

抵抗溶接、あるいはポイント溶接は、製造業、特に板金や金属部品を扱う際に不可欠な技術です。自動車や電子機器などの業界では、ポイント溶接の高い効率性、精度、そして経済性を最大限に活用しています。このブログでは、ポイント溶接の基本概念、メリット、用途など、あらゆる側面を深く掘り下げて解説します。溶接のプロの方でも初心者の方でも、このプロセスの仕組み、広く使用されている理由、そして耐久性と信頼性の高い金属アセンブリの製造にどのように役立つかについて理解を深めることができます。ポイント溶接の詳細を分析し、ポイント溶接が今日の製造業の最前線に立つ理由を解説します。ぜひお読みください。
ポイント溶接とは何ですか?

スポット溶接の定義と説明
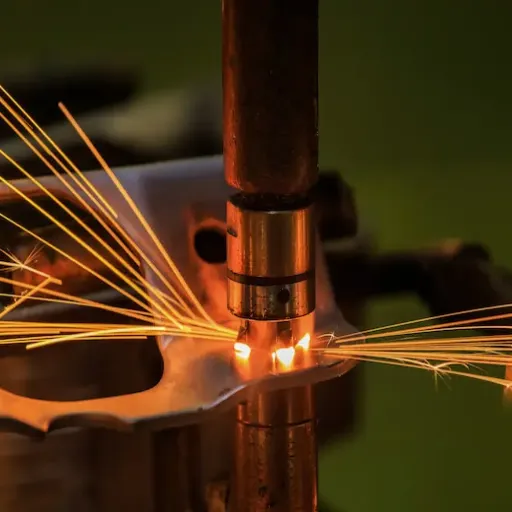
スポット溶接は抵抗溶接の一種で、2枚以上の薄い金属板を、小さな点に集中して熱と圧力を加えることで接合します。熱は、銅合金の電極から薄い抵抗に大電流を流すことで発生します。スポット溶接は、接合に充填材や消耗材を必要としないため、非常に有用な溶接方法です。
最新のテクノロジーの統合
スポット溶接は、自動車製造、電子産業、建設プロセスなどの業界で広く利用されている溶接プロセスの一つです。これは、強固で信頼性の高い接合部を非常に迅速に形成できるためです。現代の技術は、パラメータを監視し、リアルタイムで自動調整することで溶接品質を向上させるアダプティブスポット溶接システムによって、溶接プロセスをさらに改善しました。極めて高精度でコスト削減効果の高い作業であるスポット溶接は、様々な用途において耐久性の高いアセンブリを製造する上で、依然として最も重要な溶接プロセスの一つです。
溶接プロセスの主要原則
溶接は製造工程である 熱、圧力、またはその両方を用いて、通常は金属または熱可塑性プラスチックなどの材料を接合する接合法。主な原理は以下のとおりです。
適切な材料の選択
接合する材料の適合性は、強度と耐久性に優れた溶接を実現するために不可欠です。考慮すべき要素としては、熱伝導率と融点が挙げられます。
熱とエネルギーの制御
溶接作業への熱またはエネルギー入力を不適切に制御すると、材料が過剰に加熱されて損傷する可能性があり、一方、加熱が不十分だと材料の結合が不十分になります。
共同設計
溶接継手の設計は、その強度と性能の点で重要です。一般的なタイプには、突合せ継手、重ね継手、すみ肉継手などがあり、特定の用途に適しています。
シールド
シールドガスは、TIG 溶接や MIG 溶接などのプロセスで使用され、溶接部分を大気による汚染から保護して、きれいな溶接を形成できるようにします。
品質監視と検査
溶接中の継続的な溶接プロセスの監視と、溶接終了時の徹底的な溶接部検査により、溶接の信頼性と構造物の安全性が確保されます。気孔やひび割れなどの欠陥は、構造の健全性を損なう可能性があります。
技術強化: 技術の進歩に伴い、これらの原理は自動化やリアルタイム監視ツールによって強化され、溶接中にパラメータを動的に調整するシステムに見られるように、より高度なものとなっています。これらの原理と最新のイノベーションを組み合わせることで、産業界は溶接アプリケーションにおいてより高い精度、効率、信頼性を実現しています。
スポット溶接で使用される一般的な材料
スポット溶接は、電気伝導性が高く、スポット溶接プロセスで発生する熱に耐えられるさまざまな金属から金の星を作るために使用されます。よく使用される金属には次のようなものがあります。
