
H-beam welding is one of the backbones of today s steel shops. It steadily gives buildings the strength they need when winds and crowds push hard against them. Production managers who crave tighter tolerances and quicker shut-to-start times can no longer afford to skim the details. This guide zeros in on those details and then on the fast-moving line itself. After a quick stroll past control panels, fixture plates, and gantries, we ll lay out tips that let you meet every code and maybe even surprise yourself with the quality you pull off.
What is an H Beam Welding Line?

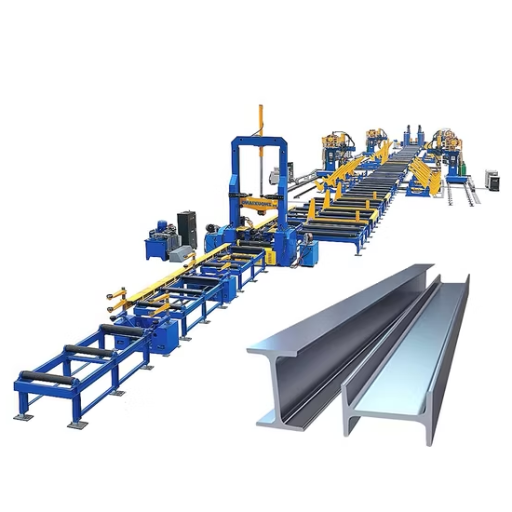
Think of an H-beam welding line as a one-stop shop for turning flat steel plates into those big, H-shaped beams you see rising up around job sites. The setup usually stacks together assembly tables, high-speed welders, straighteners, and finishing gear in one slick, moving line. Because everything stays in motion and the steps are closely timed, manufacturers can crank out mountains of sturdy beams fast without shorting on accuracy.
Understanding the Beam Structure
H-shaped beams sit at the heart of most modern building sites, and that isnt an accident; engineers keep turning to them because the design simply works. Picture a block letter H- the top and bottom flanges are wide, the upright web is solid, and the profile looks the same from almost any angle. That catch-your-eye shape spreads weight out so well it gets called the workhorse of bridges, office towers, and parking garages.
Beam makers stick to a standard set of numbers to avoid guesswork once construction crews swing into action. A typical web height can be anywhere from 100mm for light jobs up to 900mm for skyscrapers, while flange widths jump in 50mm or 100mm steps to match. Sticking to those pattern sizes lets project managers order parts off the shelf, and it also keeps the beams light enough that cranes still have a workout but dont give out early.
New machines can churn out H beams faster than anyone could draw the plans, and that speed comes with surprising flexibility. Customers nowadays can dictate odd heights and strange steel grades without throwing the factory for a loop. Quality controls, from laser-cut ends to ultrasonic weld checks, then keep the finished piece honest, because when lives hang on a beam a built-tough promise has to land exactly as advertised.
When architects and builders really get what H beams look like inside and learn why they work so well, they unlock a simple way to make roofs hold up better and bridges shrug off stress.
The Role of the Welding Machine in Production
Welding machines are the backbone of H-beam production. They fuse large steel plates together with speed and precision so the finished beams can hold up skyscrapers and bridges. Resourceful plant managers often call them the silent backbone of manufacturing.
Inside a busy fab shop, a single welding station might grind, flash, and cool all day without a coffee break. Submerged arc systems automate much of that chore, showering the joint in granular flux that masks the molten pool and keeps defects at bay. The weld looks clean even before the grinder arrives.
Engineers fresh off the data-dash report line speeds topping 60 inches a minute. Robots layered into the process slashing rework by roughly 30 percent, meaning far fewer late-night fixes for the crew. Shifts still end on schedule most of the time, a rare relief in heavy industry.
Modern rigs hum with real-time monitors, tweak power on the fly, and sip electricity the way yesterday’s machines guzzled it. Bean-counters and environmental auditors both give those numbers a double-take.
