
製造業において、精度と強度を兼ね備えた技術は、レーザー溶接、特に電子ビーム溶接(EBW)のような技術以外ではなかなか見つけることができません。この先進的な溶接機は、高エネルギー電子の流れを用いて、比類のない精度で材料を接合します。そのため、電子ビーム溶接は医療業界や航空宇宙産業において不可欠な存在となっています。この記事では、EBWの仕組みを構成する重要な要素、その主な利点、そして部品業界におけるEBWの信頼性の高さ、そしてEBWによってメーカーが汎用性が高く堅牢で信頼性の高い部品を製造できる理由について解説します。このガイドは、テクノロジーに詳しい方、産業界のプロフェッショナル、あるいは単に現代の製造技術に興味がある方など、あらゆる方にとってEBWの素晴らしさを余すところなくお伝えします。
電子ビーム溶接とは何ですか?
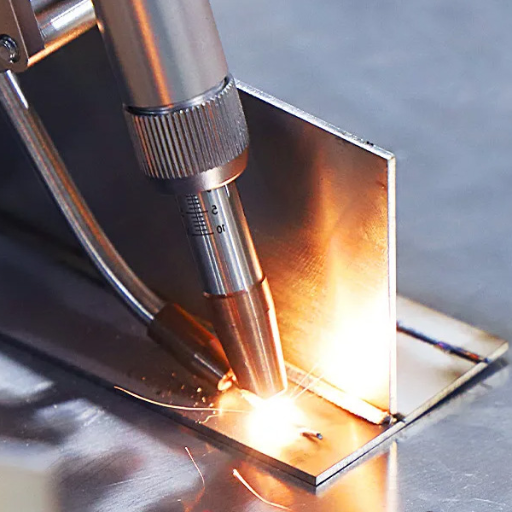
電子ビーム溶接(EBW)は、高速で移動する集中した電子ビームを用いて材料を接合する高度な溶接技術です。電子ビームはワークピースに衝突すると、その運動エネルギーが熱に変換され、材料を溶融して溶接部を形成します。汚染を防ぐために真空環境が必要となるため、EBWは航空宇宙、自動車、医療機器製造などの業界における高信頼性溶接に最適です。
電子ビーム溶接手順の理解
電子ビーム溶接(EBW)プロセスには、EBWの精度と安定性を確保するために、連続的に実行する必要がある多くの要素が含まれます。まず、ワークピースを溶接機にセットし、真空チャンバー内に設置します。10⁻⁴~10⁻⁶ Torrの真空環境は酸素の侵入を抑制し、汚染のないクリーンな溶接を実現します。規定の圧力に達した後、真空状態を形成し、タングステンベースの電子銃を用いて高速電子流を生成します。EBWでは、溶接する材料と厚さに応じて、60kV~200kVの加速電圧も必要です。
集束した電子ビームをワークピースに照射することで、運動エネルギーが熱に変換され、材料を溶融・融合させる一連のプロセスが開始されます。熱を正確かつ局所的に照射することで、歪みを最小限に抑えながら、深く、狭く、そして非常に強度の高い溶接を実現します。EBWは、数インチの厚さの材料を一度に溶接できるという点で、他の技術とは一線を画しています。
最近の研究では、電子ビーム溶接の有効性が強調されており、その効率は約95~98%と報告されています。その他の優れた特徴としては、鋼鉄などの金属に対して最大300mmの溶け込み深さと、1~30mm/秒の溶接速度を実現していることが挙げられます。これらの優れた特徴により、電子ビーム溶接は、航空宇宙産業をはじめとする精度と強度が求められる重要な工程において、頼りになる選択肢となっています。
EBW は、複雑な合金や高強度合金を扱う場合でも、綿密な制御と最新システムによって達成される品質と性能で新たな基準を確立します。
溶接作業における電子の重要性