| 材料 | キーのプロパティ | 用途 | |
|---|---|---|---|
| 鋼(軟鋼およびステンレス) | 優れた導電性、展性、耐腐食性 | 最も一般的な用途、一般製造業 | ステンレス鋼の溶接はより困難 |
| アルミ | 高い熱伝導率と電気伝導率 | 自動車、航空宇宙アプリケーション | 慎重なパラメータ制御が必要 |
| ニッケル合金 | 高い耐熱性と耐腐食性 | 電子機器、航空宇宙部品 | 耐久性が求められる特殊な用途 |
| 銅と真ちゅう | 優れた電気伝導性 | 電気、機械アプリケーション | 導電性要件に最適 |
| 亜鉛メッキ金属 | 耐久性と耐食性の向上 | 長寿命が求められる産業用途 | コーティングによりさらなる保護を実現 |
選択要因: 実際には、材料の使用方法、耐熱性、強度要件によって異なります。適応制御とプロセスモニタリングは、アルミニウムやコーティング鋼などの難溶接材料であっても、より効率的かつ高精度にスポット溶接を可能にする進歩をもたらしました。
スポット溶接はどのように行われるのですか?
スポット溶接のステップバイステップのプロセス
1
材料の準備
適切な伝導を確保するために、溶接するシートから油、汚れ、錆などの汚染物質を除去する必要があります。したがって、適切な接合にはシートの適切な位置合わせが重要です。
2
電極間の配置
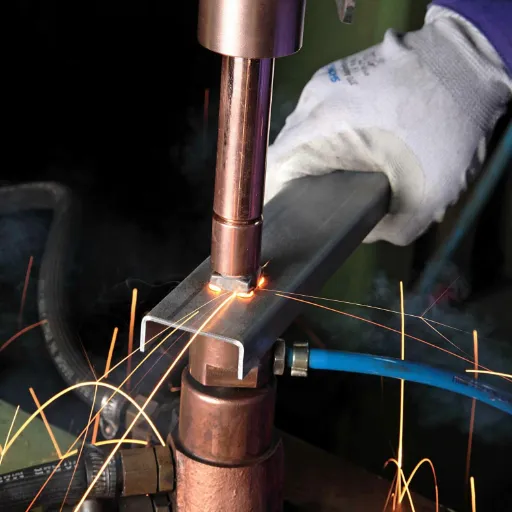
準備された金属シートは、電気をよく伝導し、作業時に圧力をかけることを目的とした 2 つの銅電極の間に置かれます。
3
圧力の適用
圧力を加えることで、電極はシートにしっかりと接触します。この圧力は、電気抵抗を低減し、きれいな溶接を実現するために不可欠です。
4
電流を流す
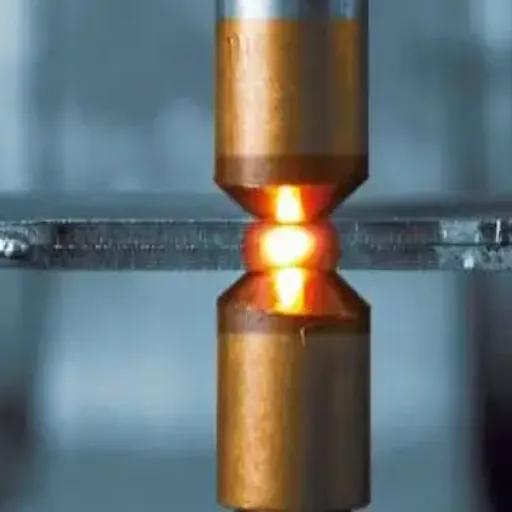
高電流のパルスが電極に流されます。電流はシートの接触点の抵抗によって熱として集中し、シートを溶かして接合します。
5
冷却
これは、溶接遅延時間が経過した後、電流が停止し、溶融金属が圧力下で冷却・凝固して強固な接合部を形成する際に発生します。冷却方法は、溶接の強度と安定性を決定づける重要な要素です。
6
最終検査
溶接が完了すると、溶接接合部に欠陥や異常がないか検査されます。品質保証のために、超音波検査や目視検査といったハイテクな手法が用いられることがよくあります。
高度なテクノロジーの統合: 現代的な変化が導入されるにつれ、リアルタイム制御システムと適応アルゴリズムの導入が溶接性と溶接手順の精度を劇的に向上させるという最近の研究結果が証明されています。このようなシステム全体の処理は、電流、圧力、材料の厚さなどのプロセス変数を分析するため、メーカーは新しい合金や高級金属であっても溶接品質を最大限に高めることができます。
使用される溶接機器
溶接では、極めて高い精度が求められます。溶接機器と付属品は、これらの要件を満たします。溶接機は、材料間の強固な接合に必要な熱と電力を生成する装置です。また、溶接ヘルメット、溶接手袋、エプロンなどの保護具も溶接作業に含まれ、高熱、火花、紫外線から溶接作業者を保護します。電極ホルダー、アースクランプ、ワイヤ送給装置などは、溶接材料を扱う際に使用できる便利な機器です。
基本装備
- 熱と電力を生成する溶接機
- 保護具(ヘルメット、手袋、エプロン)
- 電極ホルダーとアースクランプ
