
In der Fertigung ist Präzision gepaart mit hoher Festigkeit schwer zu erreichen, außer bei Verfahren wie dem Laserschweißen, insbesondere dem Elektronenstrahlschweißen (EBW). Dieses fortschrittliche, leistungsstarke Schweißgerät nutzt hochenergetische Elektronenströme, um Materialien mit unübertroffener Präzision zu verbinden. Daher ist Elektronenstrahlschweißen in der Medizin- und Luftfahrtindustrie unverzichtbar. Im folgenden Artikel erklären wir die wichtigsten Komponenten der Funktionsweise des EBW, gehen auf seine wichtigsten Vorteile ein, zeigen, was es zu einem so zuverlässigen Werkzeug für die Teileindustrie macht und warum es Herstellern ermöglicht, vielseitige und dennoch robuste und zuverlässige Komponenten herzustellen. Dieser Leitfaden enthüllt alle Wunder des EBW – egal, ob Sie Technikfreak, Industrieprofi oder einfach nur an modernen Fertigungstechniken interessiert sind.
Was ist Elektronenstrahlschweißen?
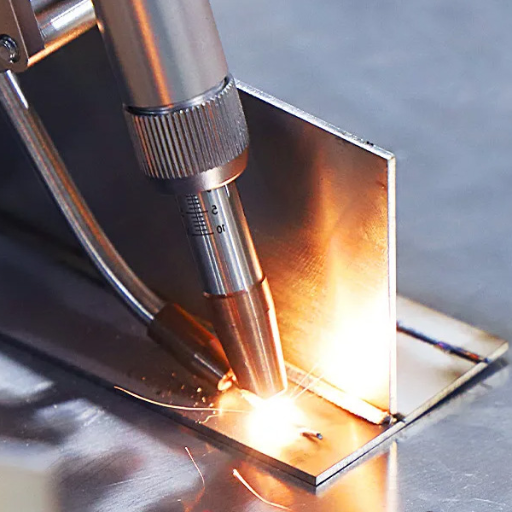
Elektronenstrahlschweißen (EBW) ist ein hochentwickeltes Schweißverfahren, bei dem ein konzentrierter Elektronenstrahl mit hoher Geschwindigkeit Materialien verbindet. Beim Auftreffen auf das Werkstück wandelt sich die kinetische Energie des Elektrons in Wärme um, die das Material schmilzt und eine Schweißnaht bildet. Um Verunreinigungen zu vermeiden, ist eine Vakuumumgebung erforderlich. Daher eignet sich EBW ideal für hochzuverlässige Schweißnähte in Branchen wie der Luft- und Raumfahrt, der Automobilindustrie und der Medizintechnik.
Die einzelnen Schritte des Elektronenstrahlschweißverfahrens verstehen
Das Elektronenstrahlschweißen (EBW) umfasst zahlreiche Faktoren, die nacheinander ausgeführt werden müssen, um die Präzision und Konsistenz des EBW zu gewährleisten. Zunächst werden die Werkstücke in eine Schweißmaschine geladen und in eine Vakuumkammer gelegt. Die Vakuumumgebung (zwischen 10⁻⁴ und 10⁻⁶ Torr) begrenzt den Sauerstoffgehalt und gewährleistet so eine saubere Schweißnaht ohne Verunreinigungen. Nach Erreichen des vorgegebenen Drucks wird ein Vakuum erzeugt, gefolgt von der Erzeugung von Hochgeschwindigkeitselektronenstrahlen mithilfe von Wolfram-Elektronenkanonen. EBW erfordert außerdem Beschleunigungsspannungen von 60 kV bis 200 kV, abhängig vom zu schweißenden Material und der Schweißdicke.
Das Bestrahlen des Werkstücks mit einem fokussierten Elektronenstrahl löst einen Prozess aus, bei dem die kinetische Energie in Wärme umgewandelt wird und das Material anschließend schmilzt und verschmilzt. Die präzise und punktuelle Wärmezufuhr führt zu minimalem Verzug und ermöglicht gleichzeitig tiefe, schmale und außergewöhnlich feste Schweißnähte. EBW unterscheidet sich von anderen Verfahren durch die Fähigkeit, mehrere Zentimeter dicke Materialien in einem Durchgang zu schweißen.
Jüngste Studien belegen die Effektivität des Elektronenstrahlschweißens mit Wirkungsgraden von 95–98 %. Weitere herausragende Merkmale sind Eindringtiefen von bis zu 300 mm für Stahl und andere Metalle sowie Schweißgeschwindigkeiten von 1 bis 30 mm/s. Diese bemerkenswerten Eigenschaften machen das Elektronenstrahlschweißen zur ersten Wahl für kritische Prozesse in der Luft- und Raumfahrt und anderen Branchen, die Präzision und Festigkeit erfordern.
Durch die sorgfältige Steuerung und modernisierten Systeme setzt EBW neue Maßstäbe hinsichtlich Qualität und Leistung, selbst bei der Verarbeitung komplexer oder hochfester Legierungen.
Die Bedeutung von Elektronen bei Schweißarbeiten
Elektronen sind für den EBW-Prozess unerlässlich, da sie die Hauptverantwortlichen für den Schweißvorgang sind. Durch die Erhitzung des Wolframfadens auf sehr hohe Temperaturen entsteht ein Elektronenstrahl, der einen Strom von Elektronen freisetzt. Diese Elektronen können nun mithilfe eines elektrischen Felds auf etwa 30 bis 70 Prozent der Lichtgeschwindigkeit beschleunigt werden, was zum Schweißen erforderlich ist.
