
製造・溶接業界では、溶接パイプの芯ずれと呼ばれる問題が繰り返し発生しています。しかし、その影響は見た目の問題だけにとどまりません。芯ずれはパイプラインの構造品質を損ない、流体の適切な流れを阻害し、高額な修理費用や操業停止につながる可能性があります。エンジニア、溶接工、そしてプロジェクトマネージャーは、芯ずれがもたらす様々な影響を理解し、これらの問題を軽減する方法を理解し、高品質な溶接を実現することで、プロジェクトの効率性を高める必要があります。
この記事では、この位置ずれの問題に取り組み、それを防ぐための解決策と、配管溶接作業において優れた品質を維持するための効果的な戦略を提示し、すべてのプロジェクトマネージャーが求める効率性を実現します。そのため、根深い問題の解決を目指す場合でも、ワークフローの改善を目指す場合でも、このガイドは目標達成に大いに役立つでしょう。
パイプ溶接におけるミスアライメントとは何ですか?

配管溶接におけるアライメントとは、溶接工が接合する2つのパイプセクションを、あらゆる側面にわたって垂直および水平に正しく配置することを指します。つまり、すべてのパイプが中心世界軸に対して均等に垂直でなければなりません。
パイプ溶接のずれは、切断と速度の調整が狂うことにより発生する傾向があります。また、クランプが不十分だと、軸を中心に回転しながら、中心から離れた剛体運動面が平行に形成されることもあります。
高さや幅といった測定特性や物理的特性も、測定精度を保証しつつ、アライメントの精度や不正確さの達成に影響を及ぼします。従来の立方体アライメントは非常に有益であることが証明されていますが、中心梁理論のような補足的な概念フレームワークは、多次元回転対称性を促進しながら、結果をさらに前進させる可能性があります。
パイプのずれとその種類の定義
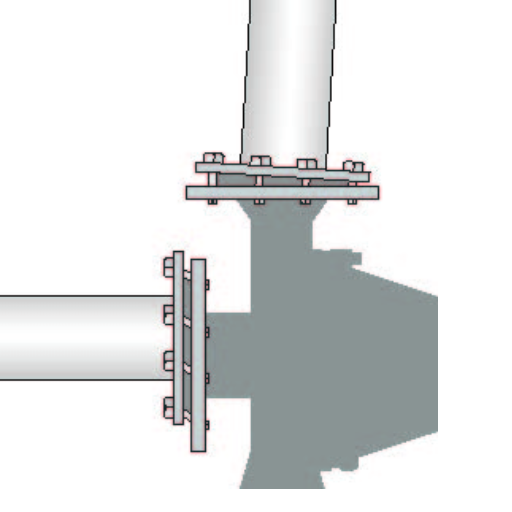
パイプの芯ずれとは、溶接作業中に隣接する2本のパイプの端部が不正確な位置にある場合に発生する現象です。芯ずれは、主にその原因と形状の芯ずれに基づいて、様々な種類に分類できます。以下にいくつかの種類を示します。
- ラジアルミスアライメント:これは、パイプの内面または外面が隣接するパイプのプロファイルと一致していない場合に発生するラジアルエラーです。この状態は、壁厚の違いや不適切なパイプ配置によって発生することがよくあります。
- 軸ずれ:配管の端部が中心軸を共有していない場合に軸ずれが発生します。その結果、配管接合部がオフセットし、応力集中レベルの上昇などの問題が発生します。
- 回転方向のずれ:このタイプのずれは、配管側面の円形の目盛りが一致していない場合に発生します。これは、配管の取り付け時に誤った角度で配管が行われることで発生する、最も一般的なずれの1つです。
- 角度ずれ:パイプ同士が同一平面、つまり平行ではなく、斜めに接合されている状態です。設定ミスやクランプの緩みなどが原因で発生する可能性があります。