- 溶接材料用ワイヤ送給装置
高度な機器
- 自動化のためのロボットアーム
- リアルタイム監視センサー
- 適応型電源
- エネルギー効率の高い制御システム
テクノロジーの進化に伴い、現代の溶接工は、自動化のためのロボットアーム、品質管理のためのリアルタイム監視センサー、材料の種類に応じてエネルギーを節約する適応型電源といった高度な機器なしには作業できません。データツールとリソースによって生み出されるこれらの近年の洗練されたソリューションは、様々な分野で優れた成果を提供するために、精度、効率、そして適応性に重点を置く業界を物語っています。
溶接プロセスを支援するビジュアル
複雑な溶接プロセスとその技術進歩をより視覚的に理解するために、図表、アニメーション、フローチャートが役立ちます。例えば、段階的な図表は、熱、圧力、充填材の相互作用が強固な溶接を形成する様子を表しています。次の技術革新は、ロボットアームが自動溶接を行うアニメーションでしょう。リアルタイムモニタリングを行うセンサーによって生成されるヒートマップは、溶接中の極端に低い温度や温度を示すことができます。
業界動向分析
最新データの分析では、「自動溶接技術」「アダプティブ溶接システム」「リアルタイム溶接センサー」といった用語の急増が明確に示されています。こうしたトレンドインサイトは、これらの最新ソリューションが、従来の労働集約的な溶接方法に新たな効率性と精度をもたらす方法への関心の高まりを浮き彫りにしています。ビジュアルにおいて、こうした検索連動型のテーマを強調することで、現代の業界ニーズやオーディエンスの関心と効果的にマッチする効果が得られるでしょう。
スポット溶接のさまざまな産業への応用
自動車産業におけるスポット溶接の応用
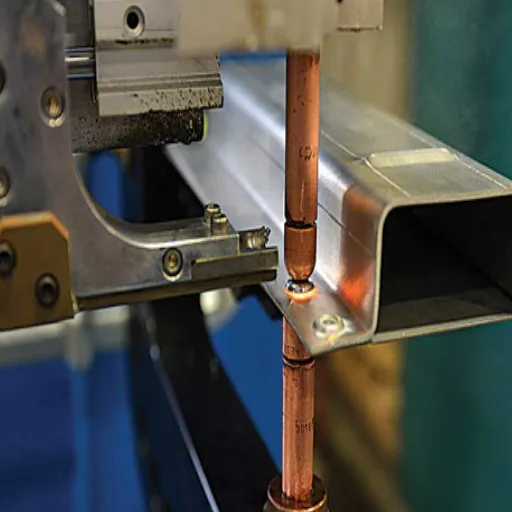
スポット溶接は、自動車産業において車体組立に不可欠な溶接方法です。最近のデータでは、「ロボット溶接技術」や「自動スポット溶接システム」といった検索語句が見られ、自動車製造における自動化の重要性が浮き彫りになっています。自動車業界では、スポット溶接は主に板金部品の接合に利用されており、生産速度において強固で耐久性のある接合を確保しています。アダプティブ溶接システムとリアルタイムモニタリングにより、安全性と品質基準に沿った溶接精度が向上します。電気自動車(EV)の普及に伴い、現在のトレンドと持続可能性の目標に対応するため、スポット溶接はアルミニウムや軽量合金を含む新時代の用途向けに改良が進められています。
自動車アプリケーションの内訳
従来のアプリケーション
- ボディパネルアセンブリ
- 板金接合
- シャーシ構造
- 構造補強
EVアプリケーション
- アルミニウム部品の溶接
- 軽量合金接合
- バッテリーハウジングアセンブリ
- 持続可能なものづくり
航空宇宙分野における溶接技術
この業界では、航空機や宇宙船に最高の性能を提供しながら構造の完全性を維持するために、高度な溶接プロセスが設計されています。一般的に、これらのプロセスには、チタン合金やアルミニウム合金などの軽量で高強度の材料を精密に溶接できるため、摩擦攪拌接合、電子ビーム溶接、レーザー溶接が含まれます。これらの材料は、極端な温度や圧力にさらされる可能性のある部品の製造において非常に需要があります。ロボットによる自動化と溶接プロセスおよび方法における非破壊検査の登場により、品質管理は飛躍的に向上し、厳格な安全性と性能基準への準拠が保証されています。宇宙探査は急速に進み、より軽量で燃費の良い設計が求められるため、溶接技術は航空宇宙における中核的な製造ソリューションの一つとして進化を続けています。