電子はEBWプロセスに不可欠です。なぜなら、電子は溶接作業を担う重要な役割を担っているからです。タングステンフィラメントを非常に高温に加熱することで、電子流が放出され、電子ビームが生成されます。この電子は、溶接に必要な電界を用いて光速の約30%から70%まで加速されます。
このビームは非常に高いエネルギーを有しており、その範囲は10の3乗W/mm²から10の4乗W/mm²です。参考までに、アーク溶接のエネルギー密度は通常約10W/mm²であり、EBWの利点が際立っています。高いエネルギー密度により、ビームは材料の深部まで到達することができ、非常に精密で深く狭い切断を実現しながら、熱影響部を大幅に低減します。
溶接ビームの精度と効率性の向上に重点を置いた新たな開発が行われています。例えば、最新のシステムは、センサーと人工知能を活用し、複雑な作業においてもリアルタイム調整を可能にし、最適な品質を得るためにパラメータを調整します。データによると、鋼鉄やチタン金属は300ミリメートルの深さまで溶接でき、接合部は非常に強固で、変形もわずかです。
航空宇宙、自動車、発電といった業界では、複雑なエンジニアリングに加え、厳格な高精度性能基準が求められます。そのため、EBWはこれらの高度なアプリケーションに不可欠です。例えば、設計や自動車エレクトロニクスの分野では、EBWがイノベーションを促進しています。溶接において電子が果たすかけがえのない役割は、製造・加工における技術の限界を再定義し続けています。
EBWにおける溶接機の動作
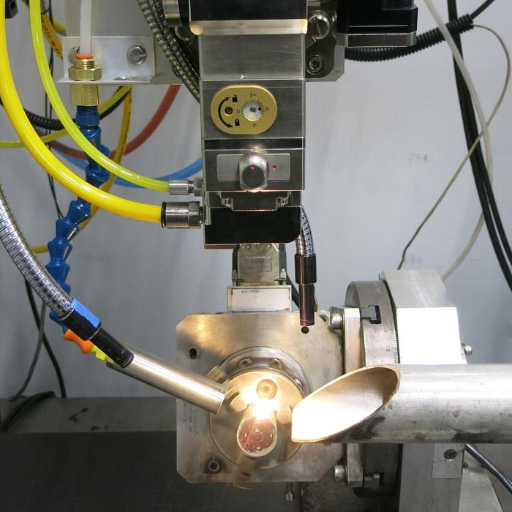
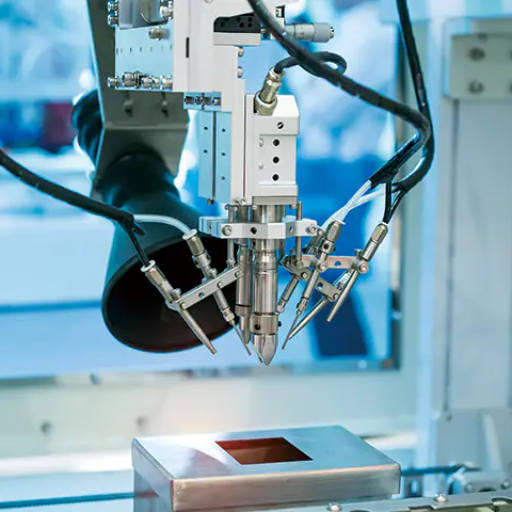
EBW装置の主眼は、高速電子ビームを生成することです。このビームは集束され、接合が必要な部品に照射されます。EBWでは、接合対象となる材料は物理的に分離されており、その分離距離は数マイクロメートルから数ミリメートルに及びます。EBW装置の主要構成要素である中性子銃と真空チャンバーに制御システムが組み込まれているため、装置全体が精密作業に最適です。
EBW技術の新たな開発により、精度と効率が向上しました。例えば、最新のEBWシステムでは、直径0.1ミリメートルという極小の電子ビームを照射できるようになり、繊細な溶接に最適です。また、溶接対象物の材質と板厚にもよりますが、最大毎分200インチの溶接速度を実現できます。研究によると、EBWはチタンや鋼で200ミリメートルを超える溶接深さを実現できることが示されており、厚板の接合に最適な方法の一つとなっています。
EBW装置は現在、リアルタイムモニタリングと高度な冷却システムを搭載しており、溶接品質の向上、品質欠陥の低減、材料特性の向上を実現し、これらの産業のさらなる洗練に貢献しています。航空宇宙産業や半導体産業は、マイクロスケールレベルの精度と材料の歪みを最小限に抑制するEBW技術に大きく依存しています。EBW装置の進化の速さは目覚ましく、様々な材料や産業において、EBW装置がいかに幅広く活用できるかを示しています。
電子ビーム溶接プロセスはどのように機能するのでしょうか?
