

溶接は自動車産業にとって不可欠な技術であり、その技術を習得すれば多くのチャンスが広がります。ワイヤー溶接は、初心者にとって最も簡単で効率的な学習方法です。では、どこから始めれば良いのでしょうか?このマニュアルでは、ワイヤー溶接機を使ったワイヤー溶接の基本を解説し、溶接の謎を解き明かし、成功を確実なものにするスキルを伝授します。新しい趣味、家庭でのプロジェクト、あるいは溶接のキャリア基盤を探しているなら、このブログ記事はきっと役に立ちます。機器の使い方だけでなく、安全性、ヒントやコツ、テクニックなど、溶接の旅を自信を持って始めるために必要なあらゆる知識が得られます。
ワイヤー溶接の理解

ワイヤフィード溶接とは何ですか?
ワイヤ送給溶接(GMAWまたはMIGとも呼ばれる)は、溶接ガンを通してワイヤ電極を一定量送り出す溶接プロセスです。ワイヤは溶融し、母材に融合することで強固な接合部を形成します。ワイヤは電極としてだけでなく、溶加材としても機能するため、非常に効率的で汎用性の高い技術です。通常、このプロセスでは、溶接部を周囲の汚染から保護するために、シールドガス(アルゴン、二酸化炭素、またはそれらの混合物)が使用されます。
ワイヤフィード溶接は、その容易さ、スピード、そしてきれいな溶接のため、自動車、製造、建設業界で広く利用されています。薄い材料の溶接はこの方法に最適であり、初心者でも安定した結果が得られるため、プロからアマチュアまで広く受け入れられています。
MIG溶接入門
MIGはMetal Inert Gas(金属不活性ガス)溶接の略で、連続的に供給されるワイヤが電極と溶加材の両方の役割を果たす溶接技術を指します。アルゴンや二酸化炭素などの不活性ガスまたは半不活性ガスが溶接プロセスをシールドするために使用され、これにより溶融池は空気ガスによる汚染から保護されます。このプロセスは多くの障害と課題を克服し、最も実践的かつ容易な溶接技術の一つとなっています。様々な金属(最も一般的なものは鋼とアルミニウム)を溶接できるため、広く使用されているプロセスであり、航空宇宙、自動車、金属加工、建築、金属製造など、様々な業界で大きな役割を果たしています。
📊 主要統計
最新の検索データによると、「MIG溶接の始め方」や「初心者に最適なMIG溶接機」といったキーワードが上位に表示されており、趣味人やアマチュアの間で溶接への関心が高まっていることを示しています。MIG溶接は操作が簡単で、初心者向けの機器をほとんど必要としないことから、非常に人気が高まっています。MIG溶接は、適切な機器と安全手順を備え、溶接ボンドのボトルを数本開けるだけで、実務技術者とDIY愛好家の両方にとって頼りになる溶接方法であることが知られています。
フラックス入り溶接入門
フラックス入り溶接は、汎用性が高く効率的な溶接方法とよく考えられており、フラックスを充填した特殊な管状ワイヤを使用します。このフラックスは溶融時にシールドガスを生成し、溶接プールを不純物から保護することで、より高品質な溶接を実現します。従来のMIG溶接とは異なり、フラックス入り溶接では必ずしも外部マスキングガスを必要としないため、屋外や風の強い環境でも十分に対応可能です。
現在、「フラックス入り溶接はどのような用途に最適ですか?」「フラックス入り溶接は簡単に習得できますか?」といった質問が、検索エンジンで注目を集め続けています。この溶接技術は、溶接部位や溶接位置にもよりますが、深い溶け込みが得られることから、構造物工事、造船、修理といった重工業の建設現場で一般的に好まれています。初心者にとって、この溶接技術は、最小限の表面処理で比較的強固な溶接結果が得られるため、扱いやすさが好評です。
ワイヤー溶接のための機器のセットアップ

適切なワイヤー溶接機の選び方
ワイヤー溶接機の選択は、プロジェクトの種類、作業する材料、そして経験レベルなど、いくつかの要素によって決まります。110ボルトの溶接機は、その使いやすさと家庭用コンセントに差し込むことができるため、初心者や軽作業のプロジェクトに最適です。より高度な作業や重作業の場合は、非常に強力な溶接が必要となる大型の材料を溶接する必要があるため、220ボルトが最適です。