Dieser Strahl verfügt über eine hohe Energiedichte, die im Bereich von zehn hoch drei bis zehn hoch vier W/mm² gemessen werden kann. Zum Vergleich: Lichtbogenschweißen weist typischerweise Energiedichten von etwa zehn W/mm² auf, was den Vorteil des EBW-Verfahrens unterstreicht. Dank der hohen Energiedichte kann der Strahl tief in das Material eindringen, was zu sehr präzisen, tiefen und schmalen Schnitten führt und gleichzeitig die Wärmeeinflusszonen stark reduziert.
Neue Entwicklungen konzentrieren sich auf die Steigerung der Präzision und Effizienz des Schweißstrahls. Moderne Systeme ermöglichen beispielsweise mithilfe von Sensoren und künstlicher Intelligenz Echtzeitanpassungen bei komplexen Aufgaben, indem sie die Parameter für optimale Qualität anpassen. Daten deuten darauf hin, dass Stahl und Titan bis zu einer Tiefe von dreihundert Millimetern geschweißt werden können, wobei die Verbindungen extrem fest sind und sich nur geringfügig verformen.
Die Branchen Luft- und Raumfahrt, Automobilindustrie und Energieerzeugung erfordern komplexe Technik und höchste Präzision. Daher ist EBW für diese anspruchsvollen Anwendungen unverzichtbar. Im Design und in der Automobilelektronik beispielsweise fördert EBW Innovationen. Die unersetzliche Rolle von Elektronen beim Schweißen definiert die technologischen Grenzen in Fertigung und Produktion immer wieder neu.
Funktionsweise einer Schweißmaschine in EBW
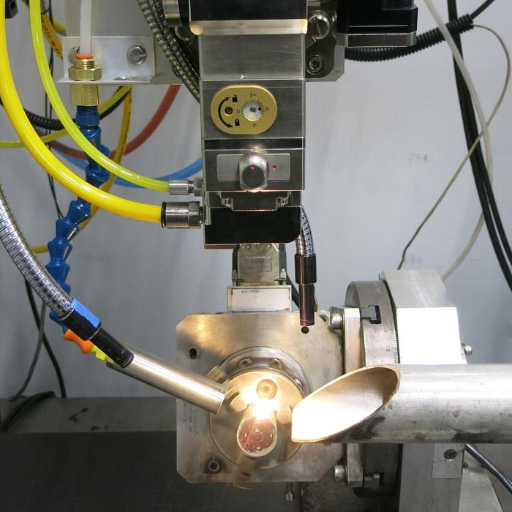
Der Schwerpunkt von EBW-Anlagen liegt auf der Erzeugung von Hochgeschwindigkeits-Elektronenstrahlen, die fokussiert auf die zu verbindenden Werkstücke treffen. Mit EBW werden die zu verbindenden Materialien physikalisch getrennt, wobei die Abstände von einigen Mikrometern bis zu mehreren Millimetern reichen. Schlüsselelemente einer EBW-Anlage, einschließlich eines Steuerungssystems mit Neutronenkanonen und Vakuumkammern, machen die gesamte EBW-Anlage perfekt für Präzisionsaufgaben.
Neue Entwicklungen in der Elektronenstrahlschweißtechnologie haben Präzision und Effizienz verbessert. Moderne Elektronenstrahlschweißsysteme ermöglichen beispielsweise Elektronenstrahlen mit Durchmessern von nur 0.1 Millimetern, die sich ideal für filigrane Schweißnähte eignen. Je nach Material und Dicke des zu schweißenden Materials sind Schweißgeschwindigkeiten von bis zu 200 mm pro Minute möglich. Studien zeigen, dass Elektronenstrahlschweißen Schweißtiefen von über 200 mm in Titan oder Stahl erreichen kann und damit eine der besten Methoden zum Verbinden dicker Profile darstellt.
EBW-Maschinen verfügen heute über Echtzeitüberwachung und fortschrittliche Kühlsysteme, um Schweißnähte zu verbessern, Qualitätsmängel zu reduzieren und Materialeigenschaften zu optimieren. Dies trägt zur Weiterentwicklung dieser Branchen bei. Die Luftfahrt- und Halbleiterindustrie setzt stark auf EBW-Technologie, da sie Präzision im Mikromaßstab und minimale Materialverzerrungen ermöglicht. Die rasante Entwicklung von EBW-Maschinen zeigt, wie vielfältig ihre Einsatzmöglichkeiten für unterschiedliche Materialien und Branchen sind.
Wie funktioniert der Elektronenstrahlschweißprozess?
Beim Elektronenstrahlschweißen (EBW) wird ein konzentrierter Strahl schnell bewegter Elektronen erzeugt, der auf die zu verbindende Oberfläche gerichtet ist. Die kinetische Energie dieser Elektronen wird bei Kontakt in Wärme umgewandelt, wodurch das Material schmilzt und sich verbindet. Dieser Prozess findet im Vakuum statt, um Streuungen zu vermeiden und die Schweißnaht für höchste Präzision vor atmosphärischen Einflüssen zu schützen. EBW eignet sich hervorragend für starke, zuverlässige Verbindungen, insbesondere wenn Genauigkeit und geringe Kontamination entscheidend sind.