有能な溶接工は、溶接のオーバーラップやあらゆる種類のずれが溶接品質、構造溶接の完全性、そして信頼性を損なう可能性があることを知っています。そのため、下水道管理者は精度を厳密に考慮することで、より強固で安全な接続を実現するよう努めています。
パイプ溶接における位置ずれの一般的な原因
「パイプのずれ」の問題は、溶接クランプ、パイプの隙間、セパレーター、ベベルなどにより、パイプの重要な位置合わせ角度を変えてしまいます。
- 不適切な準備手順
配管システムを実現する部品に加え、配管には様々な準備手順があります。位置ずれした部品を接合すると、配管の損傷や金属の極度の溶融といった問題が生じる可能性があります。この統合により、業界全体では、取り付けの不一致による問題の約20%が解決され、綿密な準備作業に伴う恐ろしい問題が解消されたと、他分野の記者が指摘しています。
- デバイスの不適切な使用
部品の不都合な角度にある自由空間は、仮付け溶接の段階で塑性的に破断します。これは、不利な増分でクランプを締め付ける際に発生し、回転またはオフセット角度につながります。そして、前述の理由から、誰かが…オフセットアライメントが回転またはオフセット角度の回転につながる…コースワークを評価するでしょう。発行された作業手順書が示唆するように、溶接工程で使用されるクランプツールは、基本的なものではなく、パイプを所定の位置に保持します。
- 熱の問題
溶接工は、生の熱や多孔質の充填が問題だと言います。喫煙者は、熱による熱膨張を無視し、枠のフリービーは、フィット感の良い船型構造を求愛します。この構造は、双角に沿って切断され、細かく塗布された参照粉末が接頭辞となり、重要な流体上のギャップワイヤを燃焼させる源となります。様々な文献において、境界に基づく多くの要因が位置ずれの変動を引き起こすと主張され、目撃されています。
- 材料とパイプの不規則性
鋸切断による肉厚、鋸切断によるパイプの楕円度、断面のずれといったパイプ製造上の不一致は、アライメントに影響を及ぼす可能性があります。国際パイプライン研究評議会(PRCI)の調査によると、パイプライン建設において発生する溶接問題の約10%は材料欠陥が原因であることが示されています。
- アライメント構成の間違い
見積もりミス、測定漏れ、セットアップ時の不適切な変更修正、知識不足などは、いずれも人為的ミスに該当し、配管のずれの主な原因となります。これらの未チェックのエラーに対処するには、堅牢なトレーニングと品質管理プロセスが不可欠です。
ミスアライメントが溶接品質に与える影響
溶接におけるミスの中でも、位置ずれは最も重大な結果をもたらすミスの一つとされています。溶接が不十分だと耐久性が低下し、位置ずれした部品は常に構造物に負担をかけます。パイプラインはこれらの応力を受ける側となり、適切な引張強度を維持するために必要な注意を払うコストが増加します。位置合わせの精度を高めることは困難な作業となりますが、監視システム、レーザーツール、リアルタイム調整ツールなどの最新ツールを活用することで、この問題は解決できます。さらに、適切な品質管理対策を講じることで、適切な施工を行う前に、こうした見落としがちな「誤った基準」を検出できます。
パイプ溶接の位置ずれを診断するには?