When manufacturers lean on that sort of gear, they can hit quality specs, dodge slowdowns, and keep buyers happy. For H-beam shops chasing ever-bigger contracts, skipping those headaches is practically the difference between profit and loss. Welding machines like these may not steal the show, but they earn an applause no less thunderous.
Key Components of a Beam Production Line
- Conveyor system: transports materials seamlessly from one stage of production to the next. The constant motion eliminates handling delays between tasks.
- Welding machine: fuses steel sections together with remarkable accuracy and speed. Operators trust the equipment to deliver structurally sound joints every time.
- Assembly fixture: mechanically aligns and positions beam components before permanent fastening. The device minimizes human error in orientation and spacing.
- Straightening press: hydraulically re-forms warped members caused by the welding heat. A careful, incremental approach restores geometry without cracking the metal.
- Cutting tool: slices or grinds parts down to specified lengths and profiles. The sharp consumables produce clean edges that pass inspection on first pass.
- Control panel: graphical interface collects real-time data from all machines on the floor. Supervisors adjust feeds, track uptime, and issue overrides from this single work station.
How Does the Welding Process Work for H Beams?

- Preparation:Each steel beam is shot-blasted or wire-brushed, then laid out on the shop floor so every edge lines up before the sparks start flying.
- Welding:An MIG or stick rig hums to life, melting filler into the root pass and locking the plates together with a bead as thick as a thumb.
- Inspection:A quality tech passes a dye-pen over the weld, searching for hairline cracks, undercut, or slag traps; only clean, uniform metal earns a check-mark.
- Straightening:A hydraulic press nudges any banana-curve back into a straight line, because a crooked beam is a headache the structural engineer wont let slide.
Exploring Submerged Arc Welding Techniques
Submerged Arc Welding, or SAW, stands out in heavy fabrication for its sheer efficiency and versatility. An electric arc forms between a continuously supplied electrode and the base metal, while a thick blanket of granular flux cloaks the entire puddle. This flux layer not only shields the molten weld from oxygen and nitrogen but also cools quickly to produce a clean, mirror-smooth surface with minimal slag.
The process delivers several practical advantages. Welds penetrate deeply, metal fill rates are high, and the finished seams show remarkably uniform quality. Those characteristics make SAW a natural choice for automated operations that demand long, uninterrupted beads. There are limits, of course; the technique generally works only in flat or horizontal positions and requires precise control of electrode lead and flux spread. Engineers routinely specify it for girders, high-pressure vessels, and transmission pipelines, projects where strength and toughness cannot be compromised.
The Importance of Flange and Web Plate Alignment
Proper alignment of flange and web plates is no mere formality; it underpins the entire strength profile of a welded assembly. When the parts sit askew, welders soon discover the price in the form of hidden residual stresses, visible warping, and uneven load paths that quietly drain a structure of its toughness. Data gathered from recent testing reveals that an alignment gap of just one millimeter can slice load-carrying capacity by 12 percent-a statistic that translates directly into long-term safety questions.
Contemporary welding setups have outgrown tape measures and plumb lines. Many now deploy laser-guided rigs married to computer models that rehearse the weld before the first spark. Coupled with automated flux application and live monitoring, these innovations lock the web and flange plates together with pinpoint accuracy. That level of care is indispensable in bridge work and ship construction, fields where inch-perfect fits are the legal baseline. By meeting those tight tolerances, contractors not only dodge regulatory fines; they deliver joints that stand a fighting chance against time and fatigue.
Utilizing Automatic Welding Machines for Precision
Automatic welding machines have quietly transformed factory floors and construction sites. Their promise of precision, stamina, and uniformity has tested the old adage that only a craftsman can feel a good bead. MarketsandMarkets now talks about a compound annual growth rate of almost eight percent through 2027, and the numbers are showing.
GMAW rigs, for instance, no longer ask an operator to chase the puddle. Built-in processors steady voltage, current, and wire feed the way a pianist keeps tempo. As a result, defects wander down toward zero and shift work stops gambling with quality.