Die Bedeutung einer Vakuumkammer
Vakuumkammern sind für die ausreichende Eindämmung des Elektronenstrahlschweißverfahrens (EBW) von entscheidender Bedeutung, da sie eine ideale Atmosphäre für den Schweißprozess schaffen. Das Vakuum reduziert die Streuung des Elektronenstrahls und ermöglicht so eine hochpräzise Energiezufuhr zum Werkstück. Aktuellen Studien zufolge erreichen moderne EBW-Systeme Vakuumniveaus von 1×10^-6 Torr, was optimal für das Schweißen von Teilen mit hohen Toleranzen ist. Die Schweißnähte sind frei von Oxidation, Verunreinigungen und Ungleichmäßigkeiten, was zu einer sauberen Oberfläche führt.
In der Luft- und Raumfahrt, der Automobilindustrie und der Medizintechnik ist die Vakuumkammer für physikochemischen Prozesse von entscheidender Bedeutung, da sie die Verbindungsfestigkeit erhöht und die Wiederholbarkeit und Konsistenz verbessert. Untersuchungen haben gezeigt, dass fortschrittliche Vakuumkammern für Präzisionsanwendungen von entscheidender Bedeutung sind, da sie die Schweißfehlerrate im Vergleich zu Alternativen ohne Vakuum um 30 % senken.
Fokussierter Strahl für mehr Präzision
Eine der wichtigsten modernen Schweißinnovationen ist der Einsatz fokussierter Strahlen für unübertroffene Präzision. Fokussierte Strahltechniken, darunter Elektronenstrahlschweißen (EBW) und Laserschweißen, zählen zu den wichtigsten Fokussierstrahltechniken, da sie die Energie gezielt auf einen bestimmten Bereich lenken und so präzise Schweißnähte von hoher Qualität mit minimalen Abweichungen erzeugen. Mithilfe fokussierter Wärme oder Elektronenstrahlen entstehen bei diesen Techniken nicht nur stabile, sondern auch glatte und optisch ansprechende Verbindungen.
Das Schweißen mit Elektronenstrahlen muss in einer Vakuumkammer erfolgen. Dies ist vorteilhaft, da es unerwünschte Verunreinigungen verhindert und gleichzeitig die Schweißqualität verbessert. Branchenberichten zufolge kann Elektronenstrahlschweißen Stahl mit Schweißnähten von bis zu fünf Zentimetern Tiefe durchdringen und übertrifft damit viele herkömmliche Schweißverfahren deutlich. Auch das Laserschweißen bietet deutliche Vorteile: Die Leistung eines Laserstrahls kann so hoch sein, dass er sich auf einen Punkt fokussieren lässt, an dem Schweißnähte mit einer Breite von 0.2 mm entstehen. Diese Eigenschaft macht das Verfahren äußerst nützlich für die Herstellung kleiner und präziser Komponenten, die in der Elektronik, der Medizintechnik und der Luft- und Raumfahrttechnik weit verbreitet sind.
Darüber hinaus reduziert die Fokussierbarkeit des Strahls die Wärmeeinflusszonen (WEZ), wodurch die mechanischen Eigenschaften der wärmebeeinflussten Materialien erhalten bleiben. Produkte, die mit fokussiertem Strahlschweißen hergestellt werden, weisen im Vergleich zu herkömmlichen Verfahren eine um bis zu 40 % verbesserte Ermüdungsbeständigkeit auf. Diese Genauigkeit kommt auch dem Produktionsprozess zugute, da durch reduzierte Nacharbeit und Verfeinerung weniger Material und Zeit verschwendet werden. Diese Einsparungen können für Unternehmen verschiedener Branchen erheblich sein.
Beschleunigte Elektronenstrahlen für tiefe Schweißnähte
Der Einsatz beschleunigter Elektronenstrahlen ermöglicht präzise, tiefe Schweißnähte in sehr schwierigen Materialien. Durch die Beschleunigung der Elektronenstrahlen können Hersteller je nach Material und Dicke Schweißtiefen von mehreren Zentimetern erreichen. Dies ist besonders nützlich bei der Verarbeitung hochschmelzender Materialien wie Wolfram, Titan und rostfreiem Stahl, die in der Luft- und Raumfahrt, der Automobilindustrie und der Nuklearindustrie eine wichtige Rolle spielen.
Dank der jüngsten Verbesserungen am Elektronenstrahlschweißen haben sich auch dessen Effizienz und Leistung verbessert. Moderne Elektronenstrahlschweißgeräte arbeiten in Vakuumkammern, wodurch Oxidationsrisiken vermieden werden und saubere, fehlerfreie Schweißnähte gewährleistet werden. Untersuchungen haben gezeigt, dass Elektronenstrahlschweißnähte außergewöhnliche mechanische Eigenschaften aufweisen und im Vergleich zu herkömmlichen Lichtbogenschweißnähten eine um 30 % höhere Zugfestigkeit aufweisen. Darüber hinaus weisen einige Systeme eine höhere Effizienz auf und können dünne Profile mit 10 cm pro Minute schweißen.
Aktuelle Forschungsergebnisse zum Elektronenstrahlschweißen zeigen deutliche Kosten- und Zeitvorteile. So sind beispielsweise in der Luft- und Raumfahrtindustrie keine speziellen Nachbearbeitungs- und Veredelungsprozesse mehr erforderlich. Die Präzision der Technologie reduziert zudem den Materialabfall erheblich, trägt zu umweltfreundlichen Fertigungsverfahren bei und erfüllt strenge Qualitätsstandards.