💡専門家のヒント
最近の検索傾向を見ると、「家庭用に最適なワイヤー溶接機はどれですか?」といった問い合わせは、MIG、TIG、スティック溶接を組み合わせたマルチプロセス溶接機への関心の高さを反映していることがわかります。これらの機械は、最も高価ではあるものの、プロユーザーにも一般ユーザーにも最も汎用性の高い製品です。結果は、特定の作業で使用するワイヤー径とシールドガスによって異なり、最適な溶接機を選ぶことで最良の結果が得られます。ご自身のニーズに合った溶接機を選ぶ前に、必ず製品の仕様と顧客レビューをご確認ください。
溶接ガンと付属品について知っておくべきこと
適切な溶接ガンとアクセサリーは、作業の品質と効率に大きく影響します。最新の検索トレンドによると、最もよく聞かれる質問は「初心者にとって本当に必要な溶接アクセサリーは何ですか?」です。
✓ 必須アクセサリのチェックリスト
- 信頼できる溶接ガン: ほとんどのユーザーは人間工学に基づいた 溶接機に適したタイプ
- 消耗品: 一定出力のためのコンタクトチップ、ガスディフューザー、ノズル
- 安全装置: 自動調光溶接ヘルメット、耐火手袋、防護服
- サポート機器: 高品質のワイヤ送給装置、移動性に優れた溶接カート
- 位置決めツール: 材料を所定の位置に保持するためのクランプ
高品質の溶接ガンと付属品を使用すれば、経験の浅い溶接工でも安定した成功した結果を保証できます。
ワイヤ供給システムの設定
良好な溶接結果を得るには、ワイヤ供給システムを適切に設定する必要があります。まず、プロジェクトに合わせてワイヤの種類とサイズを選択します。これらの要素は溶接する材料によって異なります。ワイヤ供給装置に適切な駆動ローラーを取り付けます。一般的に、溝付きローラーは単線用、ローレットローラーはフラックス入りワイヤ用です。溶接ワイヤをライナーに通し、ワイヤが滑ったり潰れたりしないように駆動ローラーの張力を調整します。
次に、ワイヤ送り速度の調整を行います。溶接機のマニュアルまたはオンラインチャートで、ワイヤ径と溶接設定に基づいた適切な速度を確認してください。ワイヤ送りが速すぎても遅すぎても、アークが不安定になり、溶接不良が発生する可能性があります。システムをスムーズに動作させるためには、駆動ロールとライナーに付着した古い異物を取り除き、摩耗した消耗品を交換するなどのメンテナンスが不可欠です。これらの基本事項を遵守することで、経験の浅い溶接工でも、安定した信頼性の高いワイヤ送り性能を実現できます。
MIG溶接の基礎
金属不活性ガス溶接プロセスを理解する
ガスメタルアーク溶接(MIG溶接とも呼ばれる)は、幅広い用途があり、非常に使いやすい技術です。この溶接プロセスでは、定電圧電源に接続された溶接ガンを通して、単線電極を継続的に供給します。通常、溶接プールの安全性を確保するため、シールドガスとしてアルゴン、二酸化炭素、またはそれらの混合物が使用されます。金属の融合は、電極とワークピースの間に発生するアークによって実現され、金属が溶融します。
金属不活性ガス溶接は、比較的短時間で強固かつクリーンな良質な溶接部を形成できるため、自動車製造から建設まで幅広く利用されています。最新の技術では、自動化されたMIG溶接システムや高性能電源を用いることで精度と生産性が向上することが分かっており、この溶接プロセスは大規模な産業用途にも小規模な生産にも適していると考えられます。優れた溶接結果を得るには、溶接パラメータ(電圧、ワイヤ送給速度、シールドガスの種類)のバランスを理解することが非常に重要です。
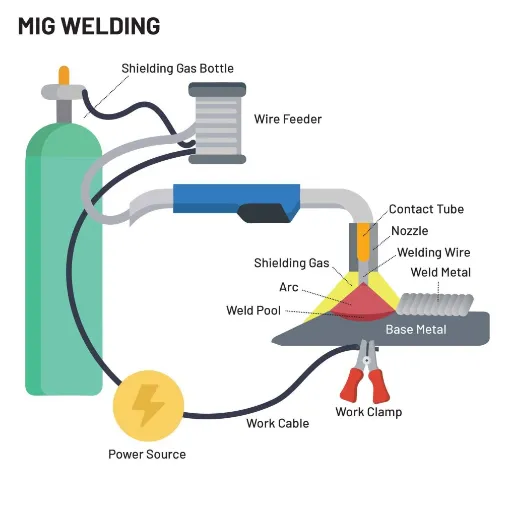
MIG溶接の基本コンポーネント
レベル MIG 溶接を適切、効果的、効率的に行うために、いくつかの重要なコンポーネントが連携して機能します。