電子ビーム溶接(EBW)は、接合面に集中的に高速移動する電子ビームを照射することで機能します。これらの電子の運動エネルギーは接触時に熱に変換され、材料を溶融・結合させます。このプロセスは散乱を防ぐために真空中で行われ、大気の影響から溶接部を保護し、精度を確保します。EBWは、特に精度と低汚染が求められる場合に、強固で信頼性の高い接合部を実現する優れた方法です。
真空チャンバーの重要性
真空チャンバーは、電子ビーム溶接(EBW)プロセスに理想的な雰囲気を作り出すため、プロセスを適切に封じ込める上で非常に重要です。真空状態を維持することで電子ビームの散乱が低減され、ワークピースに必要なエネルギーを高精度に供給することが可能になります。近年の研究で指摘されているように、最新のEBWシステムは1×10^-6 torrの真空レベルを達成できることが報告されており、これは高精度部品の溶接に最適です。溶接部は酸化、汚染、不均一性がなく、清浄な表面が得られます。
航空宇宙、自動車、医療機器製造業界において、真空チャンバーは接合強度を高め、再現性と一貫性を向上させるため、物理化学プロセスにおいて重要な役割を果たします。研究によると、高度な真空チャンバーは、非真空チャンバーと比較して溶接不良率を30%低減するため、精密アプリケーションにおいて非常に効果的であることが示されています。
集束ビームを活用して精度を高める
現代の溶接における最も重要なイノベーションの一つは、比類のない精度を実現する集束ビームの採用です。電子ビーム溶接(EBW)やレーザー溶接などの集束ビーム技術は、エネルギーを特定領域に集中させることで、変化がほとんどない高精度な高品質溶接を実現するため、主要な集束ビーム技術の一つと考えられています。これらの技術は、集束した熱や電子ビームの助けを借りて、強度だけでなく、滑らかで見た目にも美しい接合部を形成します。
電子ビーム溶接は真空チャンバー内で行う必要があり、不要な汚染を防ぎながら溶接品質を向上させるという利点があります。業界レポートによると、電子ビーム溶接は鋼板を0.2インチの深さまで貫通することができ、従来の溶接技術を大きく凌駕しています。レーザー溶接にも明確な利点があります。レーザービームの出力は非常に高く、XNUMXmm幅の溶接部を形成できるほど集束させることができます。この特徴により、電子ビーム溶接は、電子機器、医療機器、航空宇宙技術などで広く使用される小型で精密な部品の製造に非常に有効です。
さらに、ビームの集束性により熱影響部(HAZ)が低減され、熱影響部を有する材料の機械的特性が損なわれません。集束ビーム溶接を採用した製品は、従来の方法と比較して疲労耐性が最大40%向上すると報告されています。この精度は、手直しや精錬の削減により材料と時間の無駄が削減されるため、製造プロセスにもメリットをもたらします。これらの節約は、様々な業種の企業にとって大きなメリットとなります。
深溶接用加速電子ビーム
加速電子ビームの使用により、非常に難加工性の高い材料でも精密な深溶接が可能になりました。高速化した光電子ビームを用いることで、材料の種類や厚さに応じて数インチの溶接溶け込み深さを実現できます。これは、航空宇宙産業、自動車産業、原子力産業において非常に重要な、タングステン、チタン、ステンレス鋼といった高融点材料の加工に非常に有効です。
近年の電子ビーム溶接技術の改良により、その効率と性能も向上しています。最新の電子ビーム溶接機は真空チャンバー内で動作するため、酸化の懸念がなく、欠陥のないきれいな溶接部を保証します。研究によると、電子ビーム溶接は従来のアーク溶接と比較して引張強度が30%向上するなど、優れた機械的特性を示すことが示されています。さらに、一部のシステムでは、薄肉部を毎分10インチの速度で溶接できるなど、効率性が向上しています。
電子ビーム溶接に関する最近の研究から、コストと期間の面で顕著な利点が明らかになりました。例えば、航空宇宙産業の製造においては、溶接後の特殊な機械加工や仕上げ工程が不要になります。さらに、この技術の精度は材料の無駄を大幅に削減し、環境に優しい製造方法の実現と厳格な品質基準の達成に貢献します。
