

焊接是建築、製造、汽車維修甚至藝術等各行各業都必不可少的基本技能。無論您是經驗豐富的焊接專家,還是充滿好奇心的新手,了解不同類型的焊接設備和焊接工藝對於為您的專案選擇正確的焊接方法都至關重要。此外,特定的焊接技術有其自身的特點、應用和優勢,這些主要取決於材料的性質和焊接條件。因此,在本文中,我們將討論一些主要的焊接方法,您可以依靠它們做出明智的決策,並深入了解這項不可或缺的技能的複雜性。您將踏入令人驚嘆的焊接機世界,體驗其豐富的功能!
焊接工藝概述

什麼是焊接?
焊接是一種工業方法,主要透過施加高溫(有時也加壓)來熔化兩種或多種材料(通常是金屬或熱塑性塑膠)的界面,使其重新融合成一體。焊接過程中通常使用填充金屬來修復接頭,使其與最終產品融合。目前使用的焊接方法多種多樣,從已淘汰的焊接方法到雷射焊接和摩擦攪拌焊接等尖端技術。焊接接頭的優點在於其堅固耐用,即使在最惡劣的條件下也能正常運作。此外,焊接技術不斷發展,這使得它不僅是一個逐漸消亡的領域,而且還是一個在解決棘手工程問題的同時不斷開拓新領域的領域。
不同類型焊接的重要性
每種焊接方法都有其優缺點,因為它們可以支援基於材料、設計和一般操作條件而具有特定要求的不同行業。例如,焊條電弧焊接 (SMAW) 是適應性最強、應用最廣泛的焊接方法之一,它在建築和維修工程中非常受歡迎,因為它可以處理重型材料,並且可以在戶外焊接等嚴苛環境下使用。相反,氣體保護金屬極電弧焊 (GMAW) 不僅效率高,而且精度高,因此對於速度和精度都至關重要的生產作業而言,它是首選技術。
另一方面,由於飛機和汽車製造等精密工業的蓬勃發展,雷射和摩擦攪拌焊接等現代焊接技術的需求量很大。雷射焊接因其能夠焊接出極小且清晰的焊點而廣受認可,常用於需要極小熱變形的高科技項目。而摩擦攪拌焊接則非常擅長將鋁等光敏和熱敏材料熔合在一起,這對於提高當前汽車和飛機的燃油經濟性至關重要。
除了焊接的各種行業應用外,全球趨勢和數據也使其備受關注。人們對環保節能焊接技術的興趣日益濃厚,這與永續生產實踐的趨勢相輔相成。此外,自動化也成為製造商的焦點,其中包括機器人焊接系統,因為對可規模化大量生產的需求日益增長。這些趨勢反映了焊接技術在現代工程流程和應對未來全球挑戰中日益重要的地位。
焊接的常見應用
焊接是各行各業必不可少的工藝,因為它可以用於重要基礎設施的建造和維修。根據搜尋引擎的最新信息,汽車生產、太空技術和地基工程是搜尋量最大的主要焊接應用領域。在汽車生產領域,焊接是生產車架的主要技術,這使得汽車不僅堅固,而且符合安全措施。在航空航太領域,焊接用於製造既輕又足夠堅固的零件,可用於飛機和太空船。橋樑、管道和摩天大樓的建設對精度和強度至關重要,是基礎設施建設中焊接應用的主要領域。所有這些應用都揭示了焊接在技術發展和全球工業支援過程中的根本性貢獻。
MIG焊接
什麼是 MIG 焊接?