これらの主要コンポーネントを適切に理解し、メンテナンスすることは、あらゆるアプリケーションで MIG 溶接を成功させるための確実な出発点となります。
適切なワイヤとシールドガスの選択
MIG溶接において、最適な溶接品質を得るには、適切なワイヤとシールドガスの選択が非常に重要です。これらは主にワーク材質に依存し、場合によっては溶接姿勢にも左右されます。軟鋼にはER70S-6ワイヤが一般的に選ばれます。これは、優れた脱酸特性を持つため、あまり清潔でない表面や少し錆びた表面でもきれいな溶接部を形成できるためです。ステンレス鋼の場合は、溶接部の耐食性を維持するために、通常、ER308Lなどのステンレス鋼ワイヤが必要になります。
ワイヤーとガスのメーカーの推奨事項を確認し、それらが溶接機のセットアップに適していることを確認してください。溶接強度を向上させ、より良い仕上がりを確実にするためには、まずワイヤーとガスの特性を理解する必要があります。
MIG溶接の手順

ワークスペースの設定
MIG溶接を効果的に行うには、作業スペースが効率的かつ安全でなければなりません。以下の重要な準備手順に従ってください。
🔧 ワークスペース設定ガイド
- 適切な換気を確保してください: 有害な煙への曝露を減らすために、排気ファンを使用するか、開放型/半開放型の環境で作業する
- 可燃性物質を除去する: 可燃物を周囲から遠ざけ、消火器を近くに置いてください。
- 作業面を準備する: スチールやコンクリートのテーブルなど、埃や汚れのない安定した不燃性の表面を使用してください。
- 機器の整理: MIG溶接機、溶接ワイヤー、ガスシリンダーを完璧な動作状態に配置する
- 接続を確認します。 溶接機のすべての接続を確認し、ガスシリンダーがしっかりと固定され、漏れがないことを確認してください。
- PPEを着用してください: 自動調光溶接ヘルメット、難燃性手袋、溶接ジャケット、スチール製のつま先付きブーツを使用してください。
作業スペースを適切に準備することで、良好な溶接が促進され、危険が軽減され、より安全な作業環境が提供されます。
電圧とワイヤ速度の調整
電圧とワイヤ送り速度の調整が不適切だと、適切な溶接部の形成が妨げられます。電圧は入熱量と溶接ビードのサイズと形状に影響を与え、ワイヤ送り速度は堆積するフィラーメタルの量に影響します。溶接対象材料、厚さ、溶接姿勢に応じて、バランスの取れた設定を選択する必要があります。
⚙️ 設定のベストプラクティス
- ✓ 取扱説明書または機械のチャートに記載されているメーカー推奨の設定から始めます
- ✓ 厚い材料:高電圧 + ワイヤ速度が遅い
- ✓ より薄い材料: 低電圧 + より速いワイヤ速度 (焼け落ちを防止)
- ✓ 溶接ビードのアンダーカット、溶け込み不良、過剰なスパッタを監視
シールドガスの種類、電極の直径などのカスタム条件によって調整内容が異なる可能性があるため、実験と実践経験が非常に重要です。
溶接工程の実施
溶接における接合部の強度と耐久性は、精度と熟練度に左右されます。まず、溶接の品質を低下させる可能性のある錆、油、その他の汚染物質を除去し、すべての金属表面を徹底的に洗浄する必要があります。長時間の溶接作業でも疲れにくいよう、安全で通気性に優れ、人間工学に基づいた作業環境を整えましょう。
🎯 成功の鍵となる要素
多くの溶接工は、「きれいで整った溶接を可能にする主な理由は何ですか?」と考えます。最近のデータによると、基本的な考慮事項は次の3つです。
- 1. 溶接の準備: 徹底した清掃とセットアップ
- 2. 一定の移動速度: 安定した動きを維持する
- 3. 良好な溶接角度: 垂直から5°~15°の移動角度で潤滑浸透し、欠陥を低減します。
溶接部の気孔や汚染による欠陥は、シールドガスを適切に選択することで排除できます。例えば、MIG溶接ではアルゴンとCO₂の混合ガスが一般的に使用されています。精密溶接には、溶融池を徹底的に観察し、電圧、電流、ワイヤ速度などのパラメータを適切に調整することが含まれます。ビードの均一性やスパッタなどの視覚的な指標から学び、練習を重ねるほど、良好な溶接を実現できる可能性が高まります。