Die beschleunigten Versionen des Elektronenstrahlschweißens revolutionieren weiterhin den Bereich der Metallverbindung, indem sie der Industrie eine zuverlässige Lösung für die Erzeugung robuster, langlebiger und leistungsstarker Schweißnähte für vielfältige Anwendungen bieten.
Vorteile des Elektronenstrahlschweißens
- Hohe Präzision: Die durch einen Elektronenstrahl erzeugte Hitze ist ideal für komplizierte oder zerbrechliche Teile, da sie das Material nicht überhitzt und extreme Präzision ermöglicht.
- Minimale Materialverzerrung: Durch gezielte Wärmezufuhr wird die thermische Verformung des Materials verringert und seine Struktur bleibt erhalten.
- Kosteneffizienz: Dieser Ansatz rationalisiert Prozesse und reduziert Materialabfälle, wodurch die Herstellungskosten gesenkt werden.
- Starke Schweißqualität: Mit dieser Methode hergestellte Schweißnähte sind langlebig und hochwertig und halten starker Beanspruchung stand.
- Vielseitigkeit: Dieses Verfahren wird in der Luft- und Raumfahrt-, Automobil- und Elektronikindustrie eingesetzt, da es bei zahlreichen Materialien unterschiedlicher Dicke funktioniert.
Erreichbare hohe Eindringtiefen
Beim Schweißen müssen wichtige Faktoren wie Laserleistung, Schweißgeschwindigkeit, Materialeigenschaften und Strahlfokus optimiert werden, um eine hohe Eindringtiefe zu erreichen. Moderne Laserschweißgeräte ermöglichen eine Eindringtiefe von über 10 mm in bestimmte Metalle wie Stahl oder Titan, ohne dass die Schweißnaht beschädigt wird.
Branchenstatistiken zufolge sind Hochleistungslasersysteme mit 10 kW oder mehr in der Lage, tiefe Schweißnähte zu erzeugen, insbesondere im Stichlochschweißverfahren. Beispielsweise konnte ein 12-kW-Laser fokussierte Edelstahlstrahlen bis zu einer Tiefe von etwa 25 mm durchdringen, sofern der Strahl optimal fokussiert und die Geschwindigkeiten fein abgestimmt sind. Parameter wie Strahlpositionierung, verwendetes Schutzgas usw. sind entscheidend, um porenartige Porenbildung zu vermeiden und eine gleichmäßige Schweißnahtbildung zu gewährleisten.
Darüber hinaus gewährleistet der Einsatz von Echtzeit-Überwachungssystemen optimale Prozessstabilität und dynamische Parameteranpassungen, was sich direkt in tieferem Einbrand und gleichmäßigem Schweißen niederschlägt. Diese Kombination aus Technologie und Steuerung ist unerlässlich für die Prozesssicherheit beim Schweißen dicker Materialien im Bau- und Schiffbau, im Schwermaschinenbau, im Energiebereich usw.
Minimierung der Verformung von Schweißmetallen
Die Reduzierung von Verformungen während des Schweißprozesses ist wichtig, da sie dazu beiträgt, die Festigkeit der Struktur zu erhalten. Verformungen entstehen durch Heiz- und Abkühlzyklen und führen zu inneren Spannungen und Materialveränderungen. Diese Herausforderungen können mit verschiedenen Ansätzen oder Techniken bewältigt werden.
Ein Ansatz zur Kontrolle von Verformungen ist der effektive Einsatz von Schweißfolgen wie Backstep- oder Skip-Schweißen. Solche Schweißfolgen verringern nachweislich das Verzugsrisiko durch gleichmäßige Wärmeverteilung im Material. Jüngste Studien haben gezeigt, dass das Vorwärmen des Werkstücks auf einen bestimmten Wert dazu beiträgt, die Obergrenze des Temperaturgradienten zu erhöhen und das Risiko unerwünschter Verformungen zu verringern. Untersuchungen zeigen außerdem, dass sich die Verformung von Kohlenstoffstahlschweißnähten durch Vorwärmen auf 30 °C um bis zu 300 % reduzieren lässt.
Der Einsatz mechanischer Vorrichtungen wie Klemmen und Klammern trägt ebenfalls dazu bei, die Form eines Materials während des Schweißvorgangs zu erhalten. Der Einsatz fortschrittlicher Technologien wie der Finite-Elemente-Analyse (FEA) ermöglicht die Vorhersage von Verformungen während des Schweißvorgangs. Simulationen erleichtern die Planung von Kontrollmaßnahmen. Strukturen mit komplexen Schweißnähten profitieren erheblich von der FEA-Modellierung, da sie das Verformungsrisiko nachweislich um 40 % reduziert.
Schließlich reduziert der Einsatz von Verfahren mit geringem Wärmeeintrag, darunter WIG- und Laserschweißen, die Breite der Wärmeeinflusszone (WEZ) sowie die thermischen Spannungen. Eine Vergleichsstudie zeigt, dass WIG-Schweißen etwa 15–20 % weniger Verzug erzeugt als herkömmliche Lichtbogenschweißverfahren. Durch sorgfältige Überwachung und Kontrolle dieser Methoden können Industrien nicht nur die Schweißqualität verbessern, sondern auch die geometrische Genauigkeit der Endprodukte gewährleisten.