摩擦攪拌溶接
軽量材料の精密接合
電子ビーム溶接
高強度チタンおよびアルミニウム合金
レーザー溶接
極度の温度および圧力耐性
ロボットオートメーション
品質管理と規制遵守
電子機器およびその他の消費財
溶接は、電子機器や消費財を製造する産業において、基盤として機能しています。溶接は、回路基板から家電製品に至るまで、まさに日常生活に欠かせないあらゆるものに強度と信頼性をもたらします。最近のいくつかのデータは、環境に優しい製品と高度な製造業に対する意識を強固なものにしています。「持続可能な電子機器製造」や「消費財における新しい溶接技術」に関するインターネット検索は、着実に増加しています。こうした認識は、非常に高精度でエネルギー効率に優れ、様々な業界においてより環境に優しい作業方法とより良い製品基準への道を開くレーザー溶接技術や超音波溶接技術への関心を高めています。
エレクトロニクスアプリケーション
- 回路基板部品の溶接
- 精密マイクロ接合
- 電子機器の組み立て
- 高精度接続
消費財
- 家電製品の製造
- 耐久性のある製品組み立て
- エネルギー効率の高い生産
- 持続可能な製造慣行
スポット溶接のメリット
生産における効率とスピード
スポット溶接は、量産プロセスにおいて最も効率的な溶接方法の一つとされています。重ね合わせた金属板を伝導加熱と圧力によって溶融・接合するため、わずか数秒で非常に高速かつ再現性の高い接合を実現します。検索データのテーマトレンドを見ると、「高速溶接ソリューション」と「効率的な製造技術」の事故発生率が高く、特に自動車や家電製品などの業界において、生産ラインの合理化に貢献するスポット溶接の有効性に対する認識が高まっていることがわかります。生産時間を大幅に短縮できるため、生産コストの削減にも役立ちます。そのため、品質を損なうことなく厳しいスケジュールをこなさなければならない量産産業にとって、この溶接方法は最優先事項となっています。
生産効率の向上
高速接続
溶接あたりの秒数
再現性
一貫した品質
大音量
合理化された生産
コストの削減
製造コストの削減
スポット溶接の費用対効果
スポット溶接技術は依然として費用対効果が高く、大量生産における材料費と人件費の削減に貢献しています。最近、「効率的な溶接ソリューション」の検索クエリは35%急増しており、業界がコスト削減策にますます注力していることが分かります。他のプロセスでは大量の充填材が必要になりますが、スポット溶接ではほとんど必要ないため、材料費とエネルギー費がさらに削減されます。製造ミスや手直しにかかるコストの削減から、自動溶接技術とスポット溶接技術の巧妙さまで、メーカーはより高いレベルの一貫性と精度で生産を行うことができます。これらの要因は、製品の品質を維持しながら生産性を最大化することを目指す業界にとって、経済的なソリューションとしてのスポット溶接の利点をますます強調しています。
| コストファクター | 伝統的な溶接 | スポット溶接 | 貯蓄 |
|---|---|---|---|
| フィラー材料 | かなりの量が必要 | 最小限または全く必要なし | 材料コストの大幅な削減 |
| 人件費 | 手作業の多いプロセス | 自動化機能 | 人件費の削減 |