加速型の電子ビーム溶接は、さまざまな用途にわたって堅牢で耐久性があり、高性能な溶接を生成するための信頼性の高いソリューションを業界に提供することで、金属接合分野に革命をもたらし続けています。
電子ビーム溶接の利点
- 高精度: 電子ビームによる熱は材料を過熱せず、極めて高い精度を実現できるため、複雑な部品や壊れやすい部品に最適です。
- 材料の歪みを最小限に抑える: 熱を集中的に加えることで、材料の熱歪みを軽減し、その構造を維持します。
- コスト効率: このアプローチにより、プロセスが合理化され、材料の無駄が削減され、製造費用が削減されます。
- 強力な溶接品質: この方法を使用して生成された溶接は長持ちし、高品質で、厳しい使用にも耐えることができます。
- 汎用性: この方法は、さまざまな厚さの多数の材料に適用できるため、航空宇宙、自動車、電子機器業界で使用されています。
高い浸透深度を実現
溶接においては、深い溶け込みを実現するために、レーザー出力、溶接速度、材料特性、ビーム焦点といった重要な要素を最適化する必要があります。最新のレーザー溶接機の中には、鋼やチタンなどの特定の金属において、溶接の完全性を維持しながら10mmを超える溶け込みを実現できるものもあります。
業界統計によると、10kW以上の高出力レーザーシステムは、特にキーホールモード溶接を適用することで、深溶け込み溶接が可能です。例えば、12kWレーザーは、ビームを最適に集束させ、移動速度を微調整することで、ステンレス鋼ビームを約25mmの深さまで浸透させることが実証されています。ビームの位置、使用するシールドガスなどのパラメータは、カシューナッツ状のポロシティを回避し、均一な溶接部を形成する上で非常に重要です。
さらに、リアルタイム監視システムを活用することで、プロセスの最適な安定性と動的なパラメータ調整が確保され、より深い溶け込みと安定した溶接に直接つながります。この技術と制御の融合は、建設・造船、重機、エネルギーなどの分野における厚板溶接において、プロセスの信頼性を維持するために不可欠です。
溶接金属の歪みを最小限に抑える
溶接工程における歪みの低減は、構造物の強固な特性を維持するために重要です。歪みは加熱と冷却のサイクルによって発生し、内部応力と材料の形状変化を引き起こします。これらの課題は、様々なアプローチや技術を用いて解決できます。
歪みを抑制する方法の一つは、バックステップ溶接やスキップ溶接といった溶接シーケンスを効果的に活用することです。このような溶接シーケンスは、材料全体に均一に熱を放散させることで、歪みの発生リスクを軽減することが知られています。最近の研究では、ワークピースを所定の温度に予熱することで、温度勾配の上限が上昇し、望ましくない歪みの発生リスクが低減することが示されています。また、炭素鋼の溶接部を30℃(300°F)に予熱することで、歪みをXNUMX%も大幅に低減できることも研究で示されています。
クランプやブレースなどの機械的な固定具の使用も、溶接工程中の材料の形状維持に役立ちます。有限要素解析(FEA)などの高度な技術を用いることで、実際の溶接工程中に歪みを予測することが可能になります。シミュレーションを活用することで、制御対策の計画が容易になります。複雑な溶接部を持つ構造物では、FEAモデリングによって歪みリスクが40%低減することが報告されており、大きなメリットが得られます。
最後に、TIG溶接やレーザー溶接などの低入熱プロセスを用いることで、熱影響部(HAZ)の幅と熱応力を低減できます。比較研究によると、TIG溶接は従来のアーク溶接プロセスと比較して、約15~20%の歪み低減が期待できます。これらの手法に加え、綿密な監督と管理体制を整備することで、産業界は溶接品質を向上させるだけでなく、最終製品の形状精度も維持することができます。
電子ビームのエネルギー密度