この問題の診断においては、監視と可視化が主要な手法となります。正しいアライメントを実現するには、パイプの適切な設置位置を選ぶことが重要です。水準器、ギャップゲージ、さらにはレーザー機器も、適切なアライメントを証明します。レーザーテストは常に最良のシナリオを想定し、それを確認・承認します。放射線や超音波などの非破壊検査方法を用いて、溶接オーバーヘッドが基準を満たしていることを確認する必要があります。仮説的な高額なコストに対処するよりも、予防が常に重要です。定期的にチェックイン時間を設定し、プロセスにおける重要なマイルストーンを設定することで、予期せぬ差異を確実に特定し、コストのかかるエラーを未然に防ぐことができます。
測定のためのツールと技術
ノギス、レーザー測定システム、CADモデリングといった精度の高いツールは、従来の機器と測量システムを調和させ、合理的なビジョンを提示し、最新のテクノロジーと統合する上で最適です。デジタルゲージなどのツールは、手作業による測定に必要な精度を維持しながら、ハイテク機能を追加します。現代のテクノロジーは、高度な3Dスキャン機能によって、さらに高度な測定を可能にします。これらのアルゴリズムを使用することで、精度を阻害する要因を最小限に抑え、全体的な品質を向上させます。
溶接工程における位置ずれの特定
不十分な初期準備、不適切な固定、熱変形による不均一な熱分布などは、いずれも溶接中に位置ずれを引き起こす可能性があります。これらの問題を特定し、修正することは、溶接部品の構造的完全性と機能性を維持するために不可欠です。溶接工は、溶接前後の接合部の位置合わせを目視で確認するという、最も基本的な手法を使い続けています。超音波検査や放射線検査による非破壊検査(NDT)などのより高度な手法は、全体的な位置合わせやその他の内部破損の評価を可能にします。最先端のレーザーアライメント装置や最新のデジタル測定ツールは、基準からの逸脱を体系的に特定します。適切な計画と実績のある手法の遵守により、これらのツールのアプローチを組み合わせることで、キャビテーションを排除し、溶接構造の強度を向上させることができます。
目視検査と計測技術
計測技術は正確で、再現性があり、客観的です。一方、目視検査は主観的です。高度な測定ツールは客観的で再現性のある結果を提供しますが、目視検査は迅速な結果をもたらしますが、その一方で非常に主観的です。
| 側面 | 外観検査 | 計測技術 |
|---|---|---|
|
速度 |
対応時間 |
穏健派 |
|
精度 |
ロー |
ハイ |
|
費用 |
ロー |
ハイ |
|
主観 |
ハイ |
ロー |
|
ツールが必要 |
最小限の |
専門の |
パイプのずれに対する許容範囲はどのくらいですか?
配管の芯ずれに関する許容範囲は、ASME、API、その他適用されている規格やコードによって異なります。溶接継手におけるオフセットの隙間は、ほとんどの場合、1/16インチ(1.6mm)から1/8インチ(3.2mm)の範囲です。高圧システムや重要なシステムでは、適切な芯ずれを維持し、応力集中を最小限に抑えるために、厳しい許容範囲が設けられることがよくあります。正確な要件を確認するには、必ず該当する規格またはプロジェクト仕様を参照してください。
パイプ溶接におけるHi-Lo許容差の定義
これらの許容差は、内部面または外部面のいずれの文脈においても単一とみなされるため、まとめて扱われます。この場合のHiとLoは、表面上の鏡面投影と、中心が交わらない半分207の周囲の輪郭を指します。パイプ溶接におけるHi-Loは、溶接接合部におけるパイプ両端間の許容オフセット範囲、つまりずれの度合いを指します。このずれの度合いは、達成される溶接強度と、パイプ内の一定圧力における流量を決定するために使用され、これにより健全で耐久性のある溶接とみなされます。Hi-Loゲージまたは測定器は、この作業のために特別に設計されており、測定はこれらのツールを用いて行われます。この結果、応力の不均衡が阻止され、より良い流れが促進され、ASMEやAPIなどの規格や溶接基準、または当該プロジェクトに関連するそれぞれの規格が遵守されることが保証されます。
ミスアライメント許容値に関するASME規格
ASME規格のセクションIXおよびB31.3では、溶接作業における位置ずれ許容範囲が詳細に規定されています。これらの規格では通常、配管の直径と肉厚に基づき、Hi-Lo(内部位置ずれ)の許容範囲を1/16インチ(1.6 mm)から1/8インチ(3.2 mm)と定めています。これらの位置ずれ許容範囲であれば、溶接部の強度が十分で、応力集中の可能性が最小限に抑えられ、配管システム内の流量効率も適切になります。エンジニアが構造物、システム、機械の安全性を確信するには、これらの許容範囲を満たす必要があります。エンジニアリング仕様への適合とシステムの安全性を確保するには、溶接工と検査員がこれらのパラメータを厳密に遵守する必要があります。
異なるパイプ壁厚の許容差の計算
パイプ壁厚の許容差を決定するには、最小壁厚、製造プロセスの許容差、または ASME B31.3 で指定された制限などの基準を考慮する必要があります。
| 側面 | Details |
|---|---|
|
最小厚さ |
圧力、材質、安全性の要因に基づきます。 |
|
公差 |
通常、公称厚さの -12.5% です。 |
|
規格 |
ASME B31.3、ASTM ガイドライン。 |
|
腐食 |
予想される腐食に対する余裕を追加します。 |
|
Verification |
実際の厚さが計算された最小値以上であることを確認します。 |
溶接接合部のずれをどのように特定するか?