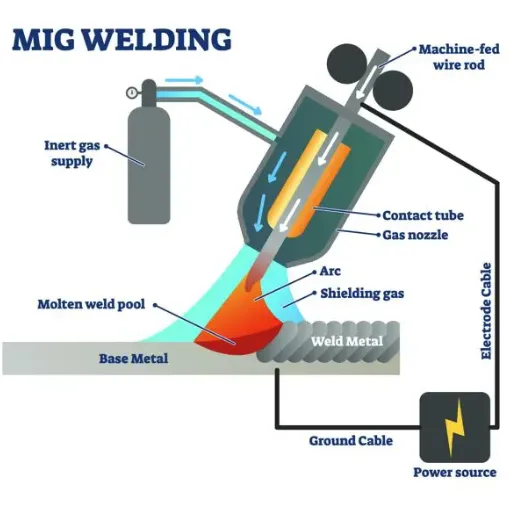
MIG 焊接是金屬惰性氣體焊接 (Metal Inert Gas Welding) 的縮寫,是最受歡迎的焊接技術之一,採用連續實心焊絲。焊接過程中熔化的焊絲透過焊槍送入焊接槍,並由惰性氣體(通常是氬氣或氬氣和二氧化碳的混合)保持。惰性氣體清潔無雜質,焊接過程快速,對操作人員的技能要求極低,並且能夠獲得極其清潔和高品質的焊接。上述特性使 MIG 焊接在各個領域都廣受歡迎。這些領域包括但不限於汽車製造、維修和建築,尤其是在需要快速乾燥生產力材料的領域。
MIG焊接設備
MIG 焊接是一種需要專用設備才能實現牢固且清潔的焊接的工藝。基本的 MIG 焊接設定包括:
- 焊接機(電源): 它提供在焊絲和工件之間產生電弧所需的電流。現今的MIG焊機功能豐富,包括可調節的設置,能夠適應不同類型和厚度的材料。
- 焊絲(電極): 一卷可連續展開的焊絲既可用作電極,又可用作填充材料。焊絲的選擇取決於待焊接的金屬材質,例如碳鋼、不銹鋼或鋁。
- 保護瓦斯及調節器: 保護氣體是氬氣和二氧化碳的混合氣或純氬氣(取決於材料的類型),用於保護焊接區域免受大氣中氧氣和其他氣體的侵害。氣體調節器用於在焊接過程中保持所需的氣體壓力和流量。
- 焊槍(焊炬): 焊槍將焊絲、電流和保護氣體引導至焊接接頭的正確位置。現代焊槍通常採用易於操作的設計,並配有扳機控制功能,以提高使用者的舒適度和精確度。
- 送絲機: 送絲機是將焊絲以恆定的速度送入焊槍的機械,對電弧穩定性有很大的作用。
- 防護用具: 焊接過程中的安全設備標準包括自動變暗濾光焊接頭盔、手套和保護焊工免受火花、紫外線輻射和熱量傷害的防護服。
- 接地夾: 這是將工件連接到電源的部分,從而形成焊接所需的電路。
使用正確的設備不僅可以保證焊接的高品質,還可以提高 MIG 焊接在不同應用中的效率。
MIG焊接的優點和缺點
✓ 優點:
- 方便使用的: 由於操作簡單且可以連續送絲,MIG 焊接對於初學者來說是一個簡單的過程。
- 速度和產量: 與其他方法相比,它可以更快地完成焊接,這就是為什麼它通常用於生產率高的行業。
- 靈活性: 它可以焊接不同類型的金屬,從不銹鋼到鋁到低碳鋼,以及各種厚度。
- 減少混亂的焊接: 產生的濺鍍很少,因此焊接後清潔也不多。
- 與自動化相容: 它可以輕鬆實現工業應用的自動化,從而保證一致且高品質的結果。
✗ 缺點:
- 設備成本: 與其他方法相比,包括 MIG 焊接機和保護氣體在內的初始投資可能非常高。
- 氣體需求: 由於需要保護氣體,因此便攜性較差,且不適合在有微風或戶外條件下使用。
- 精度限制: 它不像 TIG 焊接那樣精確,因此對於非常注重細節的任務來說它可能是一個缺點。
- 材料限制: 對於超厚材料或需要高技能勞動力的金屬可能會有困難。
- 保養: 需要維護氣流和送絲系統,這增加了操作難度。
根據最新的數據和反饋趨勢,可以肯定地說,MIG 焊接因其高效性和易操作性而繼續成為最受歡迎的焊接方法。然而,如果使用者更重視精度、便攜性或成本,他們通常會考慮 TIG 或藥芯焊絲焊接。
氬弧焊

什麼是 TIG 焊接?
