

ステンレス鋼と鋼の溶接は困難な課題と捉えられがちですが、適切なスキルとツールがあれば、全く問題ありません。溶接という専門分野は既にこうした冶金学的実験への道を切り開いてきたため、この2つの金属の接合における複雑な仕組みを理解することは、強固で高品質かつ耐久性のある結果を得るために不可欠です。このマニュアルでは、ステンレス鋼と鋼の溶接を成功させるための基本的な操作、必要なツール、そして方法を分かりやすく解説するとともに、よくある問題点とその克服方法も解説します。本書を読み終える頃には、この溶接プロセスを容易に実行するための詳細な計画が提示されているはずです。冶金学と芸術が融合したこの魅力的な世界を、ぜひご一緒に探ってみてください!
ステンレス鋼と軟鋼の溶接の実現可能性

異種金属の把握
ステンレス鋼と軟鋼のような異種金属の溶接は完全に可能ですが、それぞれの特性の違いを考慮する必要があります。ステンレス鋼の主な特徴は耐食性と高クロム含有量ですが、軟鋼は炭素含有量が少なく耐腐食性元素を使用していないため、より柔らかく、結果として安価です。これらの異なる材料の溶接は、熱膨張率の違い、異なる種類の充填材の必要性、さらにはガルバニック腐食の発生といった問題を同時に引き起こします。
異種金属の溶接は、様々な産業分野で一般的に行われている手法です。検索エンジンの最新情報によると、これら2つの金属を溶接する際には、異なる組成間の橋渡し役として、例えばER309ロッドなどのオーステナイト系ステンレス鋼フィラーなどの適合性のあるフィラー材が通常使用されます。さらに、軟鋼を予熱し、その後、プロセス中に入熱を細かく制御することで、強力な結合を生み出すだけでなく、プロセスが割れたり変形したりするのを防ぐことができます。適切な断熱材と工具を使用すれば、ステンレス鋼と軟鋼の接合は専門家だけでなく、熟練した愛好家の領域にもなります。ステンレス鋼と軟鋼の間で強力で長持ちする溶接を行うことが可能だからです。
メリットとデメリット
✓ メリット
- ►
アプリケーションの多様性: ステンレス鋼と軟鋼を結合すると、両方の長所を活かした柔軟な構造が実現し、ステンレス鋼の耐腐食性と軟鋼の強度およびコスト効率が組み合わされます。 - ►
プロジェクトコスト削減: これらの異種金属を使用すると、すべてステンレス鋼を使用した場合よりもプロジェクト全体のコストが低くなります。 - ►
溶接の耐久性: 加熱が適切に行われれば、溶接は破壊されずに強固になるため、建設、自動車、製造業などで使用できます。
✗ 欠点
- ►
技術的な課題: 2 つの金属の組成と熱特性は互いに相反し、巧みに管理しないと、複合化によってひび割れ、歪み、または結合の弱化が生じます。 - ►
材料価格: 軟鋼自体は安価ですが、ER309 などの充填材や熱管理のための追加機器を使用するとコストが増加する可能性があります。 - ►
溶接腐食リスク: 金属が異なるため、溶接部はガルバニック腐食が発生しやすい箇所となる可能性があり、そのため、より強力な保護が必要になります。
概要 適切な準備、技術、材料の選択は、これらの長所と短所のトレードオフをうまく行うための決定的な要因となります。
産業用アプリケーション
さまざまな業界が活用 ステンレス鋼と軟鋼の溶接技術 柔軟性と経済性の高さが評価されています。主な用途分野の一つは建設業界で、ステンレス鋼と軟鋼の両方が、建物やその他のインフラの設計コストを削減し、強度と耐久性を向上させるために使用されています。
さらに、自動車業界では、耐腐食性が求められるものの、コストがそれほど高くない部品の製造にこの手法が採用されています。例えば、排気システムなど、熱や過酷な環境にさらされる部品は、この2つの金属を混合することで実現しています。
さらに、発電業界では、ステンレス鋼と軟鋼の溶接は、パイプラインを製造し、最も過酷な条件にも耐えられるほど強度があり、かつ経済的でもある構造物を精製するために使用される重要な技術の 1 つです。これは、強度と耐腐食性が求められる部品が異種金属の溶接によって作られる造船業や重機業など、前述のすべての業界で溶接が行われているためです。
技術の進歩と溶接方法およびフィラーメタルの継続的な革新により、その応用範囲は拡大しています。最近の検索キーワード「」は、このプロセスへの関心が着実に高まっていることを示しており、ユーザーは接合部の耐久性を向上させ、腐食の問題を軽減する方法を模索しています。これは、現代の産業界におけるこの技術の重要性が高まっていることを示しています。