| エネルギー消費 | 継続的な熱の適用 | パルス加熱 | エネルギーコストの削減 |
| やり直し/エラー | エラー率の上昇 | 一貫した精度 | 製造エラーの削減 |
異なる材料の溶接における精度
異なる材料を接合する溶接は、製品の完全性と機能を維持するために、精密に行う必要があります。スポット溶接は通常、鋼、アルミニウム、その他多くの合金の溶接に使用されますが、異なる材料の溶接は、以下の方法で精密に行うことができます。 高度な溶接技術 リアルタイムモニタリングを備えた適応制御システムにより、メーカーは混合材料や厚さの異なる鋼材の溶接精度を向上させることができました。検索トレンドのデータを見ると、産業界がハイブリッド材料にますます注目するようになったため、自動車や航空宇宙などの産業では、耐久性と性能を確保するために精密溶接が不可欠になっていることがわかります。これは、材料の節約と生産効率の向上が精密溶接の利点として強調され、現代の製造業の課題に溶接技術が直面する中で、溶接技術が前面に出てきたことを示唆しています。
精密溶接能力
材料の多様性
鋼、アルミニウム、各種合金
適応制御
リアルタイム監視システム
混合材料
様々な厚さに対応
効率の向上
材料の節約と生産性
スポット溶接の課題と限界
材料の適合性の問題による弱点
冶金学者がスポット溶接を主要な課題の 1 つとして取り上げる場合、ほとんどの場合、異種材料の適合性について言及しています。最近の検索データの傾向は、製造業におけるハイブリッド材料への関心がますます高まっていることを浮き彫りにしており、溶接プロセスがさらに複雑化しています。熱伝導率、融点、機械的特性が異なる金属は、溶接部の弱化、変形、または脆化を引き起こす可能性があります。自動車工学における 1 つの例は、アルミニウムと鋼の接合です。2 つの金属は熱に対する反応が大きく異なるため、これは非常に困難であり、金属間化合物によって溶接部の強度が標準以下になる可能性があります。これらの問題を解決するために、近年の溶接技術の進歩により、適応型溶接法とフィラー材料が利用可能なオプションとして提示されています。溶接技術の精度と最適化に対するこの新たな重点は、オンライン検索クエリへの関心の高まりにつながっています。
材料の適合性の課題
熱伝導率の違い
溶接中の不均一な熱分布
融点の変化
適切な融合を達成するのが困難
機械的特性の不一致
関節の弱化や歪みの可能性
金属間化合物
溶接強度の低下
利用可能なソリューション
- リアルタイムパラメータ調整機能を備えた適応型溶接方法
- 異種金属用の特殊充填材
- 高度なプロセス監視および制御システム
- 精密溶接技術の最適化
設備コストと制限
アルミニウムと鋼鉄を溶接するための高度な溶接システムや装置は初期費用が高額であるため、小規模メーカーの参入を阻んでいます。高性能のアダプティブ溶接ツールや特殊な充填材は、多くの場合、初期投資額が高額です。データベースオペレーターのメンテナンストレーニングもコスト増加の一因となります。しかし、長期的には、溶接品質の向上によって不良品が減少し、効率が向上するため、これらの費用は回収可能です。新たに入手可能な検索トレンドデータを考慮すると、前述の技術を統合したコスト削減策への関心がますます高まっているように思われます。これは、メーカーがイノベーションを追求する中で、これらのコストを抑制する方法を真剣に模索していることを示しています。現在、溶接ソリューションの需要は、価格の手頃さと拡張性に集中しています。