TIG 焊接,也稱為其縮寫,是一種非常精確的焊接工藝,它使用非消耗性鎢電極,以惰性氣體(通常為氦氣或氬氣)作為保護氣體進行焊接,因此得名(鎢惰性氣體)。這種方法非常複雜且需要熟練的技術,因此可以產生更清潔、更高品質的焊接。 TIG 焊接是一種非常有名的方法,因為它可以焊接不銹鋼、鋁,甚至鎂。搜尋引擎的最新統計數據顯示,TIG 焊接是一個受到專業人士和業餘愛好者廣泛關注的研究領域,尤其是那些優先考慮焊接美觀和精確度的人士。與 MIG 焊接和其他技術相比,TIG 焊接可能需要更多的時間和技能,但它仍然是各個行業的首選方法,因為精度、強度和外觀是高度重視的因素。這些行業包括但不限於航空航太、汽車和藝術品製造。
TIG焊接所用設備
TIG 焊接的特點是需要一套精確且高標準的工具。其主要設備是一台焊接機,負責控制輸出功率並為整個焊接過程提供所需的電流。焊接電弧由非消耗性鎢極產生,據稱這種電極在整個焊接過程中都能提供精確度和耐用性。為了保持焊接區域清潔,通常會使用氬氣或氬氦混合氣等保護氣體對焊接區域進行處理,以防止氧化和污染。此外,在連接工件時,通常使用與母材相同材料製成的焊條。其他必要的工具包括:用於打開和關閉加熱裝置的腳踏板或指尖、用於盛放焊接氣體的氣瓶,以及手套、焊接面罩和合適的工作服等安全裝備。
根據最近的搜尋數據,我們可以發現,先進的TIG焊接機,尤其是逆變焊接機,正日益成為人們最熱衷的焊接方式。逆變焊機的輕量化設計、節能高效以及增強的控制功能,使其對專業人士和業餘愛好者都極具吸引力。從網路和其他使用者學習TIG焊接設備的各個方面,也有助於使用者獲得符合特定產業需求的最佳品質工作。
TIG 焊接的優點和缺點
TIG(鎢極惰性氣體保護焊)是一種大家都認可的焊接工藝,其優缺點顯而易見,因此,如果綜合考慮其優點,其缺點就會被忽略。因此,應根據具體情況並權衡所有因素,考慮是否採用此方法:
✓ 優點:
- 高品質焊縫 – TIG 焊接可產生非常精確和整潔的焊縫,飛濺很少,無需二次清潔,因此非常適合關鍵或美觀的應用。
- 多功能性 – 此焊接工藝幾乎可用於所有類型的金屬,如不銹鋼、鋁、鎂甚至特殊合金,因此具有極高的適應性。
- 優秀的控制能力 – TIG 焊接過程受到嚴格控制,因此可以很好地控制焊接過程,操作員甚至可以同時熔化金屬和運行焊道,這確實是一種用於複雜項目以創造所需效果的工藝。
- 無需填充材料 – 對於某些接頭,TIG 焊接無需使用任何額外的填充材料即可完成,從而最大限度地減少浪費並簡化製程。
✗ 缺點:
- 進程較慢 – 與 MIG 或焊條焊接等其他焊接技術相比,TIG 焊接過程較慢,導致產量較低,因此不是高產量環境的最佳選擇。
- 技能依賴型 – 要求操作員達到最高水平的技能和經驗以及對精度的要求的另一個複雜性來自於這樣一個事實:在使用腳踏板的同時維持割炬操作變得更加困難。
- 設備成本較高 – 所使用的逆變器 TIG 機和惰性氣體等專用設備使得 TIG 焊接比其他焊接更昂貴。
- 不適合厚金屬 – 對厚材料應用 TIG 焊接效率不高,因為速度慢,並且需要操作員付出很大努力才能達到穿透點。
總體而言,雖然TIG焊接通常被認為是一種精確且清潔的焊接技術,但該工藝的主要缺點是需要高技能的操作員。另一方面,它的主要缺點是速度慢。結合您的專案需求,權衡這些利弊,有助於確定TIG焊接是否適合您的需求。
焊條焊(SMAW)
什麼是棒焊?