That same software throttle slashes clock time; trials hint at fifty percent quicker output when crews step aside. Ski racers talk about gate-set speed; welders watch the arc speak. Automated travel lets the weld join pieces before the steel cools into a bond of regret.
Automatic welding has become indispensable on assembly lines where speed and uniformity matter most. In the shipyards, for example, robotic arms fuse enormous steel plates side by side while all but erasing distortion, a feat that keeps the hulls straighter and protects their long-term integrity. Bridges under construction now lean on similar technology, with automated stations logging every bead and flagging deviations so inspectors spend less time on gut checks and more on design tweaks.
Many modern welding consoles double as miniature control towers, swallowing gigabytes of data on the fly and spitting out alerts before small problems metastasize. Crews use the dashboards to nudge voltage or travel speed mid-job, a habit that trims equipment downtime and pushes profit margins higher. Fresh advances in adaptive sensors and machine-learning routines hint that tomorrow’s machines could weld not only faster but also smarter than even their most optimistic programmers foretold.
Why Choose Automation in H Beam Production?

Robotic handling and PLC-driven assembly now punctuate the typical H-beam shop floor. Such automation curtails variations, trims labor payrolls, and dispatches output at speeds yesterday’s welders could only admire. Uniform throughput, constant watchfulness by machines, and sharp drops in human error make this upgrade nearly indispensable.
Benefits of Welding Automation for High Efficiency
A second wave of mechanization welds the flanges itself. Gage studies claim these gantry-mounted torches outpace skilled hands by nearly a third, counting every missed coffee break. That arithmetic holds steady because the rigs hum through weekends, keep arcs tight to within a tenth of a millimeter, and leave scrap on the floor instead of back in the ledger.
Modern welding automation takes a large portion of the danger out of the equation. By letting machines handle the sparks, the heat, and the awkward lifting, operators spend far less time in harm’s way. Research tabs that shift at a 40 percent drop in accident reports for typical welding floors, a figure that resonates across union safety boards and corporate ledgers alike. Advances like articulated robotic arms, high-resolution machine-vision arrays, and AI-read dashboards allow shift supervisors to tweak heat levels and feeding speed on the fly. That responsiveness not only keeps seams true, it trims material waste and slices overhead costs. Factories around the world are lining up for the upgrade, hoping the blend of speed, accuracy, and built-in guardrails fuels their next stretch of sustainable growth.
Integrating CNC and Control Systems
Computer numerical control and next-generation control technology are quietly reshaping factory floors by delivering the sort of accuracy that engineers used to dream about. Market analysts are already measuring the impact: 2023 figures value the global CNC sector at about $84 billion, and they forecast growth to nearly $130 billion by 2030-an annual rise of roughly 6.4 percent. Demand is especially strong in aerospace and automotive shops, where reliability and surface finish leave little room for compromise, and in the tightly regulated medical-device industry the stakes are even higher.
When CNC equipment meshes with Internet-of-Things sensors and a layer of machine-learning logic, operators suddenly gain a window into a lathes health that used to belong only to the machine itself. Abnormal vibrations or drifting temperatures set off alerts that can be acted on long before a failure stops production, which spares manufacturers costly downtime. Software compatibility has also improved; programmers report that plug-and-play interfaces cut keystrokes, curb human error, and by extension help trim scrap rates. All of this adds up to a system that isn’t just faster or cheaper, but quietly nudges the entire industry toward greener, more thoughtful manufacturing.
Manufacturers that adopt CNC technology often report sharp declines in cycle times and steep rises in overall output. A telling illustration comes from advanced five-axis setups, which can turn intricate geometries in a single fixturing, neatly trimming both minutes on the clock and dollars off the bottom line. When firms embed such machinery into their workflows, they do not just meet the insatiable appetite for accuracy and speed; they subtly signal to the market that they intend to set the pace rather than follow it.