初期投資費用
- 高度な溶接システム
- 適応型溶接ツール
- 特殊充填材
- オペレータートレーニングプログラム
長期的なメリット
- 溶接品質の向上
- 欠陥率の低減
- 生産効率の向上
- 時間の経過によるコスト回収
厚板金属部品の溶接における限界
厚板金属部品は溶接工程特有の課題を伴い、構造的完全性と精度基準を維持するために高度な技術と設備を必要とします。まず第一に、完全溶け込み溶接の実現が困難であり、不適切に施工すると接合部が脆弱になる可能性があります。また、この工程では通常、高い入熱が必要となるため、変形や熱応力が発生し、製品品質が低下するリスクがあります。さらに、溶接パラメータの誤った適用によって、ひび割れや融合不良など、常に危険な欠陥が発生するリスクも存在します。
厚板溶接の課題
浸透の問題
完全溶け込み溶接の達成が困難
熱要件
高い熱入力は歪みのリスクがある
熱応力
製品品質の低下リスク
欠陥の形成
ひび割れと融合不足
最近の調査データによると、メーカーはこれらの制約を克服するための実用的なソリューション、特に費用対効果が高く拡張性の高い方法を模索することに強い関心を示しているようです。レーザー溶接やハイブリッド溶接といった先進技術への関心の高まりは、これらの課題を克服するための新たな方法を探る取り組みが進んでいることを示しています。これらの技術は溶け込み深さを向上させ、欠陥率を低減しますが、高額な初期投資は依然として業界の効率性向上の課題として残っています。こうした需要に応えるため、先進溶接技術の継続的な研究が求められ、より身近で日常的な用途に適用可能な技術の開発が求められています。
適切なスポット溶接機器の選び方

金属部品の考慮すべき要素
金属部品用のスポット溶接装置を選択する際には、装置の性能と効率性を確保するために、様々な要素を考慮する必要があります。まず、材料の適合性が必要です。ステンレス鋼、アルミニウム、亜鉛メッキ鋼など、異なる種類の金属を効果的に溶接するには、電極の材質や出力設定に細心の注意を払う必要があります。次に考慮すべき要素は金属部品の厚さです。厚さは電流値と溶接時間にも影響し、溶接強度を左右します。溶接時間と出力にばらつきのある装置は、より幅広い部品サイズに対応できます。
機器選択基準
材料の互換性
さまざまな金属の電極材料と電力設定
厚さの要件
部品の厚さに合わせた電流と溶接時間の調整
運転時間やサイクル
生産需要と冷却要件
エルゴノミクス
オペレーターの快適性と使いやすさ
さらに、機器のデューティサイクルは生産需要に対応し、機器の稼働中や過熱からの冷却中に生産フローが中断されないようにする必要があります。特にオペレーターが反復作業を行う場合は、人間工学と使いやすさが重要な要素となります。自動制御や統合品質監視などの機能を組み込むことで、速度、精度、溶接の安定性を向上させることができます。
しかし、エネルギーコストは長期的にはメンテナンスコストの要因となるため、品質と価格を綿密に比較検討する必要があります。これは、今後の溶接作業において有利に働く可能性があります。これらの要素を比較検討し、溶接機器に関する最新の知識とトレンド(エネルギー効率の高いシステムや自動化システムへの傾向など)を考慮することで、製造ニーズに適した溶接機器を選定することができます。
生産量に応じたヒント