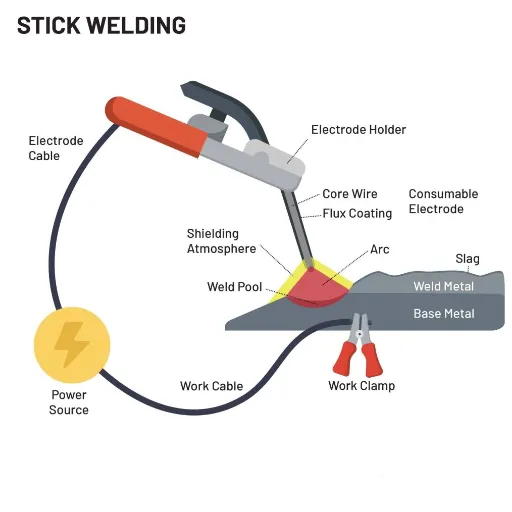
焊條電弧焊,也稱為手工焊條電弧焊 (SMAW),是眾多電弧焊工藝之一,它藉助人手和塗有焊劑的自耗電極進行金屬焊接。焊條或電極是熱源,在電極尖端和工件之間產生電弧,從而熔化電極和母材,形成牢固的焊接。電極上的焊劑塗層熔化後形成一種氣體,在電極和母材焊接過程中保護焊接區域免受大氣污染。因此,可以確保牢固、乾淨的焊接連接。
焊條焊接的最大優勢在於其操作方式多樣。它適用於多種材料,例如鋼、鑄鐵、鉻鋼等。此外,無論天氣如何,即使在有風的條件下,室內或室外焊接均可進行。此外,這種焊接方法經濟實惠,所需設備和準備工作也較少。然而,由於焊條焊接的品質很大程度上取決於焊條位置、焊行速度和電弧長度等因素,因此焊條焊接也需要大量的實踐和技巧才能每次都達到相同的水平。業界已經找到了解決這些難題的方法,由於其靈活性和可靠性,焊條焊接仍然是建築、維修和工業應用領域的首選方法。
焊條焊接所用設備
焊條焊接,也稱為焊條電弧焊 (SMAW),需要一些基本設備才能操作並確保焊接品質。主要部件包括:
- 焊接機: 這是電弧的電源。根據需要,可以是交流電、直流電,也可以是直流電和交流電混合使用。
- 電極(棒): 焊條是通電後焊接在一起的金屬棒。焊條根據成分和尺寸進行分類,具體取決於被焊接材料和用途。
- 電極支架: 這是一種專門設計用於緊緊固定電極但仍允許在焊接過程中進行一些移動和控制的儀器。
- 接地夾: 這是連接焊接設備與工件並完成電路的關鍵配件。
- 防護用具: 安全第一,因此焊工要配備鏡片可自動變暗的面罩、手套、防火外套和鋼頭靴,以防止燒傷、高溫或紫外線。
- 焊接電纜: 需要非常堅固的電纜將電流從機器通過支架傳輸到焊接件並傳輸到接地夾。
- 鑿錘和鋼絲刷: 它們用於清潔焊接區域並去除銲渣以獲得光滑和拋光的表面。
Miller 和 Lincoln Electric 等供應商推出的現代化逆變焊機改變了焊接技術的格局。由於其便攜性和節能性,它們如今已廣泛應用於工業環境和業餘愛好者。這些設備的移動性和靈活性使焊條焊接在許多行業中仍然是一種寶貴的技術。
焊條焊接的優缺點
✓ 優點:
- 多功能性 – 焊條焊接可用於多種不同類型的材料,例如鋼、不銹鋼和鑄鐵,這使其適應性強,適用於許多項目。
- 成本效益 – 與其他焊接方法相比,該設備和電極的成本相當低,專業人士和業餘愛好者都能負擔得起。
- 可移植性 – 焊條焊接特別是基於逆變的焊接機,體積小、便攜,因此適合戶外或現場工作。
- 惡劣條件下的有效性 – 該方法不會讓外部環境影響其性能;它可以在其他程序可能失效的大風或潮濕條件下很好地工作。
- 無需外部氣體 – 與焊條焊接一樣,使用塗有焊劑的電極意味著不需要外部氣瓶,從而降低了成本並增加了便利性。
✗ 缺點:
- 進程較慢 – 焊條焊接比其他工藝(例如 MIG 或 TIG)需要更多時間,尤其是在大型專案中。
- 更高的技能要求 – 使用焊條焊接時,需要大量的練習和技巧才能產生乾淨且優質的焊接。
- 過度爐渣清理 – 焊接後必須清除焊條上的熔渣,這會增加工程工期。
- 有限的薄金屬應用 – 對於薄材料應避免使用焊條焊接,因為它很容易造成燒穿。
- 電極更換 – 不斷更換電極可能會減慢操作速度,尤其是在長時間焊接作業的情況下。
透過分析其優缺點,我們可以得出結論:由於焊條焊接具有便攜性、多功能性和成本效益,它仍然是值得使用的方法。不過,對於高精度應用或快速生產速度,焊條焊接可能不適合。
藥芯焊絲電弧焊 (FCAW)
什麼是藥芯焊絲?