ステンレス鋼と軟鋼の最適な溶接方法

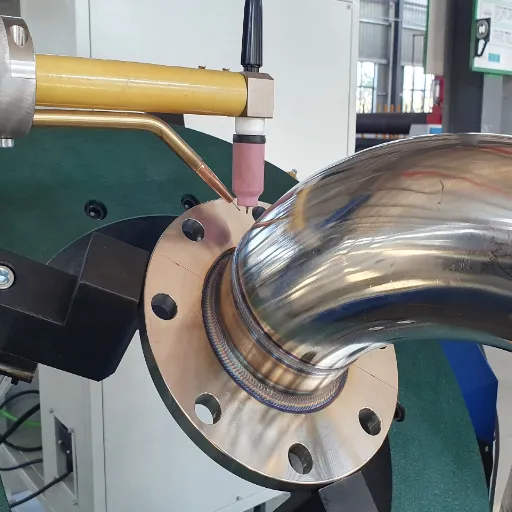
TIG溶接技術
TIG溶接(「タングステン不活性ガス」溶接に由来)は、ステンレス鋼と軟鋼を溶接する最良の方法の一つです。精度、清浄性、そして美しい仕上がりという利点があり、強固で耐腐食性の高い接合部が求められる産業に最適です。異なる特性を持つ金属同士の溶接では、通常、ER309Lのような適合性のあるフィラーロッドを使用して、異なる熱特性や組成特性のギャップを埋めます。
最新の検索データによると、TIG溶接継手の耐久性を高めつつ、ガルバニック腐食を防止する方法を求める人が増えている傾向が見られます。これらの課題に対処するため、専門家は、溶接部の歪みを防ぐために入熱量を厳密に監視すること、そして溶接品質を確保するために、アルゴン・ヘリウム混合ガスなどによる溶接部のガスシールドを推奨しています。軟鋼を予熱することで、割れの発生を抑え、異種金属の融合を促進することもできます。高度なTIG技術とベストプラクティスを組み合わせることで、溶接工は構造用途や産業用途に適用できる、耐久性と信頼性に優れた結果を生み出すことができます。
MIG溶接アプローチ
MIG溶接は、溶接部における溶加材とガス保護としてソリッドワイヤ電極を使用する溶接プロセスです。産業界で広く採用されている、最も汎用性が高く効果的な溶接技術です。溶接ガンから連続的にソリッドワイヤが溶接される際に、シールドガス(主にアルゴン混合ガス)が供給され、溶融池への大気汚染を防ぎます。最良の結果を得るために、ワイヤ速度、電圧設定、ガス流量を適切に調整するのは溶接工の責任です。
MIG溶接を正しく適用すれば、高い溶接速度と、きれいで美しい溶接部が得られます。このプロセスは、非常に薄い材料だけでなく、非常に厚い材料にも適用できます。パルスMIG溶接などの新しい技術は、入熱制御の向上により反りの発生を抑え、最も繊細な材料であっても非常に正確な溶接を可能にしています。これらの技術と最新のMIG技術を活用することで、溶接工は構造用途や産業用途に適した、強固で高品質な溶接部を実現できます。
スティック溶接の考慮事項
スティック溶接、別名シールドメタルアーク溶接(SMAW)は、特に屋外や産業用途において、現在でも最も汎用性が高く、最も多く使用されている溶接方法の一つです。溶接の課題は簡単に解決できます。さらに、炭素鋼、ステンレス鋼、鋳鉄など、様々な種類の金属を溶接できるため、非常に便利です。しかし、最適な結果を得るためには、いくつか重要な要素があります。
適切な電極を選択することがまず重要です。電極は材質や厚さによって使い分けられます。E6010とE7018は、その強度と汎用性から最も一般的な電極です。もう一つの決定要因はアーク長です。アークを安定して均一に保つことで、ポロシティやアンダーカットなどの様々な欠陥を防止できます。また、スティック溶接では表面処理が重要です。この技術は錆や塗料などの表面汚染物質に対してある程度耐性がありますが、ワークピースを洗浄することでより高品質な溶接が得られます。
スティック溶接の簡便性を高めるだけでなく、強風や湿潤環境など、他の溶接方法では溶接が困難な過酷な条件にも適応できるという利点があります。しかし、スパッタの発生量が多く、溶接後の清掃も必要です。より優れた電源や効率的なフラックス配合といった近年のSMAW技術の革新を組み合わせることで、溶接工は生産性を最適化し、構造物溶接と補修用途の両方において、強固で信頼性の高い溶接を実現できます。
ステンレス鋼と炭素鋼の溶接に使用されるフィラーの種類

適切なフィラーロッドの選択
ステンレス鋼と炭素鋼を溶接する場合、溶接棒の選択は極めて重要であり、溶接の強度と耐腐食性に大きな影響を与えます。一般的に、豊富な経験と最新の情報を持つ溶接工は、実践的な溶接スキルと最新のデータに基づき、ER309またはER309L分類のオーステナイト系ステンレス鋼溶接棒を推奨する傾向があります。性質と特性が異なる2つの金属は完全に適合性があり、強度が高く、割れだけでなく腐食に対しても耐性のある接合部を生成します。ER309溶接棒は、ステンレス鋼と炭素鋼の熱膨張と化学組成の違いを考慮して特別に設計されています。さらに、予熱や溶接パラメータの制御により、選択した溶接棒の能力を大幅に強化することができ、さまざまな用途において長寿命で信頼性の高い存在となります。