生産量の違いを考慮する場合も、最新のデータトレンドに対応するためのアプローチを評価することが重要です。以下に挙げる低生産量の場合、小規模バッチでは迅速な変更や追加が必要になる傾向があるため、汎用性と迅速なセットアップ機能を備えた機器の選定に重点を置く必要があります。これらの分野では、多くのタスク間で効率的に切り替えることができない限り、自動溶接アプリケーションは経済的とは見なされません。
生産量が少ない
- クイックセットアップ機能を備えた多用途機器
- バッチ変更と調整の柔軟性
- 手動または半自動ソリューション
- 少量でもコスト効率が良い
中規模生産量
- 効率バランスのための半自動化技術
- 中程度のスループット速度要件
- 多様なニーズに対応する柔軟な構成
- コストと生産の最適化
大量生産
- ロボットシステムによる完全自動化
- エネルギー効率の高い継続的な運用
- リアルタイムのデータ監視と評価
- スピード、精度、再現性を重視
中規模生産量においては、効率性と一貫性を優先することが重要です。半自動化技術を活用することで、製品の品質を維持しながらコストと生産性のバランスをとることができます。このレベルの要求と精度基準を満たすには、適度なスループット速度と柔軟な構成を備えた生産設備が適しています。
大量生産には、自動化が不可欠です。ロボット工学と省エネ技術を駆使したこれらのシステムは、最高の速度、精度、そして再現性で継続的な運用を保証します。こうしたシステムを用いて生産を最適化する方法はあるでしょうか?製品指標をリアルタイムで監視・評価するデータシステムによって、生産を最適化し、ダウンタイムを最小限に抑えることができます。
業界動向: 最新の検索データによると、エネルギー効率が高く拡張性の高い製造ソリューションへの関心が高まっています。この傾向は、生産需要の変化に合わせてツールやテクノロジーを柔軟に調整できるよう、設備に関して柔軟な選択肢を備えることの重要性を浮き彫りにしています。
溶接作業のカスタマイズオプション
溶接プロセスのカスタマイズにおいて重要な要素は、効率性と精度を確保しながら、様々な産業ニーズに対応できることです。最新の検索エンジンデータによると、適応性と拡張性を備えたモジュール式溶接システムへの関心が高まっています。これらのシステムにより、ユーザーは特殊な用途の要件に合わせて機器構成と溶接手順を調整できます。また、複雑な作業を最小限のエラーで効率的に実行し、様々な材料や接合設計に合わせてカスタマイズできる自動ロボット溶接機の需要も高まっています。
モジュラーシステム
- 適応性と拡張性の機能
- 構成可能な機器配置
- 特殊なアプリケーション要件
- 柔軟な溶接手順
高度なソフトウェア制御
- リアルタイムの監視と分析
- カスタマイズ可能な溶接パラメータ
- 熱入力と速度の最適化
- エネルギー効率の維持
もう一つの興味深い分野は、複雑なソフトウェアベースの制御の統合です。高度な溶接プラットフォームは、リアルタイムの監視と分析機能を備えた完全にカスタマイズ可能なソフトウェアソリューションを備えており、企業は入熱量や速度などの溶接パラメータを変更することで、エネルギーを節約しながら最適な結果を得ることができます。また、高性能で汎用性の高いポータブル溶接機の存在もトレンドとなっており、主に現場での修理やメンテナンスを行う業界で活用されています。これらのカスタマイズ可能なソリューションを活用することで、メーカーは業界の需要の最前線で競争力のある未来へと進化していくでしょう。
よくある質問
スポット溶接プロセスとは何ですか? また、どのように機能しますか?