⚠️ ワイヤー溶接における安全プロトコル

溶接作業者のための必須安全装備
溶接は、極端な温度、強い光、煙といった本質的に危険な状況を伴うため、安全基準に細心の注意を払う必要がある職業です。しかし、最新のデータに基づくと、溶接工が安全を確保するために必須のアイテムには以下のようなものがあります。
この安全装置を正しく使用すると、溶接作業者の職場の安全性が向上します。
危険とリスクを理解する
溶接には、身体的損傷から有害物質への曝露まで、多くの危険が伴います。主な危険としては、高温の金属による火傷、強い紫外線による眼の損傷、有毒ガスや微粒子の吸入による呼吸器系の問題などが挙げられます。
⚠️ 重大な健康警報
こうした健康への懸念は、捜索活動における溶接ヒュームへの長期曝露に伴う懸念を引き起こしているように思われ、長期的には肺がんや神経疾患などの問題が発生する可能性がある。潜在的な危険については、専門家がこれらの評価に携わり、定期的なリスク評価を通じて潜在的な危険を特定し、可能な限り効果的な管理措置を確実に実施することが必要である。検討されている対策の一つとして、機械換気が挙げられる。これには個人用保護具(PPE)や健康監視が含まれる。こうした予防措置の遵守と基準の維持は、作業員の健康を守るためにこれらのリスクを確実に軽減することを強調する。
安全な職場環境のためのベストプラクティス
溶接作業員の安全を確保し、安全な職場環境を維持するためには、包括的な安全対策の実施が不可欠です。ここでは、すべての溶接作業員が遵守すべき重要なベストプラクティスをご紹介します。
1. 適切な換気を確保する
適切な換気は、溶接現場における有害な煙やガスの蓄積を防ぎます。煙抽出装置などの局所排気装置を使用することで、空気中の有毒物質を捕捉・除去し、溶接作業者の呼吸器系疾患を防ぎます。
2. 適切な個人用保護具(PPE)を着用する
溶接作業者にとって、常に適切な個人用保護具(PPE)を着用することは極めて重要です。これには、適切なフィルター等級のヘルメット、難燃性作業服、手袋、安全靴が含まれます。PPEは、紫外線、火花、溶融金属の飛散などの危険に対する第一の防御壁として機能します。
3. 機器のメンテナンス
溶接工具や機械を適切にメンテナンスすることで、感電や煙への過度の曝露といった事故につながる故障のリスクを最小限に抑えることができます。定期的な点検とメンテナンスは、機器が安全かつ最適に機能することを保証します。
4. 継続的な研修と教育
この研修の仕組みは、作業員が溶接技術、安全上の危険性、そしてその認識について常に最新の情報を把握できるようにすることを目的としており、これにより、関係者全員が潜在的な溶接危険に適時対応できるようになります。
5. 定期的に健康診断を受ける
定期的な健康診断は、溶接作業に伴う呼吸器系や視力障害など、労働者に悪影響を及ぼす可能性のある職業病の早期発見に役立ちます。早期介入は、長期的に溶接作業者の健康状態を維持し、悪影響を最小限に抑えます。
6. 安全に関する法律を常に意識する
溶接作業員は、業界内のあらゆる安全基準の動向を常に把握しておく必要があります。そうすることで、OSHAガイドラインやISO規格などの参考資料を活用し、より安全な作業手順を確立できるようになります。もちろん、これらの基準は法的に遵守が義務付けられています。
🔬 最新の安全イノベーション
最新のデータや検索傾向によると、高度な大気質監視システムや溶接技術のグリーン化などが推進されています。ロボット溶接システムは、人体への有害物質の曝露を制限することで安全性を向上させるとされています。これらの技術を導入することで、溶接環境における安全性と性能をさらに向上させることができます。
❓ よくある質問 (FAQ)
Q: MIG 溶接のプロセスとは何ですか? また、どのように動作しますか?
