place within a vacuum chamber to avoid any scattering of electrons, ensuring that the electron beam is accurately focused onto the workpiece.
Q: How does an electron beam welding machine work?
A: An electron beam welding machine utilizes an electron beam gun that emits electrons from a cathode. The electrons are accelerated toward an anode, where they are also focused into a beam that can be directed toward the materials to be welded. Because the beam can be focused to achieve high power density, it is capable of producing narrow and deep welds.
Q: What are the main components of an electron-beam welder?
A: The main components of an electron-beam welder are the vacuum chamber, electron beam gun, cathode, and anode. Each electrode has a different purpose: the electron beam gun produces the beam, the cathode emits electrons, the anode accelerates them, and the vacuum chamber provides the high vacuum conditions required for the process.
Q: What are the benefits of electron-beam welding microscopy.
A: The primary benefit of electron beam scanning in welding is the capability of a high speed beam to focus in a small region and scribe with filling at very low distortion. Welding performed with electron-beams is highly economical in terms of power, speed and efficiency. Electron-beam welds are free of porosity and require no additional filling material. Precision with the focus provides also makes it useful for automated welding processes.
Q: For what purposes is electron beam welding used?
A: Electron beam welding finds usage mostly in aerospace, automotive, electronics and power generation industries. It is beneficial in welding metals that are highly chemical and heat reactive, as well as for applications that require a high precision and have extreme strength.
Q: How does electron beam welding compare with laser beam welding?
A: Electron beam and laser beam welding are both precision processes that make use of energy-concentrated sources. They do, however have some differences – laser welding does not need a high vacuum space, while electron beam welding does. Moreover, laser welding tends to be more flexible with the materials and environments it can work with, while electron beam welding excels in penetrative capabilities.
Q: Can electron beam welding be automated?
A: Yes, automation can be integrated into the electron beam welding processes. Computer systems can control the electron beam’s focus, enabling many automated welding systems to achieve consistent and repeatable welds.
Q: Is filler material required in electron beam welding?
A: In electron beam welding, filler material is not usually necessary. The beam’s energy concentrates and melts the base parts enough to join them robustly without additional materials being supplied.
Q: What factors influence the beam power in electron beam welding?
A: In electron beam welding, beam power is dependent on the accelerating voltage, beam current, and beam focus. These settings can be modified in order to control the weld’s depth and the overall quality of the weld.
Q: How does the high vacuum in electron beam welding affect the process?
A: The high vacuum present in electron beam welding is crucial because it prohibits the scattering of electrons. This advantage allows for accurate focusing of the electron beam on the workpiece which improves penetration and weld quality.






{kind=link}
{kind=link}
{kind=link}
{kind=link}