Enhancing Quality with Welding Manipulators
In my experience, the strategic use of welding manipulators considerably uplifts both the quality and throughput of fabrication work. The articulated arm delivers steady, repeatable motion, producing uniform beads even on complex geometries. By adopting this technology, I have observed marked gains in positional accuracy, a noticeable decline in operator strain, and a reliable elevation in overall workmanship-sufficient to satisfy the strict criteria of contemporary production environments.
What are the Key Machines in a Beam Welding Line?

- Beam Assembly Machine- Centers each beam part and fastens them together before the seam is burned in.
- Welding Manipulators- Steady the torch and carriage so that each pass of filler is even, no matter how long the job lasts.
- Conveyor System-Carries finished or half-finished sections along their own track, avoiding bottlenecks between stages.
- Positioners or Rotators-Swing and incline the girder until the welding operator sees every corner from a comfortable stance.
- Flux Recovery Unit (if present)-Sucks up spent granules and powders, sorts out the debris, and feeds the clean material back into the hopper.
Functions of the Cutting Machine and Shear
Cutting machines and shears are used to accurately cut, shape, and trim materials such as metal or steel to desired dimensions and specifications.
| Key Point | Description |
|---|---|
| Cutting | Precise material slicing. |
| Shaping | Tailors material contours. |
| Trimming | Refines material edges. |
| Accuracy | Achieves precision cuts. |
| Material | Handles metals like steel. |
| Efficiency | Reduces waste effectively. |
Overview of the H Beam Flange Straightening Machine
The H-beam flange straightening machine quickly squares up the lip of an H-beam after it has warped during rolling or transport. Mill engineers praise the rig for returning steel to spec in minutes rather than hours. Reliable alterations in the flange profile safeguard the beam’s anticipated load-carrying capacity, an outcome that proves especially valuable on tight construction schedules. Fully hydraulic controls eliminate the guesswork of manual racking, helping shop foremen stamp the same tolerance on every piece. Over time, the saved labor, reduced rework, and uniform quality add up to a sharp drop in overall fabrication costs.
The Role of a Shot Blasting Machine in Production
A shot-blasting machine is often the unsung hero of modern metal fabrication. The equipment sends steel shot or grit hurtling toward a work-piece at several dozen meters per second, stripping away old paint, rust, or mill-scale almost on contact. Trade studies published in 2023 found that the process reliably ups the surface roughness, creating a toothy profile that coatings bond to with far greater tenacity.
Contemporary machines no longer limit users to just one metal; operators can switch between a low-carbon alloy, lightweight aluminum, or even select composite substrates in a single shift without extensive re-tooling. Benchmark data indicate that fully automated systems shrink cycle time by as much as thirty-five percent, cutting labor costs while pushing more parts through the line. Improved component metallurgy-i.e., ceramic-lined hoppers and hardened impellers-has further stretched these machines’ upkeep intervals, which dulls the expense of spare parts and service downtime.
Recycling distinctively bolsters the environmental side of the ledger. Most recent designs funnel spent abrasive back into the hopper, which minimizes landfill load while keeping material costs in check. Manufacturers that weave shot-blasting into their workflows typically report longer-lasting finishes, lower reject rates, and operations that simply run smoother from end to end.
How to Optimize the Welding Speed and Quality?

- Surface Preparation-Clean the base metal until it gleams; grease, scale, or dust now will only invite failure later.
- Equipment Selection-Pick a torches, filler wire, and process that match the materials on hand and the demands of the assembly.
- Travel Speed-Practice a steady hand; wandering motion makes the ripple uneven and signals a careless eye.
- Setting Adjustment-Voltage and amperage should shift with the parent plate-thinner stock seldom needs the same heat as rail steel even for the same joint design.
- Maintenance Habitry-A daily visual check of cables and a weekly calibration of gauges head off 90 percent of process drag.
Adjusting Position and Clamp for Better Results
Professional welding begins with geometry; poorly positioned plates seldom yield reliable joints. Studies indicate that even minor misalignment can slice weld strength by as much as 30 percent. That level of thinning invites cracks and other failures long before the structure reaches service.