EBWは、非常に高いエネルギー密度を有する最も効果的なプロセスの一つです。最近の研究によると、電子ビームは10^8 W/cm²という高いエネルギー密度を達成できることが示されています。これは、アーク溶接やレーザー溶接よりも数桁高い値です。このような高いエネルギー密度を利用できるため、比較的少ない熱で溶け込みを実現でき、熱影響部(HAZ)と熱変形をさらに最小限に抑えることができます。
レーザー溶接と電子ビーム溶接を比較した研究では、電子ビーム溶接は最大300mm厚の材料を一度に溶接できるのに対し、レーザー溶接では溶け込み深さが25~30mmにしか達しないことが実証されています。さらに、電子ビーム溶接の真空環境は溶融池の汚染や酸化を防ぎ、溶接品質と機械的特性を向上させます。
精度と正確性への焦点は、現在、最新のビーム制御にあります。例えば、最新の電子ビーム溶接機は、ビームの強度と焦点をより精密に制御できる高解像度のデジタル制御システムを備えています。このような精度により、精度が向上し、同時にエネルギーも節約できるため、EBWは航空宇宙、自動車、原子力分野にとって環境に優しい技術となっています。
電子ビーム溶接の欠点

電子ビーム溶接(EBW)には、いくつかの欠点があります。まず、高真空環境が必要となるため、必要な機械が複雑になり、運用コストが増加します。さらに、初期メンテナンスとセットアップコストが高いため、小規模から中規模の生産には経済的ではありません。さらに、EBWは、オペレーターの高度な専門知識に基づく、精密で熟練したプロセス制御を必要とします。これも、これらの業界での導入が難しい理由の1つです。さらに、EBWで処理できる部品の寸法は真空チャンバーのサイズによって制限されるため、一部の業界では適用範囲の柔軟性が制限されます。
真空チャンバーの難しさ
EBWでは、真空を維持する必要があるため、複数の業界にまたがる様々な部品の入手と維持に制約が生じます。最も重要な問題は真空チャンバーのサイズです。多くのEBWシステムは、小型から中型の部品の特定の範囲しか収容できないチャンバーを備えているため、大型部品の溶接を必要とする業界には適していません。例えば、研究によると、真空チャンバーは最大10メートルの大きさの部品しか収容できないことが示唆されており、建設、造船、航空宇宙構造物への使用は大きく制限されます。もう一つの懸念は、高真空状態の維持にかかるコストです。真空環境を維持するには、高度で高価な真空ポンプが必要であり、エネルギー消費と運用コストの両方が増加します。研究によると、真空システムのメンテナンスは、システム全体のダウンタイムの最大20%を占め、生産性の低下につながる可能性があります。さらに、高レベルの真空状態に到達し維持するには、綿密な計画を綿密に行う必要があり、スピードを重視するボトルネック産業にとっては逆効果となります。
最後に、真空環境中に浮遊する微粒子による汚染も問題を引き起こす可能性があります。部品や装置から微粒子やその他の汚染物質が混入すると、チャンバーが密閉構造であっても溶接品質が損なわれる可能性があります。この脆弱性は、厳格なクリーンルーム基準を満たす必要性を示しています。これは、溶接前の作業の複雑さと時間の増加につながります。こうした課題は、他の課題とともに、EBW技術の進歩を目指した継続的な研究の焦点となっています。
溶接機器の高コスト
電子ビーム溶接(EBW)装置の購入費用は、様々な業界でこの技術を導入する上でリソグラフィー上の障壁となっています。高度な切断用電子ビームは、特殊な真空チャンバーと強力な電子ビーム発生装置が必要となるため、10万ドルから100万ドルと価格が幅を利かせます。
メンテナンスの手間が問題をさらに複雑にしています。小規模メーカーにとって、EBWマシンに数万ドルを費やすことに加え、電気代、冷却機構、その他の付帯サービスといった運用コストも加わると、途方もなく大きな負担となります。EBWが提供する比類のない精度と驚異的な品質は、その法外な価格によって影を潜め、防衛産業、航空宇宙産業、自動車産業といった業界以外にとっては、到底手の届かないものとなっています。