A: MIG溶接とは、シールドガス下で固体ワイヤ電極を連続的に供給し、溶接を形成するプロセスを指します。溶接ガンからワイヤが溶融池に送り込まれ、ワイヤは溶融して母材と混ざり合います。シールドガスによって溶接池の汚染物質が除去されることは、汚染物質による欠陥のない良好な接合部を得るために非常に重要です。そのため、溶接は高速で、薄い金属から厚い金属まで、様々な厚さの金属を溶接できます。ビードの外観や溶け込みなどの溶接特性を検討し、適切な溶接部を選択します。
Q: ワイヤ送給溶接用のワイヤはどのように選択すればよいですか?
A: ワイヤーの選択は溶接に大きく影響します。滑らかな溶接を実現するには、ワイヤーの選択が不可欠です。ワイヤーの直径が決まれば、あとはすべて溶接品質に関わってきます。これには、ソリッドワイヤーやフラックス入りワイヤーも含まれます。一般的に、ワイヤーの直径は金属の厚さに応じて大きくなり、金属の厚さに応じて小さくなります。各用途における電力設定とアンペア数は、ワイヤーの速度と溶接プロセスに直接影響します。最新のワイヤーが、必ずしもお使いの溶接機に使用されているとは限りません。MIG溶接機に適したワイヤーを使用していることを確認するために、ワイヤーの取扱説明書をご確認ください。
Q: ワイヤ溶接における溶接プールに影響を与える要因は何ですか?
A: ワイヤ溶接におけるウェットプールは、多くの要因の影響を受けます。電圧とワイヤ速度の設定は、深さや幅などの溶融池の特性に大きく影響します。電圧が高いほど、発熱量が増加し、溶け込みが大きくなります。一方、アークを安定させるためにワイヤ速度を調整することは、特に薄い材料を扱う際には、溶け落ちを防ぐために重要です。シールドガスは、汚染物質に対するシールド効果が異なるため、溶融池の品質に影響を与えます。溶接プロセスを理解するには、これらの変数を理解する必要があります。
Q: MIG 溶接でよくある問題にはどのようなものがありますか? また、それを回避するにはどうすればよいですか?
A: MIG溶接でよく見られる問題の多くは、ビードの外観不良、アンダーカット、溶接プールの汚染などであり、いずれも強度を低下させます。これらの問題を解決するには、適切なガスの流れと被覆を確保しながら、必要なアーク長とワイヤの突出量を維持する必要があります。つまり、作業する金属の厚さに最適な出力を前提として、溶接強度と品質が損なわれないように、溶け込みを深くするのに十分な出力を少し高く設定します。作業場を清潔に保つことも、接合部の汚染による接合強度の低下を防ぐためのもう一つの方法です。MIG溶接の技術を習得することは、基本的にこれらの問題を軽減するのに大いに役立ちます。
Q: ガスとワイヤの選択は溶接プロセスにどのような影響を与えますか?
A: 溶接プロセスでは、ガスとワイヤの選択が重要であり、これらは溶接の品質と性能に直接影響します。MIG溶接では、純アルゴンまたはCO₂混合アルゴンなど、様々なシールドガスを選択できます。これらのガスはアークの安定性を高めますが、溶接ビードの外観は大きく異なります。同様に、ソリッドワイヤとフラックス入りワイヤの選択によっても溶け込み特性が異なり、場合によっては、フラックス入りワイヤの方が様々な姿勢での溶接が容易になることもあります。溶接後は、ガス流量の調整を忘れてはなりません。流量が多すぎても少なすぎても、溶接プールの汚染や気孔の発生につながります。溶接工が作業中にガスとワイヤがどのように相互作用するかを理解していれば、優れた溶接結果が得られます。
📚 参考資料
PubMed Central (PMC) – 溶接プロセスと溶接形成に関する研究
この学術論文では、超高強度鋼に焦点を当て、溶接パラメータが溶接形成に与える影響など、溶接プロセスについて検討します。






{kind=link}
{kind=link}
{kind=link}
{kind=link}