Energiedichte des Elektronenstrahls
Elektronenstrahlschweißen ist eines der effektivsten Verfahren mit sehr hoher Energiedichte. Aktuelle Studien zeigen, dass Elektronenstrahlen eine Energiedichte von bis zu 10^8 W/cm² erreichen können, was um mehrere Größenordnungen höher ist als die von Lichtbogen- oder Laserschweißen. Dank dieser hohen Energiedichte kann die Durchdringung mit vergleichsweise geringerer Wärme erreicht werden, was die Wärmeeinflusszone (WEZ) und den thermischen Verzug weiter minimiert.
Vergleichsstudien zum Laserschweißen und Elektronenstrahlschweißen zeigten, dass Elektronenstrahlschweißen bis zu 300 mm dicke Materialien in einem Durchgang schweißen kann, während Laserschweißen nur eine Eindringtiefe von 25–30 mm erreicht. Darüber hinaus verhindert die Vakuumumgebung beim Elektronenstrahlschweißen Kontamination und Oxidation des Schweißbades, was zu einer besseren Schweißqualität und besseren mechanischen Eigenschaften führt.
Der Fokus auf Präzision und Genauigkeit liegt heute auf moderner Strahlsteuerung. Moderne Elektronenstrahlschweißgeräte verfügen beispielsweise über hochauflösende digital gesteuerte Systeme, die eine bessere Steuerung der Strahlintensität und des Fokus ermöglichen. Diese Präzision verbessert die Genauigkeit und spart gleichzeitig Energie. Das macht Elektronenstrahlschweißen zu einer umweltfreundlichen Technologie für die Luft- und Raumfahrt, die Automobilindustrie und die Nuklearindustrie.
Nachteile des Elektronenstrahlschweißens

Elektronenstrahlschweißen (EBW) hat einige Nachteile. Zunächst erfordert das Verfahren eine Hochvakuumumgebung. Dies erhöht den Aufwand der benötigten Maschinen und die Betriebskosten. Zudem ist die Produktion in kleinen bis mittleren Stückzahlen aufgrund der hohen anfänglichen Wartungs- und Einrichtungskosten unwirtschaftlich. Zudem erfordert EBW Präzision und eine qualifizierte Prozesssteuerung, die ein hohes Maß an Bedienerkompetenz erfordert – ein weiterer Grund für die schwierige Einführung in diesen Branchen. Schließlich ist die Anwendungsflexibilität in einigen Branchen eingeschränkt, da die Abmessungen der mit EBW zu bearbeitenden Komponenten durch die Größe der Vakuumkammer begrenzt sind.
Schwierigkeiten durch Vakuumkammer
Für das EBW-Verfahren bringt die Notwendigkeit, ein Vakuum aufrechtzuerhalten, Einschränkungen bei der Beschaffung und Wartung verschiedener Komponenten mit sich, die sich über mehrere Branchen erstrecken. Das größte Problem ist die Größe der Vakuumkammer. Viele EBW-Systeme sind mit Kammern ausgestattet, die nur eine bestimmte Anzahl kleiner bis mittelgroßer Komponenten aufnehmen können, wodurch sie für Branchen, in denen größere Teile geschweißt werden müssen, ungeeignet sind. Untersuchungen zeigen beispielsweise, dass Vakuumkammern nur Komponenten mit einer Größe von bis zu 10 Metern aufnehmen können, was ihren Einsatz im Baugewerbe, im Schiffbau sowie in der Luft- und Raumfahrt stark einschränkt. Ein weiteres Problem sind die Kosten für die Aufrechterhaltung eines Hochvakuums. Die Aufrechterhaltung von Vakuumumgebungen erfordert hochentwickelte und teure Vakuumpumpen, die sowohl den Energie- als auch den Betriebsaufwand erhöhen. Studien zeigen, dass die Wartung des Vakuumsystems bis zu 20 % der gesamten Systemausfallzeit ausmachen kann, was zu Produktivitätsverlusten führt. Darüber hinaus erfordert das Erreichen und Aufrechterhalten eines Hochvakuumzustands einen umfangreichen und sorgfältigen Planungsaufwand, der für Engpassbranchen, in denen Geschwindigkeit an erster Stelle steht, kontraproduktiv ist.
Schließlich kann die Kontamination mit in der Vakuumumgebung schwebenden Partikeln Probleme verursachen. Jegliche Verunreinigungen, ob partikulär oder anderweitig, von Komponenten oder Geräten können die Schweißqualität trotz der abgedichteten Kammer beeinträchtigen. Diese Schwachstelle verdeutlicht die Notwendigkeit strenger Reinraumstandards, die den Arbeitsaufwand und die Zeit bis zum Schweißen erhöhen. Diese und andere Herausforderungen stehen weiterhin im Fokus der laufenden Forschung zur Weiterentwicklung der EBW-Technologie.
Hohe Kosten für Schweißgeräte
Die Anschaffungskosten einer Elektronenstrahlschweißmaschine (EBW) stellen eine lithografische Hürde für die Einführung dieser Technologie in verschiedenen Branchen dar. Anspruchsvolle Schneidelektronenstrahlen kosten zwischen 100.000 und einer Million Dollar, da spezielle Vakuumkammern und leistungsstarke Elektronenstrahlgeneratoren erforderlich sind.
Der Wartungsaufwand verkompliziert das Problem zusätzlich. Für einen Kleinhersteller sind Zehntausende Euro für eine EBW-Maschine, verbunden mit zusätzlichen Betriebskosten für Strom, Kühlung und andere Nebenleistungen, eine enorme Belastung. Die unübertroffene Präzision und erstaunliche Qualität der EBW-Maschine wird durch die exorbitanten Preise überschattet, die für alle außer der Rüstungsindustrie, der Luft- und Raumfahrt und der Automobilindustrie zu teuer sind.