これらの費用を抑えるため、ビーム生成の効率化やモジュール式装置の導入といった取り組みが進められてきました。また、エネルギー消費量の少ない部品の硬化といった段階的なコスト削減策が、ビーム制御ソフトウェアにおいて有望であることが示されています。
さまざまな溶接技術に伴う課題
私の見解では、溶接工にとって、様々な溶接技術に伴う課題は、用途と使用する材料によって異なります。より難易度の高い技術の例として、レーザー溶接が挙げられます。レーザー溶接は、細部への細心の注意を払った高精度、特殊な機器、そして厳格なプロトコル遵守を必要とします。難易度に影響を与えるその他の重要な要素としては、接合部の性質、ビームの配置、そして材料の特性などがあります。これらの課題は、適切な訓練と最新技術の活用によって克服できます。
EBW溶接とレーザー溶接の比較分析
電子ビーム溶接(EBW)とレーザー溶接は、どちらも高精度技術という分野で垂直に位置づけられています。これら2つの溶接方法は、必要な機器、機能要件、そして具体的な用途によって異なります。例えば、レーザー溶接では、レーザーポイントに集束された電子ビームを使用するため、薄い材料に高速かつ高精度な溶接を施すのに適しています。一方、EBWは真空チャンバーを必要とする集束された電子ビームを使用するため、厚い材料や深く狭い溶接が必要な用途に適しています。EBWは溶け込みが大きいですが、レーザー溶接はより適応性が高く、自動化システムへの統合が容易です。これら2つの溶接方法は基本的に互換性があり、具体的なプロジェクトの詳細、材料の厚さ、溶接環境、そして求められる精度と速度によってのみ異なります。
エネルギー効率:EB溶接法とレーザー溶接法の比較
エネルギー効率に関しては、電子ビーム溶接(EBW)とレーザー溶接は、その動作方法の違いによりそれぞれ独自の特性を持っています。EBWレーザー溶接は、エネルギーの集中により約95%のエネルギーが有効に利用されるため、構造の異なる様々な溶接方法の中でも最も高いエネルギー効率を誇ります。真空環境では効率はさらに向上しますが、真空チャンバーの設置には時間とエネルギーを大量に消費する可能性があります。しかし、大量生産環境では、この時間のかかる設置が効率性の利点をいくらか相殺してしまう可能性があります。
一方、レーザー溶接は真空を必要としないため、最大80~85%のエネルギー効率で溶接を行うことができます。また、最新の装置ではファイバー型レーザーが使用されており、電気エネルギーを最大40%レーザーエネルギーに変換できるため、エネルギー消費量をさらに削減できます。さらに、ビーム整形や補償光学などの光学系がレーザー溶接にますます多く使用されるようになり、エネルギーの無駄を削減し、出力制御を向上させています。これにより、エネルギー制限が厳しい用途において、レーザー溶接は有力な選択肢となっています。
例えば、ある研究によると、ステンレス鋼の薄板を扱う工程において、ファイバーレーザーを用いたレーザー溶接技術は、CO30レーザーシステムと比較して最大2%エネルギー効率が高く、動作速度と精度を維持しながらコスト削減につながることが示されています。一方、電子ビーム溶接(EBW)は、制御された環境下での比類のないエネルギー効率と、特に厚い材料を扱う際の浸透深さにより、航空宇宙分野におけるチタン部品などの厚板材料の溶接によく使用されます。
溶接システムのスピードと精度
近年の精密溶接技術の進歩は、精度と速度の向上により、多くの産業の方向性を変えてきました。これにより、生産時間を短縮しながら高品質な製品が提供されるようになりました。例えば、レーザー溶接機は、小さな焦点と優れた適応性により、その精度の高さで知られています。適切な焦点を設定し、薄型部品を加工することで、高出力ファイバーレーザーは毎分10メートルの溶接速度を実現できます。これは、自動車部品や電子部品の製造において有用です。また、その制御は多くの欠陥の可能性を回避するため、溶接後の機械加工や修正の必要性が軽減され、生産ワークフローがさらに合理化されます。