溶接継手のずれは、溶接継手の構成要素を目視検査することで確認できます。溶接されるパイプやその他の部品の端面間に、軸方向の段差がないか確認してください。正確な測定には、定規、水準器、またはレーザーアライメント装置を使用してください。接合部に隙間があれば、たとえ注意深く観察したとしても見逃すことのできないずれが生じている可能性があります。したがって、隙間の検出は、肉眼で観察できる明確な分子特性です。溶接工程中の継続的な監視と徹底した溶接前検査により、適切に位置合わせされた溶接を実現できる可能性が大幅に高まり、重大な位置合わせ関連の問題のリスクを最小限に抑えることができます。
溶接ずれの目視検査技術
今日利用できる高度な技術をもってしても、溶接継手の位置ずれを見つけるという目的には依然として、目視検査と従来の重要な位置合わせチェック方法を組み合わせることで役立ちます。まず、十分な可視性を確保するために顕微鏡の照明を使用して、溶接部の周囲を検査します。レンズまたは電子検査ツールを使用して、特に傷、ひび割れ、過剰溶接、または気孔の境界内で表面の異常がないか確認します。溶接部とその構成要素の輪郭を厳密に評価すると、断面の位置合わせのギャップが頻繁に明らかになります。コンピューター支援スキャン デバイスや AI を搭載した拡張現実検査プログラムなどの最新システムにより、検査官が従来の方法では通常見逃してしまう詳細をより迅速かつ正確に特定できます。このような高度なソリューションを確立された手法と組み合わせて適用することで、検査官は位置合わせの悪化した問題を検出し、溶接部の全体的な品質を大幅に向上させることができます。
ゲージを使用してずれを測定する
ゲージは、溶接のずれを業界標準に照らして検査し、精度を確保するための重要な補助器具です。溶接継手のずれを特定し、製品の非構造的欠陥をマークするのに役立ちます。非構造的欠陥は、最終製品の構造的完全性に深刻な影響を与えます。隅肉溶接ゲージ、ギャップゲージ、ブリッジカムゲージなどの機器は、特殊な測定単位として使用されます。
これらのシンプルな機器には、様々な用途があります。例えば、ギャップゲージは、溶接開始前の接合部内の隙間の位置を測定し、部材の位置合わせに役立ちます。ブリッジカムゲージは、準備角度、アンダーカット、レーザーフィリング、ギャップを評価できるため、複数のパラメータを評価するのに最適です。最後に、隅肉溶接ゲージは、ジャグや旋盤プレートの隅肉溶接のサイズと形状を確認し、規定の要件を満たしているかどうかを確認するために使用されます。
引用されている業界調査によると、溶接構造物内の位置ずれは、構造物の耐荷重能力の約30%の低下につながります。最新の機器の活用により、検査員は0.5mmから1mmという高い精度を達成できるようになりました。これは、工具を使用しない場合の推定精度と比較して大幅に向上しています。さらに、レーザーを用いたデジタル溶接ゲージなどの最新の技術革新により、検査速度と精度が飛躍的に向上しています。これらのデジタル機器は、多くの場合、リアルタイムでのデータロギングとデータ可視化機能を備えており、品質管理チェックの改善やISO 5817やAWS D1.1などの規格への準拠に役立ちます。
溶接作業者が検査段階でゲージを使用し、定められた標準ガイドラインに沿って作業を実施すれば、精度は向上します。同時に、高額な修理費用や安全上の懸念につながる欠陥のリスクも大幅に軽減されます。
参照ソース
-
張力を受ける船体板金溶接部のずれの影響 – 溶接の不一致が船体の張力状態に与える影響を分析します。
-
軽量船体構造物の疲労挙動における溶接誘起変形の影響のモデル化 – 軽量船舶構造物の疲労寿命に対する変形ずれプロセスの影響を調査します。
-
船体板金溶接部のミスフィットとミスマッチの影響に関する実験的研究 – 溶接された船舶板接合部の不一致およびずれから生じる機械的影響を調査します。
- 中国のトップ溶接回転子メーカーおよびサプライヤー
よくある質問(FAQ)
Q: パイプ溶接におけるハイローミスアライメントとは何ですか?