Um diese Kosten zu senken, wurde versucht, die Strahlerzeugung effizienter zu gestalten und Maschinen mit Modulen zu bauen. Schrittweise Kostensenkungen, wie beispielsweise die energiesparende Aushärtung der Komponenten, haben sich in der Strahlsteuerungssoftware als vielversprechend erwiesen.
Herausforderungen im Zusammenhang mit verschiedenen Schweißtechniken
Meiner Ansicht nach hängen die Herausforderungen verschiedener Schweißtechniken für jeden Schweißer von der Anwendung und dem zu verwendenden Material ab. Beispiele für anspruchsvollere Techniken sind das Laserschweißen, das hohe Präzision mit besonderer Liebe zum Detail, Spezialausrüstung und die strikte Einhaltung von Protokollen erfordert. Weitere wichtige Faktoren, die den Schwierigkeitsgrad beeinflussen, sind die Art der Verbindungen, die Ausrichtung der Strahlen und die Eigenschaften der Materialien. Diese Schwierigkeiten lassen sich mit entsprechender Schulung und dem Einsatz moderner Technologien bewältigen.
EBW vs. Laserschweißen: Eine vergleichende Analyse
Sowohl Elektronenstrahlschweißen (EBW) als auch Laserschweißen zählen zu den vertikalen Verfahren hochpräziser Schweißverfahren. Diese beiden Schweißverfahren unterscheiden sich je nach benötigter Ausrüstung, Funktionsanforderungen und spezifischen Anwendungen. Beim Laserschweißen werden beispielsweise Elektronenstrahlen auf einen Laserpunkt fokussiert, wodurch es sowohl für die schnelle Bearbeitung dünner Materialien als auch für Präzision geeignet ist. Beim EBW hingegen wird ein fokussierter Elektronenstrahl verwendet, der Vakuumkammern benötigt und sich daher besser für dickere Materialien und Anwendungen eignet, die tiefe, schmale Schweißnähte erfordern. Obwohl EBW eine höhere Durchdringung bietet, ist Laserschweißen anpassungsfähiger und lässt sich leichter in automatisierte Systeme integrieren. Beide Optionen sind grundsätzlich austauschbar und unterscheiden sich lediglich in spezifischen Projektdetails, Materialdicke, Schweißumgebung sowie dem gewünschten Grad an Genauigkeit und Geschwindigkeit.
Energieeffizienz: Vergleich des Elektronenstrahlschweißens mit dem Laserschweißen
In puncto Energieeffizienz zeichnen sich sowohl das Elektronenstrahlschweißen (EBW) als auch das Laserschweißen durch ihre Funktionsweise aus. Das EBW-Laserschweißen weist eine der höchsten Energieeffizienzen unter verschiedenen Schweißverfahren mit unterschiedlicher Struktur auf, da dank der Energiekonzentration nahezu 95 % der Energie effektiv genutzt werden. Die Effizienz wird in Vakuumumgebungen gesteigert, allerdings kann der Aufbau dieser Vakuumkammern zeit- und energieintensiv sein. In der Massenproduktion macht dieser zeitaufwändige Aufbau jedoch einen Teil des Effizienzvorteils zunichte.
Laserschweißen hingegen verbraucht bis zu 80–85 % Energie, da kein Vakuum erforderlich ist und die Strahlen direkt in den zu schweißenden Bereich gerichtet werden können. Moderne Anlagen nutzen zudem Faserlaser, die eine höhere Leistung erzielen, da sie bis zu 40 % elektrische Energie in Laserenergie umwandeln und so den Energieverbrauch weiter senken. Der zunehmende Einsatz optischer Verfahren wie Strahlformung und adaptiver Optik beim Laserschweißen trägt zudem zur Reduzierung von Energieverlusten und einer verbesserten Leistungssteuerung bei und macht das Verfahren somit zu einem idealen Kandidaten für energiesparende Anwendungen.
Eine Studie zeigte beispielsweise, dass Laserschweißen mit Faserlasern bei der Verarbeitung dünner Edelstahlbleche bis zu 30 % energieeffizienter ist als CO2-Lasersysteme. Dadurch werden Kosten gespart, während gleichzeitig Geschwindigkeit und Genauigkeit erhalten bleiben. Andererseits wird das Elektronenstrahlschweißen (EBW) häufig zum Schweißen dicker Materialien wie Titanteilen in der Luft- und Raumfahrt bevorzugt, da es unter kontrollierten Bedingungen eine unübertroffene Energieeffizienz und hohe Eindringtiefe bietet, insbesondere bei dickeren Materialien.
Geschwindigkeit und Genauigkeit in Schweißsystemen
Jüngste Entwicklungen in der Präzisionsschweißtechnologie haben viele Branchen revolutioniert, da sie Präzision und Geschwindigkeit verbessern und so qualitativ hochwertige Produkte in kürzerer Produktionszeit ermöglichen. Ein Beispiel hierfür sind Laserschweißgeräte, die aufgrund ihres kleinen Fokus und ihrer hohen Anpassungsfähigkeit für ihre Präzision bekannt sind. Nach Erreichen des richtigen Fokus und der Bearbeitung dünner Teile erreichen Hochleistungsfaserlaser Schweißgeschwindigkeiten von 10 Metern pro Minute. Dies macht sie für die Automobil- und Elektronikteilefertigung interessant. Ihre Steuerung vermeidet zudem viele Fehlerquellen, was den Nachbearbeitungs- und Korrekturaufwand reduziert und die Produktionsabläufe weiter optimiert.