同様に、電子ビーム溶接(EBW)は、汚染の可能性を低減する追加対策として真空中で作業するため、非常に高い精度を実現します。用途によっては、溶け込み深さは最大300mmに達し、厚い材料でも均一で信頼性の高い溶接を実現します。研究によると、信頼性が極めて重要な航空宇宙産業や原子力産業では、EBWは従来のシステムと比較して溶接時間を50%短縮できる可能性があります。これは、現代の溶接技術システムが、速度、精度、そして全体的な効率性において、あらゆる業界の期待と要件を満たすだけでなく、それを上回ることができることを示す、もう一つの例です。
応用分野と溶接技術の違い
溶接技術の応用分野には、航空宇宙、自動車、建設、造船、原子力、製造などがあり、エネルギー源、精度、材料の適合性、コストが異なります。
| キーポイント | EBW | TIG | ミグ | スポット溶接 |
|---|---|---|---|---|
| エネルギー源 | 電子ビーム | 電気アーク | 電気アーク | 電気パルス |
| 精度 | ハイ | 穏健派 | ロー | ロー |
| 材料 | 金属のみ | 雑多 | 金属のみ | 金属のみ |
| 費用 | ハイ | 穏健派 | ロー | ロー |
参照ソース
- 電子ビーム溶接による大型部品の製造のための電子光学機能の開発
- 著者: T. デュティユル、R. ウィディソン、W. キフィン
- ジャーナル: 世界の溶接
- 発行日: 2024 年 2 月 23 日
- 引用トークン: (デュティユル他、2024)
- 概要
- 本研究では、電子ビーム溶接(EBW)技術の進歩、特に原子力産業における厚肉部材の高生産性溶接への応用について論じます。著者らは、原子力AMRCにおけるPro-beam K2000システムの活用を取り上げ、プロセスの信頼性確保のために材料と接合ラインの特徴を追跡することの重要性を強調します。
- 主な調査結果:
- EBW のシングルパス プロセスにより、製造時間が大幅に短縮されますが、高い精度が求められるため、オペレーターのストレスが増加します。
- 電子光学画像解析を利用するシーム トラッカーは、溶接中の偏差を評価し、正確な位置合わせを確保するために不可欠です。
- この研究は、シームトラッカーの結果に基づいて溶接プロセスの信頼性を高めるためにさらなる作業が必要であることを示しています。
- 6082-T6アルミニウム合金の摩擦撹拌接合(FSW)および電子ビーム溶接(EBW)プロセスの研究
- 著者: P. ノガ、T. スクルゼクト、M. ウェドリホビッチ、M. ウェグロウスキー、A. ウェグロフスカ
- ジャーナル: 材料
- 発行日: 1年2023月XNUMX日
- 引用トークン: (野賀ら、2023年)
- 概要
- 本稿では、EN AW-6082 T6アルミニウム合金の接合におけるEBW法とFSW法を比較します。両溶接法で使用されるパラメータの詳細と、包括的なミクロ組織および機械的特性試験結果を示します。
- 主な調査結果:
- EBW ジョイントの強度特性はベース材料と比較して 23% 低下し、FSW ジョイントでは 38% 低下することが分かりました。
- この研究では、2 つの方法の伸びにも大きな差があることも指摘されており、EBW では溶接プロセス中のマグネシウムの蒸発により伸びが低くなることが示されています。
- Ti6Al-4Vチタン合金の電子ビーム溶接プロセス
- 著者: ズビグニエフ・ウェンセル、S. ヴィエヴィオロウスカ、P. ヴィエチョレク、A. ゴンタルツ
- ジャーナル: 材料
- 発行日: 1年2023月XNUMX日
- 引用トークン: (ウェンセルら、2023)
- 概要
- この研究では、溶接プロセスによって誘発される物理化学的変化と溶接後の熱処理の効果に焦点を当てて、Ti6Al-4Vチタン合金のEBWプロセスを調査します。
- 主な調査結果:
- 研究では、溶接後の熱処理が合金の機械的特性と微細構造に大きな影響を与えることが判明しました。
- EBW を 8 mm/s の速度で実行すると、許容範囲内ではあるものの、アルミニウム含有量が減少することが観察されました。
よくある質問(FAQ)
Q: 電子ビーム溶接とは何ですか?