Secure clamps act as a mechanical handshake, keeping parts steady until molten metal solidifies. Adjustable toggle clamps, for instance, adapt to bulkier stock and stay put under the shock of arc heating. Field reports suggest such fixtures trim typical defect rates by nearly 20 percent.
Access remains another quiet player in the welders arsenal. Many instructors suggest rolling the torch to a 45-degree view, a habit that encourages full penetration and tidier beads. Angle and distance may shift slightly with the process- stick, MIG, or TIG-yet the principle of visibility holds.
Combine firm hold-downs with deliberate posture and the result is usually obvious; rework shrinks, shop rhythm quickens. Time saved on corrections can then go toward more complex assemblies rather than patching yesterday’s mistakes.
Implementing Technology of Single-Arc Double-Wire Welding
Single-arc double-wire welding sounds fancy, but its really about finishing a job faster. With one electrical arc melting two filler wires at once, the puddle grows quick and metal gets laid down thick in a hurry. Chihuahua Auto Parts tested the trick last summer and bragged about a 30 percent bump in shop speed versus regular single-wire beads.
Even at that breakneck pace, welds come out clean, almost like someone stopped time. By pinching the heat to one arc, the process keeps warping in check and leaves seams that line up the way engineers sketch them. A side-by-side trial on half-inch steel showed distortion dipped 15 to 20 percent, meaning less grinding later and no rework headaches.
Modern control boxes do the heavy thinking. Operators just dial in wire speed, voltage, and-whoosh-the machine tracks the numbers while they squint through the hood. One pipeline crew yelled that dialing the settings right slugged defect rates down by a quarter, which in welding talk means fewer cracks and a fatter paycheck when the week ends.
Single-arc double-wire welding is popping up everywhere-from car factories to shipyards and the assembly lines for big earth-moving equipment. Folks in those trades need fast, rock-solid joins, and the process delivers.
Smart gear is being added all the time-IoT sensors, alarms, the works-so operators can watch every bead in real time. Because of that constant tinkering, weld tech is getting sharper, cleaner, and more dependable by the month.
Tips for Managing Welding Seam Quality
Solid welding joints dont happen by accident; they demand skill, tidy gear, and a watchful eye. Strange as it sounds, almost three out of every four weld flaws, or roughly 76%, trace back to something a human did or missed. Targeted training lets welders tame new gadgets and polish the old tricks, so every pass of the torch counts.
Internet-linked weld monitors are now the shop floor eyes nobody blinks. They spy on heat, arc wiggle, wire feed, and more, tossing warnings onto a dashboard the moment something drifts. Places that added this button-push tech report 15 to 20 percent fewer defects and finish up jobs a quarter faster.
Selecting the correct rod or wire is no side thought, and spoiled stock makes sparks fly in the wrong direction. Stashing filler wire dry and clean locks out grit that weakens the seam. A quick nozzle wipe and machine tweak every shift keep the puddle steady and the wallet happy, because fewer repairs mean real savings.
Reference sources
- Research on control of steel beam welding production line (Quan et al., 2022, pp. 252–256)
- Key Findings:
- The automatic control of welding production line for H-shaped steel beam is studied.
- The key control mechanism is described, and the overall design of the whole control system is presented, including the selection of the controller and the distribution of various input and output control points.
- The sequence function flow chart of the control system control program is designed.
- Modeling analysis and research of the partial path planning are carried out to realize the overall automatic operation of the production line.
- Methodology:
- Analyzed the relevant welding process and the key control mechanism.
- Designed the overall control system architecture, including the controller selection and control point distribution.
- Developed the control program sequence function flow chart.
- Performed modeling analysis and path planning research to achieve automatic production line operation.
- Key Findings:
- Higher-order modeling of a thin-walled beam with a welded multicell cross-section and its application to welding line optimization (Choi et al., 2023)
- Key Findings:
- A higher-order modeling approach for thin-walled beams with welded multicell cross-sections was developed.