Analog dazu ist das Elektronenstrahlschweißen (EBW) außerordentlich präzise, da es im Vakuum arbeitet und so das Kontaminationsrisiko zusätzlich reduziert. Die Eindringtiefe kann bei manchen Anwendungen bis zu 300 mm erreichen, und EBW liefert gleichmäßige und zuverlässige Schweißnähte in dicken Materialien. Untersuchungen zeigen, dass EBW in der Luft- und Raumfahrt- sowie der Nuklearindustrie, wo Zuverlässigkeit entscheidend ist, die Gesamtschweißzeit im Vergleich zu konventionelleren Systemen um 50 % verkürzen kann. Dies ist ein weiteres Beispiel dafür, wie moderne Schweißtechniksysteme die Erwartungen und Anforderungen jeder Branche in Bezug auf Geschwindigkeit, Präzision und Gesamteffizienz nicht nur erfüllen, sondern übertreffen können.
Anwendungsgebiete und schweißtechnische Unterschiede
Zu den Anwendungsbereichen der Schweißtechnik zählen die Luft- und Raumfahrt, die Automobilindustrie, das Baugewerbe, der Schiffsbau, die Nuklearindustrie und die Fertigung. Die Unterschiede liegen in der Energiequelle, der Präzision, der Materialeignung und den Kosten.
| Kernpunkt | EBW | TIG | MIG | Punktschweißen |
|---|---|---|---|---|
| Energiequelle | Elektronenstrahl | Lichtbogen | Lichtbogen | Elektrischer Impuls |
| Präzision | Hoch | Moderat | Niedrig | Niedrig |
| Materialien | Nur Metalle | Verschiedenes | Nur Metalle | Nur Metalle |
| Kosten | Hoch | Moderat | Niedrig | Niedrig |
Referenzquellen
- Entwicklung elektronenoptischer Möglichkeiten zur Herstellung großer Bauteile durch Elektronenstrahlschweißen
- Autoren: T. Dutilleul, R. Widdison, W. Kyffin
- Tagebuch: Schweißen in der Welt
- Veröffentlichungsdatum: 23. Februar 2024
- Zitationstoken: (Dutilleul et al., 2024)
- Zusammenfassung:
- Diese Studie befasst sich mit den Fortschritten in der Elektronenstrahlschweißtechnologie (EBW), insbesondere mit ihrer Anwendung in der Nuklearindustrie für das hochproduktive Schweißen dickwandiger Bauteile. Die Autoren heben den Einsatz des Pro-beam K2000-Systems bei Nuclear AMRC hervor und betonen die Bedeutung der Nachverfolgung von Materialeigenschaften und Fügelinien für die Prozesssicherheit.
- Die wichtigsten Ergebnisse:
- Der Single-Pass-Prozess des EBW verkürzt die Fertigungszeiten erheblich, erhöht jedoch aufgrund der erforderlichen hohen Präzision die Belastung der Bediener.
- Der Nahtverfolger, der eine elektronenoptische Bildanalyse nutzt, ist entscheidend für die Feststellung von Abweichungen und die Gewährleistung einer genauen Ausrichtung beim Schweißen.
- Die Studie zeigt, dass weitere Arbeiten erforderlich sind, um die Zuverlässigkeit des Schweißprozesses auf Grundlage der Ergebnisse des Nahtverfolgers zu verbessern.
- Forschung zum Reibrührschweißen (FSW) und Elektronenstrahlschweißen (EBW) für die Aluminiumlegierung 6082-T6
- Autoren: P. Noga, T. Skrzekut, M. Wędrychowicz, M. Węglowski, A. Węglowska
- Tagebuch: Materialien
- Veröffentlichungsdatum: Juli 1, 2023
- Zitationstoken: (Noga et al., 2023)
- Zusammenfassung:
- In diesem Artikel werden die EBW- und FSW-Verfahren zum Fügen der Aluminiumlegierung EN AW-6082 T6 verglichen. Die Parameter beider Schweißverfahren werden detailliert beschrieben und umfassende Tests zu mikrostrukturellen und mechanischen Eigenschaften vorgestellt.
- Die wichtigsten Ergebnisse:
- Die Festigkeitseigenschaften der EBW-Verbindung waren um 23 % reduziert, während die FSW-Verbindung im Vergleich zum Basismaterial eine Reduzierung um 38 % aufwies.
- Die Studie stellte außerdem erhebliche Unterschiede hinsichtlich der Dehnung zwischen den beiden Methoden fest, wobei EBW aufgrund der Magnesiumverdampfung während des Schweißvorgangs eine geringere Dehnung aufwies.
- Elektronenstrahlschweißverfahren für die Titanlegierung Ti6Al-4V
- Autoren: Zbigniew Wencel, S. Wiewiórowska, P. Wieczorek, A. Gontarz
- Tagebuch: Materialien
- Veröffentlichungsdatum: Juli 1, 2023
- Zitationstoken: (Wencel et al., 2023)
- Zusammenfassung:
- Diese Forschung untersucht den EBW-Prozess für die Titanlegierung Ti6Al-4V und konzentriert sich dabei auf die durch den Schweißprozess hervorgerufenen physikochemischen Veränderungen und die Auswirkungen der Wärmebehandlung nach dem Schweißen.