A: 電子ビーム溶接は、高速電子ビームを熱源として材料を接合する溶融溶接法です。このプロセスは真空チャンバー内で行われるため、電子ビームは散乱することなく、ワークピースに正確に集束されます。
Q: 電子ビーム溶接機はどのように機能しますか?
A: 電子ビーム溶接機は、陰極から電子を放出する電子ビーム銃を使用します。電子は陽極に向かって加速され、そこでビーム状に集束されて溶接対象物に照射されます。ビームを集束させることで高い電力密度を実現できるため、狭幅かつ深い溶接が可能です。
Q: 電子ビーム溶接機の主なコンポーネントは何ですか?
A: 電子ビーム溶接機の主な構成要素は、真空チャンバー、電子ビーム銃、陰極、陽極です。各電極にはそれぞれ異なる役割があります。電子ビーム銃はビームを生成し、陰極は電子を放出し、陽極は電子を加速し、真空チャンバーはプロセスに必要な高真空状態を提供します。
Q: 電子ビーム溶接顕微鏡の利点は何ですか。
A: 溶接における電子ビームスキャンの主な利点は、高速ビームを狭い領域に集束させ、歪みを極めて少なくしながら充填しながらスクライビングできることです。電子ビーム溶接は、電力、速度、効率の面で非常に経済的です。電子ビーム溶接は気孔がなく、追加の充填材も必要ありません。また、集束精度が高いため、自動溶接プロセスにも適しています。
Q: 電子ビーム溶接はどのような目的で使用されますか?
A: 電子ビーム溶接は、主に航空宇宙、自動車、電子機器、発電業界で使用されています。化学的・熱的に反応しやすい金属の溶接や、高精度で極めて高い強度が求められる用途に効果的です。
Q: 電子ビーム溶接とレーザービーム溶接を比較するとどうなりますか?
A: 電子ビーム溶接とレーザービーム溶接はどちらもエネルギーを集中させた光源を用いた精密溶接プロセスです。しかし、両者にはいくつかの違いがあります。レーザー溶接は高真空空間を必要としませんが、電子ビーム溶接は高真空空間を必要とします。さらに、レーザー溶接は適用可能な材料や環境に対してより柔軟性が高いのに対し、電子ビーム溶接は貫通性に優れています。
Q: 電子ビーム溶接は自動化できますか?
A: はい、電子ビーム溶接プロセスに自動化を組み込むことができます。コンピュータシステムで電子ビームの焦点を制御できるため、多くの自動溶接システムで一貫性と再現性の高い溶接を実現できます。
Q: 電子ビーム溶接には充填材が必要ですか?
A: 電子ビーム溶接では、通常、フィラー材は必要ありません。ビームのエネルギーが母材を集中的に溶融するため、追加の材料を供給しなくても強固に接合できます。
Q: 電子ビーム溶接におけるビーム出力に影響を与える要因は何ですか?
A: 電子ビーム溶接では、ビーム出力は加速電圧、ビーム電流、ビーム焦点に依存します。これらの設定を変更することで、溶接の深さと全体的な品質を制御できます。
Q: 電子ビーム溶接における高真空はプロセスにどのような影響を与えますか?
A: 電子ビーム溶接では、高真空が電子の散乱を抑制するため非常に重要です。この利点により、電子ビームをワークピースに正確に集束させることができ、溶け込みと溶接品質が向上します。






{kind=link}
{kind=link}
{kind=link}
{kind=link}