A: ハイローミスアライメントとは、接合部における2本のパイプ端面間の垂直方向のずれのことを指し、片方のパイプが高すぎたり低すぎたりする状態を指します。このミスアライメントは、溶接接合部全体の健全性に影響を与え、パイプラインに潜在的な問題を引き起こす可能性があります。
Q: 高低のずれは溶接品質にどのような影響を及ぼしますか?
A: 位置ずれは、溶接金属の溶融不良や溶け込み不足につながる可能性があります。これにより健全な溶接状態が損なわれ、欠陥のリスクが高まり、溶接継手の疲労強度が低下する可能性があります。
Q: パイプジョイントの変形の一般的な原因は何ですか?
A: 配管継手の変形の一般的な原因としては、溶接時の熱膨張、不適切な配管位置調整、設置時に加わる外力などが挙げられます。これらの要因により、角度歪みやその他の位置ずれが生じ、溶接部の完全性に影響を与える可能性があります。
Q: パイプの面取りによって高低差のずれをどのように軽減できますか?
A: パイプのベベル加工により、パイプの端部に傾斜面が形成され、溶接時のフィット感が向上します。これにより、パイプの位置ずれの影響を最小限に抑え、より均一な溶接ビードと溶接の融合を実現し、接合部の品質が向上します。
Q: 溶接後の熱処理は、ずれの管理にどのような役割を果たしますか?
A: 溶接後の熱処理は、溶接工程で生じた残留応力を軽減し、歪みや位置ずれの影響を軽減するのに役立ちます。また、接合部の疲労特性を向上させ、全体的な耐久性を高める効果もあります。
Q: ハイローのずれの影響を最も受けやすい溶接の種類は何ですか?
A: 突合せ溶接は、垂直方向のずれが溶接金属の溶け込みと融合に重大な影響を与えるため、特に高低位置ずれの影響を受けやすいです。隅肉溶接も影響を受ける可能性がありますが、その程度はより低くなります。
Q: 溶接前に適切なパイプの位置合わせを行うにはどうすればよいですか?
A: 溶接前にパイプを正しい位置に固定するアライメントツール、クランプ、固定具を使用することで、適切なパイプアライメントを実現できます。正確なアライメントは、高低差による位置ずれを防ぎ、溶接を成功させる上で不可欠です。
Q: ずれを防ぐ上での溶接準備の重要性は何ですか?
A: 適切な洗浄と面取りを含む溶接準備は、溶接面の適合性と密着性を確保するために不可欠です。これにより、位置ずれのリスクが最小限に抑えられ、より堅牢で健全な溶接が可能になります。
Q: 溶接継手の疲労強度は位置ずれによってどのような影響を受けるのでしょうか?
A: ミスアライメントは、ノッチ応力を発生させ、溶接部に弱点を生じさせるため、溶接継手の疲労強度を低下させる可能性があります。これは、繰り返し荷重条件下では早期破損につながる可能性があります。
Q: パイプライン内の既存の高低の不整合に対処するために推奨されるアプローチは何ですか?
A: 推奨されるアプローチとしては、ずれの程度を評価し、適切な工具や方法を用いてずれを修正し、溶接品質を再評価することが含まれます。場合によっては、構造の完全性を確保するために、再溶接や追加の補強が必要になることもあります。






{kind=link}
{kind=link}
{kind=link}
{kind=link}