ステンレス鋼線の使用
業界で最も注目すべき素材の一つはステンレス鋼線です。その強靭性、耐腐食性、そして過酷な条件への耐性から、高い評価を得ています。近年の検索トレンドとデータインサイトに基づくと、ステンレス鋼線に関する最もよくある質問の一つは、「なぜステンレス鋼線は産業用途や住宅用途に最適な選択肢なのでしょうか?」です。
その反響は、その優れた特性から生まれています。ステンレス鋼線は錆びにくく、酸化しにくいため、湿度の高い場所や水に濡れる場所に最適です。その硬度と柔軟性は、建設業や自動車製造業といった、用途の異なる産業分野にも適しています。さらに、ステンレス鋼線の引張強度は競合製品よりもはるかに高く、損傷するまでにかなりの負荷に耐えることができます。これらの特性に加え、メンテナンスがほとんど不要なため、ステンレス鋼線は商業用途から個人用途まで、幅広い用途で人気があり、効果的な素材となっています。
充填材の選択の影響
充填材の選択は、製品の性能、耐久性、そして費用対効果に直接影響を与えるため、考慮すべき最も重要な側面の一つです。通常、充填材は強度、耐熱性、導電性といった最も重要な特性を向上させることができ、それによって製品は要求される特性を備えて承認されます。例えば溶接の場合、選択された充填材は、最も過酷な環境にも耐えうる強固で耐腐食性のある接合部を確保する必要があります。建設業界や航空宇宙業界では、最高の安全性と安定性を実現するために、充填材を慎重に選定する必要があります。
最近のデータは、検索傾向からもわかるように、持続可能かつ安価な充填材ソリューションに対する顧客の意識が高まっていることを示しています。使用される材料は複合充填材と先進合金であり、生産時の廃棄物量を抑えながら高性能を実現します。これは、環境に優しくクリーンなメーカーを目指す世界的なキャンペーンであるため、地球に優しい傾向です。そして、研究開発は、業界標準と顧客満足度のあらゆる面で充填材の革新の原動力となっています。適切な充填材の選択は依然として技術的な判断ですが、長期的には製品の品質と持続可能性に大きく影響する要因でもあります。
ステンレス鋼と普通鋼の溶接における課題
熱影響部(HAZ)の問題
ステンレス鋼と炭素鋼の溶接において、熱影響部(HAZ)は最も重要な要素です。その理由は、溶接対象となる材料の冶金学的特性が全く異なるためです。HAZは、溶接プロセスの熱によって母材に変化が生じる領域です。この変化は、材料の強度、耐食性、そして最終的には耐久性に変化をもたらします。熱膨張率と組成の違いは、ステンレス鋼と普通鋼の溶接中にHAZにひび割れ、歪み、さらには脆性構造の形成を引き起こす可能性があります。
さらに、最新の研究では、HAZ(熱影響部)の問題を克服するには、フィラー材料の選択と溶接前の準備が重要であることが示されています。適合性のあるフィラー(例えば、オーステナイト系ステンレス鋼の電極)の使用は、脆性を低減するだけでなく、溶接の完全性を確保します。さらに、パス間温度の制御、応力除去や熱処理などの溶接後処理の実施は、潜在的な問題の排除に貢献します。適切な技術と計画を採用すれば、問題は効果的に解決され、強固で耐久性のある溶接部を確保できます。
腐食とガルバニック反応
腐食とガルバニック反応は自然現象であり、材料の選択やエンジニアリング設計において考慮すべき事項です。例えば、腐食とは、主に金属などの材料が、周囲との化学的または電気化学的相互作用によって劣化することです。一方、ガルバニック反応は、2つの異なる金属が電気的に接続され、同じ導電性電解質に置かれた場合に発生し、陽極金属の腐食が加速されます。
これらの合併症を軽減するには、密接に関連する電気化学的特性を伝達する材料の使用が重要です。環境面では、塗装や亜鉛メッキなどの保護コーティングがバリアとして機能し、材料を環境から保護します。犠牲陽極または電流システムの適用による陰極防食は、ガルバニック腐食の低減に役立ちます。新たな産業界のトレンドとして、耐腐食性合金やナノコーティングを利用して機器の寿命を延ばすという手法が挙げられます。これは、ガード、エンクロージャ、コーティングといった従来の方法に取って代わりつつあります。さらに、腐食の初期段階を検知し、予防措置を講じるために、定期的な点検とメンテナンスを計画し、実施する必要があります。