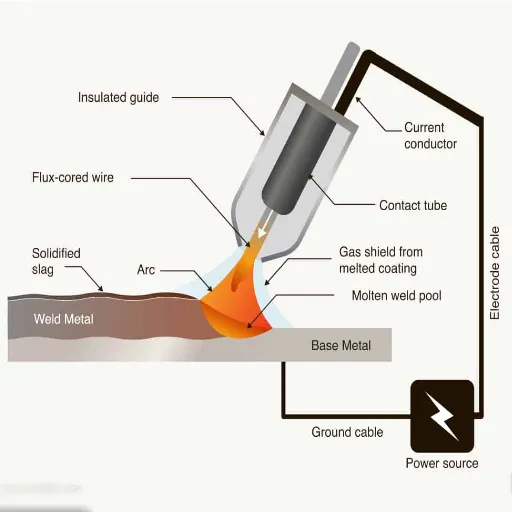
藥芯焊絲電弧焊 (FCAW) 是一種可分為半自動和全自動的焊接工藝,使用填充有藥芯的連續擠壓管狀電極。電極中的藥芯具有多種功能,包括產生保護氣體、穩定電弧以及防止熔池被空氣污染。通常情況下,該工藝無需使用外部保護氣體,這也是它在戶外作業(例如風可能導致氣體覆蓋中斷的作業)中受到青睞的主要原因。 FCAW 是一種快速焊接方法,常用於建築、造船和重型製造,其主要優勢是焊接強度高、品質高。此工藝用途廣泛,可焊接各種金屬,例如鋼、不銹鋼和鑄鐵,且 FCAW 工藝在加工較厚材料方面表現出色。
藥芯焊絲焊接設備
藥芯焊絲電弧焊 (FCAW) 工藝採用了先進的設備,確保卓越的性能和最高品質的焊接。此製程的基本設備包括三個基本部件:藥芯焊接機或電源,可提供所需的電壓和電流。送絲機也非常重要,因為它可以將藥芯焊絲連續送入焊槍。專為藥芯焊絲設計的焊槍連接到電源和送絲機。
然而,合適的個人防護裝備 (PPE) 至關重要,它包括操作員佩戴的帶自動變暗鏡片的焊接頭盔、耐熱手套以及由阻燃材料製成的耐用工作服。有時,可能需要使用氣瓶進行保護;選擇自保護或氣保護藥芯焊絲將決定是否需要氣瓶。其他輔助設備包括接地夾、鑿錘以及用於焊接和母材處理的鋼絲刷。現代焊接設備融合了先進的技術,包括數位控制、卓越的送絲機和緊湊的設計。
藥芯焊絲焊接的優缺點
藥芯焊絲焊接,又稱FCAW(藥芯電弧焊),是建築和製造業常用的主要焊接工藝之一。本文將結合最新數據與專業判斷,探討此焊接製程的優缺點。
✓ 優點:
- 高沉積速率: 這種焊接工藝比其他焊接工藝沉積速度更快,因此是大規模應用的最佳選擇。
- 戶外卓越性能: 這個過程不受風力條件或外部氣體的影響,因為電線內部的助焊劑與外部氣體發揮相同的作用。
- 材料的多功能性: 它對現代方法的依賴性較小,例如,即使鋼和不銹鋼很厚,它也能有效地穿透它們,並且仍然適用於重型專案。
- 易於使用: FCAW 只需要對母材進行少量預清潔,這樣可以減少準備的時間和精力。
- 成本效益: 其高效率和多功能性使其成為滿足多種焊接需求的經濟高效的解決方案。
✗ 缺點:
- 需要清除爐渣: 焊劑芯會留下銲渣,焊接後必須將其清除,這會導致更長的清理時間。
- 孔隙度的可能性: 如果沒有採用適當的技術或存在不利的環境因素,則可能會出現孔隙度,從而損害焊接的強度。
- 產生更多煙霧: 與 MIG 焊接相比,FCAW 製程會產生更多的煙霧,因此必須採取適當的安全措施和通風。
- 專業設備: 該方法需要特殊的 焊接機 以及可能不是每個操作員都能獲得的消耗品。
- 在薄金屬上的應用有限: 對於薄材料來說,FCAW 並不是最好的工藝,因為過熱會導致翹曲或燒穿。
最終,項目的性質將決定藥芯焊絲是否是最佳選擇。雖然其效率、適應性和在惡劣條件下的性能非常吸引人,但在做出決定時,應始終考慮焊接後清理和安全性等缺點。
焊接機的類型

焊接機概述