- Die wichtigsten Ergebnisse:
- Die Studie ergab, dass die Wärmebehandlung nach dem Schweißen die mechanischen Eigenschaften und die Mikrostruktur der Legierung erheblich beeinflusst.
- Es wurde beobachtet, dass die Durchführung der EBW mit einer Geschwindigkeit von 8 mm/s zu einer Verringerung des Aluminiumgehalts führte, dieser jedoch innerhalb akzeptabler Grenzen blieb.
Häufig gestellte Fragen (FAQs)
F: Was ist Elektronenstrahlschweißen?
A: Elektronenstrahlschweißen ist ein Schmelzschweißverfahren, bei dem ein Hochgeschwindigkeitselektronenstrahl als Wärmequelle zum Verbinden von Materialien verwendet wird. Dieser Prozess findet in einer Vakuumkammer statt, um die Streuung von Elektronen zu vermeiden und sicherzustellen, dass der Elektronenstrahl präzise auf das Werkstück fokussiert wird.
F: Wie funktioniert ein Elektronenstrahlschweißgerät?
A: Ein Elektronenstrahlschweißgerät nutzt eine Elektronenstrahlkanone, die Elektronen von einer Kathode emittiert. Die Elektronen werden in Richtung einer Anode beschleunigt und dort zu einem Strahl fokussiert, der auf die zu schweißenden Materialien gerichtet werden kann. Da der Strahl fokussiert werden kann, um eine hohe Leistungsdichte zu erreichen, können schmale und tiefe Schweißnähte erzeugt werden.
F: Was sind die Hauptkomponenten eines Elektronenstrahlschweißgeräts?
A: Die Hauptkomponenten eines Elektronenstrahlschweißgeräts sind die Vakuumkammer, die Elektronenstrahlkanone, die Kathode und die Anode. Jede Elektrode hat einen anderen Zweck: Die Elektronenstrahlkanone erzeugt den Strahl, die Kathode emittiert Elektronen, die Anode beschleunigt sie und die Vakuumkammer sorgt für das für den Prozess erforderliche Hochvakuum.
F: Was sind die Vorteile der Elektronenstrahlschweißmikroskopie?
A: Der Hauptvorteil des Elektronenstrahl-Scannings beim Schweißen liegt in der Fähigkeit des Hochgeschwindigkeitsstrahls, sich auf einen kleinen Bereich zu fokussieren und mit sehr geringer Verzerrung Füllmaterial zu ritzen. Elektronenstrahlschweißen ist hinsichtlich Leistung, Geschwindigkeit und Effizienz äußerst sparsam. Elektronenstrahlschweißnähte sind porenfrei und benötigen kein zusätzliches Füllmaterial. Die präzise Fokussierung macht sie auch für automatisierte Schweißprozesse nützlich.
F: Zu welchen Zwecken wird Elektronenstrahlschweißen eingesetzt?
A: Elektronenstrahlschweißen wird hauptsächlich in der Luft- und Raumfahrt, der Automobilindustrie, der Elektronik und der Energieerzeugung eingesetzt. Es eignet sich zum Schweißen von Metallen mit hoher chemischer und thermischer Reaktivität sowie für Anwendungen, die hohe Präzision und extreme Festigkeit erfordern.
F: Wie ist das Elektronenstrahlschweißen im Vergleich zum Laserstrahlschweißen?
A: Elektronenstrahl- und Laserstrahlschweißen sind beides Präzisionsverfahren, die konzentrierte Energiequellen nutzen. Es gibt jedoch einige Unterschiede: Laserschweißen benötigt kein Hochvakuum, Elektronenstrahlschweißen hingegen schon. Darüber hinaus ist Laserschweißen flexibler hinsichtlich der Materialien und Umgebungen, mit denen es arbeiten kann, während Elektronenstrahlschweißen durch seine Durchdringungsfähigkeit besticht.
F: Kann das Elektronenstrahlschweißen automatisiert werden?
A: Ja, Automatisierung ist in Elektronenstrahlschweißprozesse integriert. Computersysteme können den Fokus des Elektronenstrahls steuern, wodurch viele automatisierte Schweißsysteme konsistente und wiederholbare Schweißnähte erzielen.
F: Ist beim Elektronenstrahlschweißen Füllmaterial erforderlich?
A: Beim Elektronenstrahlschweißen ist in der Regel kein Zusatzwerkstoff erforderlich. Die Energie des Strahls konzentriert sich und schmilzt die Grundteile ausreichend, um sie ohne zusätzliches Material stabil zu verbinden.
F: Welche Faktoren beeinflussen die Strahlleistung beim Elektronenstrahlschweißen?
A: Beim Elektronenstrahlschweißen hängt die Strahlleistung von der Beschleunigungsspannung, dem Strahlstrom und dem Strahlfokus ab. Diese Einstellungen können geändert werden, um die Schweißtiefe und die Gesamtqualität der Schweißnaht zu steuern.
F: Welchen Einfluss hat das Hochvakuum beim Elektronenstrahlschweißen auf den Prozess?
A: Das beim Elektronenstrahlschweißen vorhandene Hochvakuum ist entscheidend, da es die Elektronenstreuung verhindert. Dieser Vorteil ermöglicht eine präzise Fokussierung des Elektronenstrahls auf das Werkstück, was die Durchdringung und die Schweißqualität verbessert.






{kind=link}
{kind=link}
{kind=link}
{kind=link}