予防および軽減戦略
インターネットでの最新の検索によると、特に極めて困難な条件下で操業する産業において、腐食対策を早期に講じる必要性に対する認識が高まっています。予防・軽減策は、ゆっくりと、しかし確実にAIとMLへと移行しつつあります。これらはまさに、腐食パターンをリアルタイムで監視・予測する技術です。こうした高度な技術を活用することで、企業は膨大なデータを処理し、危険箇所を特定し、メンテナンススケジュールを最適化することができます。今日の産業は、損傷の影響を打ち消すだけでなく、自己修復機能を備えたいわゆるスマートコーティングや腐食センサーといった新技術を活用する能力も備えています。さらに、デジタルツイン(物理システムのデジタル版)を活用する企業は、腐食の影響を判断し、従来システムで行われていた意思決定やリソース配分をより適切に行うことができます。土壌に生息するバクテリアや真菌は、このように、従来の予防・抑制方法の枠を超えた技術を活用しています。
溶接を成功させるためのヒント

準備と洗浄技術
適切な準備と洗浄方法なしに、強固で長持ちする溶接は考えられません。溶接を始める前に接合部の汚れ、油、錆、塗装を取り除かなければ、溶接品質は低下する一方です。ワイヤーブラシ、研磨、あるいは溶接専用の化学洗浄剤を使用することで、これらの汚染物質を除去することができます。接合部のエッジが清潔で滑らかであれば、より良好な溶接状態が得られ、気孔や接合部の脆弱さといった欠陥はほとんど残らないでしょう。
レーザー洗浄システムなどの高度な表面処理ツールの使用は、普及が進むだけでなく、最新技術、データ分析、検索エンジンの情報源によっても裏付けられています。これらのツールは、母材を損なうことなく、デブリ層を除去することで、非常に正確で環境に優しい洗浄を実現します。さらに、必要に応じて金属を予熱することで、特に高炭素鋼の溶接において、割れなどの欠陥を排除できます。「クリーン」「準備」「最新技術」という3つの要素は、溶接プロセスを容易にするだけでなく、溶接の品質と信頼性の向上にもつながります。
溶接パラメータと設定
強固で安定した溶接を実現するために最も重要な要素の一つは、適切な溶接設定とパラメータです。溶接電流、電圧、トーチの移動速度、そして電極の種類が、溶接品質の違いを左右します。例えば、軟鋼の溶接では、過熱を防ぎ、溶け込みを確実にするために、厚いステンレス鋼の溶接よりも低い電流が必要です。同様に、溶接速度の変化はビード形状や入熱に大きな変化をもたらす可能性があります。速度が速すぎると溶融不足につながり、遅すぎると過度の熱変形が生じる可能性があります。
溶接後の処理と検査
溶接後処理は軽い処理だと誤解されることがよくありますが、実際には溶接部品の強度を高めるための非常に過酷で厳しいプロセスです。これを実現する最も一般的な方法の一つは、応力緩和法である熱処理です。この熱処理により、溶接金属の強度が低下し、割れや歪みが発生しにくくなります。金属の種類や用途に応じて、焼鈍処理や焼きならし処理などの様々な処理が用いられます。さらに、ワイヤーブラシや化学溶液による表面洗浄は、金属を洗浄するだけでなく、腐食を防ぐ効果もあります。
検査は溶接後に必ず行うべき重要なステップです。品質を確認し、欠陥の有無を検出するステップです。目視検査、超音波探傷検査(UT)、X線透視検査などが最もよく用いられる検査手法です。目視検査では、ポロシティやアンダーカットなどの表面の凹凸を検出できますが、UTやX線透視検査などの非破壊検査(NDT)では、材料を破壊することなく内部欠陥の存在を特定できます。最新の要件とメーカーの仕様は、溶接後の信頼性を大幅に向上させます。
検索エンジンのデータによると、自動検査システムは近年注目を集めている分野です。これらのシステムは、ロボットやAIを活用し、正確かつ一貫性のある徹底的な評価を実施することで、人為的ミスを削減します。この技術に注目する業界は、溶接後の工程を改善するだけでなく、品質基準を遵守する際にも非常に厳格な基準を設けるでしょう。
よくある質問(FAQ)
❓ ステンレス鋼と炭素鋼を溶接で接合することは可能ですか?