- The model was applied to optimize the welding line for such beams.
- Methodology:
- Developed a higher-order modeling approach for thin-walled beams with welded multicell cross-sections.
- Utilized the model to optimize the welding line for these types of beams.
- Key Findings:
- Hand-held electron beam gun for in-space welding – A study on electron beam welding systems designed for space applications.
- Effect of Beam Characteristics and Process Parameters on the Penetration and Microstructure of Laser and Electron Beam Welds in Stainless Steel and Titanium – Research on the impact of beam characteristics and process parameters on welding outcomes.
- Top H Beam Welding Line Manufacturer and Supplier in China
Frequently Asked Questions (FAQs)
Q: What exactly is an H-beam welding line?
A: An H-beam welding line is a specialized assembly corridor where steel plates are transformed into H-shaped structural beams in a single, continuous flow. The system combines stations for assembling, welding, straightening, and cutting so that large steel sections can move quickly from raw material to finished product. Each segment of the line is engineered to minimize handling and maximize output.
Q: Which machines typically populate an H-beam production line?
A: A standard H-beam production line usually houses an assembly fixture, a heavy-duty welding rotator, a plasma-cutting gantry, a hydraulic straightener, and occasionally a multi-torch gantry welder for thick webs. Each unit interfaces with the next, allowing beams to pass smoothly through the necessary operations. The arrangement is usually linear, though some setups employ side-loading mechanisms to speed up load times.
Q: How does an H-beam welding machine operate?
A: An H-beam welding machine clamps the assembled web and flange plates, brings the joint to level, and then deposits a controlled bead along the seam. Most modern versions rely on CNC programming and hydraulic leveling to maintain both travel speed and arc stability, producing welds that can meet stringent fatigue and strength standards. The entire process often runs unattended once the parameters are set, freeing operators for quality checks downstream.
Q: What advantages does an H-beam welding machine offer over conventional methods?
A: The purpose-built machine delivers a level of precision that hand-operated gear rarely matches. Its automated head travels the seam consistently, cutting the chance for human error and allowing manufacturers to turn out beams at a pace that would exhaust a crew on a night shift. Because much of the work is mechanized, payroll costs drop as fewer welders are needed for routine tasks, and the enclosed set-up keeps sparks and fumes away from operators, improving on-site safety.
Q: How does a beam assembling machine work inside the welding line?
A: This piece of equipment grabs the web and the flanges, then jigs them together at the correct angles while a robot or stationary torch runs the bead. By mechanically fixing the parts before fusion, the unit guarantees they will not shift under the arc, a detail that preserves the structural integrity engineers expect once the beam leaves the bay. Settings for gap, tilt, and root opening can be dialed in through a touchscreen, reducing the guesswork common in manual setups.
Q: What role does a CNC plasma-cutting machine play in the H-beam welding line?
A: Mounted on an overhead gantry or a table that moves under its own control, the cutter follows a programmed path, shooting a column of superheated gas that melts metal away millimeter by millimeter. The combo of numerical precision and rapid torch travel yields edges so clean that secondary grinding is often written off, speeding up overall fabrication time. Plates arriving in the yard may still show mill scale, yet once they pass under the plasma head, the surface is ready to accept a tight weld within minutes.
Q: Why install a welding rotator in an H-beam shop?
A: The rotator spins the beam into just the right attitude for the torch, letting the operator run a continuous bead without stepping away to crank the fixture. That steady, hands-free motion trims downtime and lets every pass settle evenly.
Q: What does an H-beam straightening machine actually do?
A: The straightener mashes bent flanges flat again by squeezing the web between hydraulic rams, rescuing the profile so it slips inside the tight tolerances needed for wind towers or bridge girders. One good squeeze usually finishes the job.






{kind=link}
{kind=link}
{kind=link}
{kind=link}