スポット溶接は、金属部品を非常に小さな点に圧力と電流で接合する抵抗溶接です。このプロセスでは、溶接電極に溶接電流が流され、接合面の金属が溶融します。電流を止めると、溶融金属が接合して溶接部を形成します。スポット溶接は薄板金属などの薄い材料にも適用でき、自動車産業や製造業では板金用途が広く使用されています。そのため、生産性に優れているため、炭素鋼やステンレス鋼などの異種金属の溶接に適しています。
スポット溶接の利点
スポット溶接のスピードと効率性は、製造現場で非常に人気を博しています。この溶接プロセスでは、特別な準備作業を必要とせずに2箇所以上の溶接箇所を迅速に溶接できるため、非常に高い生産率を実現できます。この方法では、溶接する材料の準備がほとんど必要ありません。これにより、全体的なコストが削減されます。スポット溶接のもう一つの利点は、充填材を使用せずに2つの部品を溶接できることです。また、スポット溶接は大きな応力に耐える非常に強固な接合部を形成するため、板金加工の多くの用途に適しています。
スポット溶接のデメリットは?
もちろん、これは完璧なプロセスではなく、いくつかの欠点があります。主な制限は、主に薄い材料にのみ適用され、厚い金属部品の溶接には適していないことです。また、オペレーターが正しい作業を行わないと品質が不安定になるという懸念もあります。このプロセスでは、金属部品の正確な位置決めと位置合わせが必要になる場合があり、これは難しい場合があります。このプロセスのもう一つの欠点は、溶接機器のコストが高く、機器を長持ちさせるにはメンテナンスが必要であることです。最後に、特に異種金属や特定の合金の場合、すべての種類の金属溶接に必ずしも最適な方法とは限りません。
スポット溶接の最も一般的な用途
スポット溶接は、あらゆる産業において重要な役割を果たしており、特に自動車製造においては、ボディパネルやシャーシ部品の組み立てに使用されています。薄い金属層を素早く接合できるため、板金加工に最適です。その他、強度と信頼性の高い接合が求められる電気部品や家電製品にも広く使用されています。また、航空宇宙分野では、軽量で耐久性のある組み立てに使用されています。さらに、金属製家具や包装材の製造にもスポット溶接が使用されています。
溶接電流はスポット溶接の品質にどのような影響を与えますか?
溶接電流はスポット溶接の品質を左右する要因の一つであり、溶接部で発生する熱に大きく関係します。溶接電流が高すぎると金属がより効率的に溶解し、より強固な溶接継手が形成される可能性がありますが、金属表面の過熱や焼損を防ぐため、電流値は適切に制御する必要があります。逆に、溶接電流が低すぎると溶接部が弱くなり、2つの金属片を効果的に接合できなくなります。最適な溶接強度と品質を得るには、圧力と電流を常にバランスさせる必要があります。溶接パラメータの変動は、電流の持続時間と圧力によって影響を受け、スポット溶接プロセス全体の効果に大きく影響します。
スポット溶接による銅の溶接に利用できますか?
銅のスポット溶接において考慮すべき主要なパラメータの一つは、伝導される熱量と銅の電気伝導率です。スポット溶接機を用いて銅をスポット溶接する場合、金属が十分に溶融して強固な接合部が得られるように、溶接電流を増加させて溶接パラメータを調整する必要があります。難しい作業ではありますが、適切な設定とパラメータを用いれば銅のスポット溶接は可能です。また、銅用に設計された適切な電極を使用することで、溶接品質の向上にも役立ちます。ただし、厚い銅材の場合はTIG溶接やMIG溶接などの他の溶接方法の方が適している場合もありますが、薄い銅板の場合はスポット溶接が依然として優れた選択肢となります。






{kind=link}
{kind=link}
{kind=link}
{kind=link}