如今,焊接機已成為建築、金屬加工和其他多個行業中的必備設備,而不僅僅是奢侈品或木工工具,因為它們能夠透過不同的焊接工藝將金屬連接在一起。此外,每台焊接機都只適用於一種焊接工藝;這些工藝可能是熔化極惰性氣體保護焊 (MIG)、鎢極惰性氣體保護焊 (TIG)、焊條電弧焊 (SMAW) 或藥芯焊絲電弧焊 (FCAW)。相比之下,每台焊接機的性能取決於材料的選擇和項目的要求。
現代焊接設備經歷了重大的創新和發展,透過技術手段提升了焊接精度、效率和用戶友好度。例如,逆變焊機因其重量輕、能耗低和性能穩定而變得非常普遍。由於其機動性和對不同焊接作業的適應性,逆變焊接機經常用於汽車維修、建築和工業等領域。
考慮到這些趨勢,機器製造商開始更加重視焊接機的數位介面以及其他智慧功能。例如,一些頂級型號具有可調電壓和電流設定、針對特定焊接類型的各種預編程模式以及即時監控等功能。這不僅有助於提高焊接質量,還減少了焊接新手的教學工作量。
焊機的選擇必須基於待焊材料、其最厚厚度以及項目規模。對於業餘愛好者或輕型作業,緊湊型 MIG 焊接機通常就足夠了。另一方面,工業項目則需要堅固耐用、能夠承受重型工作流程的多工藝焊接機。結合數據驅動的洞察和對個人化需求的理解,我們可以做出更明智的選擇,從而在焊接應用中實現效率和生產力的最大化。
焊接機類型說明
焊接機種類繁多,每種類型都可根據材料、環境和項目要求,在特定應用中使用。根據搜尋引擎的最新數據,最常見的四種焊接機類型是:
MIG焊機(金屬惰性氣體)
MIG焊接機是用於連接金屬的最常用設備。它們功能多樣且易於使用,是初學者和專業人士的最佳選擇。這些焊接機透過焊絲和保護氣體進行操作,因此能夠焊接鋼和鋁等厚壁和中厚壁材料。
TIG 焊接機(鎢極惰性氣體)
TIG 焊接因其精度高、可完成複雜作業等特點,成為頂級焊接工藝之一。此工藝常用於追求焊縫整潔美觀的行業;因此,TIG 焊接最適合用於不銹鋼和有色金屬。
焊條焊工(焊條電弧焊 – SMAW)
焊條焊接是一種堅固耐用且效率極高的焊接方法,適用於戶外或重型工程。它幾乎可以與任何材料(包括鑄鐵和鋼)結合使用,即使在刮風或潮濕等惡劣條件下也能正常工作。
等離子弧焊機
這種高端方案利用電離氣體和電弧產生焊接極薄材料或特殊金屬所需的極高溫度。此外,等離子弧焊機主要用於航太等精密工業。
💡專業提示: 選擇合適的焊接機需要了解專案需求和材料類型。此外,參考最新的工具和資源(例如線上搜尋趨勢),您可以根據目前最有效的解決方案做出選擇。
滿足您需求的合適焊接機
在選擇最佳焊接機時,不僅需要考慮材料和焊接工藝,還需要考慮來自搜尋引擎等資料中心的最新資訊。當前趨勢表明,MIG 焊接機仍然是搜尋量最大、最受歡迎的選擇,原因在於其能夠處理各種金屬,並且易於初學者操作。然而,如果專案需要用薄金屬或稀有金屬製作精細的工件,搜尋結果顯示,TIG 焊接機因其精確度和控制性而越來越受到關注。在航空航太或汽車應用領域,高科技產業正逐漸但堅定地轉向等離子弧焊機,因為它們能夠進行精細且高品質的焊接。將這些知識與您的特定焊接應用相結合,將使您能夠選擇一台不僅技術先進,而且能夠完全滿足專案需求的焊接機。
常見問題
❓ 各行業常用的焊接類型有哪些?