はい、ステンレス鋼と炭素鋼は溶接接合が可能ですが、溶接にはいくつかの注意点があります。両材料の融点や微細構造の違いにより、高温割れなどの問題が発生する可能性があります。この点に関しては、309または309Lステンレス鋼製のフィラーメタルの使用が非常に効果的です。フィラーメタルは、溶接プロセスに適したニッケルとクロムで構成されているからです。さらに、溶接接合部が優れた機械的特性を持つように、溶接時には適切な希釈率と入熱量を設定することが重要です。腐食を防ぐだけでなく、溶接部の強度を維持するためにも、適切な準備と溶接後の処理が必要です。
❓ ステンレス鋼と炭素鋼の溶接に最適な方法はどれですか?
ステンレス鋼と炭素鋼のような異種金属の溶接に最も一般的で最適な方法は、ガスメタルアーク溶接(GMAW)、通称MIG溶接です。この溶接法は、非相溶性金属を扱う際に歪みや損傷を防ぐために必要な入熱量を制御できます。SUS309ステンレス鋼製のフィラーロッドを使用することで、溶接品質がさらに向上し、より耐久性の高い接合部が得られます。さらに、ステンレス鋼と炭素鋼の溶接に伴う応力、特にアンペア数と電圧に対応できる強力な溶接機が必要です。この溶接プロセスでは、アーク安定性と溶け込み性を高めるヘリウムを含むシールドガス混合物を使用することも効果的です。
❓ ステンレス鋼と軟鋼の溶接は難しいと考えられますか?
上記の金属の溶接は、化学組成と融点が大きく異なるため、困難な作業とみなされる可能性があります。軟鋼に炭素が含まれていると、高温割れの可能性が高まり、同時に溶接部の耐食性も低下します。材料と鋼材間の防水性を確保したい場合は、処理された鋼材が希釈効果にさらされないように、ステンレス鋼309などのフィラーを使用することをお勧めします。さらに、このような条件下では、熱を最小限に抑える溶接プロセスを採用することで、母材の反りのリスクも低減できます。溶接面を洗浄し、接触する材料を予熱することも、溶接結果を向上させるのに役立ちます。
❓ 炭素鋼とステンレス鋼の溶接のさまざまな機械的特性は何ですか?
ステンレス鋼と炭素鋼を溶接した場合、溶接方法や使用するフィラーによって機械的特性が大きく異なる可能性があります。一般的に、ステンレス鋼を添加すると接合部の耐食性は向上しますが、炭素は全体的な強度と延性を低下させる可能性があります。309Lなどのフィラーを使用すると、ニッケルとクロムの含有量が多いため、良好な機械的特性を持つ強固な接合部が得られます。一方、熱影響部(HAZ)が高温になり、マルテンサイトが生成して脆くなる可能性があります。したがって、所望の特性を得るには、溶接パラメータと溶接後の熱処理を慎重に行う必要があります。
❓ 通常の MIG はステンレス鋼の溶接に使用できますか?
確かに、ステンレス鋼の溶接は従来のMIG溶接で可能です。しかし、特定の変更を加えてプロセスを微調整する必要があります。ステンレス鋼、特に炭素鋼の溶接では、汚染物質を除去するために適切な溶加材とシールドガスを使用する必要があります。316ステンレス鋼の溶加材は溶接部の耐食性を高めるために使用でき、特定量のアルゴンとヘリウムを含むシールドガスはアークの安定性を高めるために使用できます。さらに、溶接機の電圧と電流を正しく設定することは、高品質の溶接を得るために非常に重要です。通常のMIG溶接でステンレス鋼を溶接する際には、適切な技術と準備が不可欠です。






{kind=link}
{kind=link}
{kind=link}
{kind=link}