MIG、TIG、SMAW 和 FCAW(藥芯焊絲電弧焊)是公認的最重要的焊接類型。每種焊接類型都有相應的應用領域。例如,MIG 技術在汽車生產中非常常見,其在薄金屬板上的高速高效焊接非常實用。相反,TIG 製程則用於在超潔淨領域(例如鈦合金焊接)實現高品質、高強度的接頭,這些領域需要高強度、高潔淨的接頭。了解各種焊接方法將有助於有志於成為焊工的人選擇適合其焊接職業的焊接工藝,這對他來說是一個很大的優勢。
❓ MIG 焊接與 TIG 焊接相比如何?
MIG 和 TIG 焊接之間的比較通常會導致客戶根據特定專案的特定要求做出選擇。 MIG 焊接的基本特點是使用連續送絲。這使得它在一般維修和建築行業中更快、材料更友善。相反,TIG 焊接允許焊工手動送絲,從而提高控制力和精度,尤其是在處理鋁或不銹鋼等易損材料時。儘管 MIG 通常被認為更容易使用,但近年來,隨著對高品質焊接的需求不斷增長,TIG 也越來越受歡迎。兩者各有優勢 焊接機類型 由工作的具體要求決定。
❓ 藥芯焊接工藝是什麼?
藥芯焊絲電弧焊 (FCAW) 是一種焊接方法,它使用一根焊絲,焊絲內填充焊劑,焊劑熔化後會產生保護氣體。如果焊接區域要求無污染物,且外部環境對焊接造成極大風險,則應使用 FCAW 進行焊接。此外,在建築業中,當處理生鏽材料或傳統氣體供應受限時,FCAW 也是首選方法。 FCAW 焊接效率高,既適用於工件加熱要求較低的材料,也適用於厚材料,因此在實際應用上具有廣泛的應用前景。
❓ 您能解釋一下不同類型的焊接機嗎?
焊接機種類繁多,例如熔化極氣體保護焊 (MIG)、氬弧焊 (TIG)、手工電弧焊 (SMAW) 和藥芯焊絲焊。設計焊接機時,主要考慮的是每種焊接機能夠同時適應特定的工藝和材料。 MIG 焊接因其易用性和快速性而成為家庭和專業用戶最常用的選擇。相反,手工電弧焊機通常價格更低,即使在工件生鏽或處於惡劣條件下也能正常工作。因此,了解在各種焊接應用中使用哪種焊接機以獲得預期效果至關重要。
❓ 目前常用的 5 種焊接類型為何?
業界最常用和最常應用的五種焊接類型是熔化極氣體保護焊 (MIG)、氬弧焊 (TIG)、手工電弧焊 (SMAW)、藥芯焊絲電弧焊 (FCAW) 和等離子弧焊。每種焊接工藝都有其獨特的優點和應用。例如,可以說等離子弧焊在大多數情況下精度最高,因此在製造業和建築業都有廣泛的應用。相比之下,手工電弧焊接 (SMAW) 是一種通用技術,可用於包括水下焊接在內的各種應用。如果使用者了解本文討論的不同類型的焊接,就可以為其專案選擇最合適的焊接技術。
📚 參考資料
- •
美國勞工統計局(BLS): 焊工、切割工、焊錫工和釬焊工 – 本頁面提供有關焊接專業的詳細信息,包括焊接工藝的類型。 - •
南卡羅來納州就業和勞動力部: 探索 SC@Work_Flyer_Welders – 討論各種類型焊工及其作用的資源。 - •
德州保險部: 焊接工作場所計劃 – 本文檔概述了 80 多種不同類型的焊接工藝,包括電弧焊接等常見工藝。 - • 焊接技術指南






{kind=link}
{kind=link}
{kind=link}
{kind=link}