
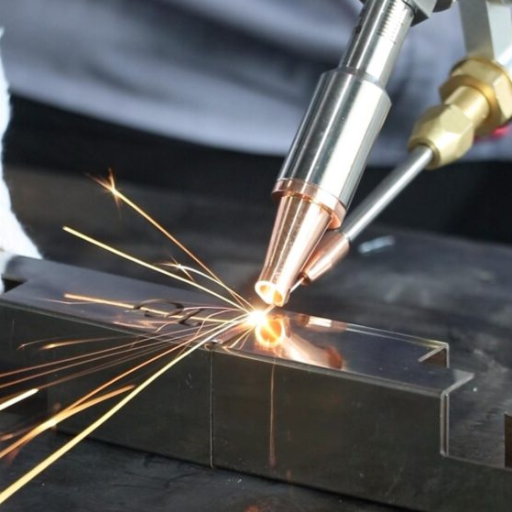
У производителей есть секретное оружие для быстрых металлических соединений без винтов: лазерная сварка. Этот процесс направляет узкий луч света на заготовку, расплавляя края в мгновение ока. Поскольку тепло остается на месте, детали редко деформируются, и эта точность привлекает в областях от аэрокосмической промышленности до сборки крошечных печатных плат. Вам интересно узнать о различных лазерах — например, CO2, волоконных и дисковых, — которые профессионалы выбирают для каждой работы? Оставайтесь здесь; в следующих нескольких разделах мы рассмотрим механизмы, настройки и реальные победы, которые продолжают продвигать отрасль вперед.
Что такое лазерная сварка?

Сварка лазерным лучом кажется почти футуристической. Узкий, обжигающе горячий луч прорезает металл, сплавляя детали вместе за считанные секунды. Поскольку тепло настолько точное, беспорядка почти нет. Заводы в автомобильной, аэрокосмической и гаджетной промышленности клянутся этой скоростью и аккуратностью. Когда время и точность имеют значение, LBW обычно побеждает.
Как работает процесс лазерной сварки
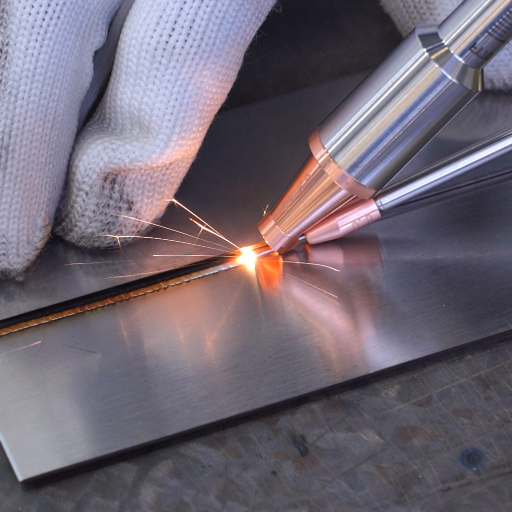
Проще говоря, LBW направляет сверхъяркий лазер на кромки стыков, раскаляя их добела. Как только металлические жидкости скапливаются, они замерзают в прочную связь, часто более прочную, чем окружающая сталь. Операторы могут настраивать параметры для широких, неглубоких швов или узких замочных скважин, что делает установку столь же гибкой, сколь и быстрой.
Типы лазеров, используемых при сварке
Сварочные цеха не полагаются только на один лазер; выбор действительно зависит от выполняемой работы. Четыре основных стиля постоянно появляются на заводе:
- Волоконные лазеры светят ярко и экономно расходуют энергию, поэтому они нарезают чистые бусины на тонкие пластины из нержавеющей стали или алюминия.
- Лазеры CO2 выбрасывают устойчивое облако инфракрасного света, которое пробивает тяжелую сталь. Механики клянутся этой силой для горнодобывающих установок или корпусов кораблей.
- Лазеры Nd:YAG переключаются между импульсными вспышками и длинными затяжками энергии. That.flux позволяет им склеивать медь, пластик или даже стекло, не пропуская ни одного удара.
- Диодные лазеры недороги и помещаются в средний ящик с инструментами. Они излучают маломощные лучи для ремонта электроники или ювелирных работ.
Выбирайте один на основе веса металла, толщины и желаемой отделки. Ни одна балка не делает все.
Ключевые различия: лазерная и традиционная сварка
Лазерная сварка отличается от традиционной сварки точностью, подводом тепла, скоростью, адаптируемостью к материалам и эксплуатационными расходами.
| Параметр | Лазерная сварка | Традиционная сварка |
|---|---|---|
| Точность | Высокий | Средняя |
| Тепловая нагрузка | Низкий | Высокий |
| Скорость | Быстрый | Средняя |
| Диапазон материалов | разносторонний | Ограниченный |
| Стоимость | Высокий | Низкий |
| Автоматизация | Легко | Оспаривание |
| Искажение | Минимальные | Значительный |
| Совместное качество | Прекрасно | Технология |
Каковы преимущества лазерной сварки?
- Сверхточность – Лазерная сварка направляет луч с почти хирургической точностью. Мастера любят его за единичные работы, где важна каждая деталь.
- Более прохладная рабочая зона – Поскольку тепло остается узким, близлежащий металл избегает уродливой деформации, которая губит так много проектов. Эта экономия часто проявляется еще до того, как будет сделана одна шлифовка.
- Быстрые повороты – Лазерный взрыв заканчивает свой укус в мгновение ока, так что даже массивные постройки не засоряют график. Такие быстрые победы заставляют небольшие магазины гудеть в максимальном темпе.
- Marry Alloys Freely – Нержавеющая сталь, медь, пластик – кажется, ничто не против появления лазера. Операторы ценят свободу преследовать любую экзотическую спецификацию, которая входит в дверь.
- Bulletproof Bond – Тонкая лужа остывает так быстро, что дефекты с трудом показывают свои лица. Сварные швы, сделанные сегодня, не теряют сна, когда на следующей неделе зайдет смотровое окно.
- Автоматизация Plug-and-Play – Роботизированные руки берут горелку без раздумий, раз за разом обеспечивая тот же почти чудесный результат. Настройте ее один раз, снабдите работу штрих-кодом и доверьтесь системе, чтобы она повторяла ваш лучший день снова и снова.
Скорость и точность: преимущества скорости сварки
Новые сварочные устройства и аппараты появляются почти каждый год, и они могут искрить сварку быстрее, чем вы успеете выпить кофе. Сверхбыстрая настройка позволяет магазинам выполнять заказы за часы, а не за дни, и это дополнительное время может стоить небольшого состояния в балансе. Хороший лазерный сварщик, например, прогрызает тонкую сталь со скоростью 10 метров в минуту. Даже скромный MIG, если правильно настроить, может проталкивать металл со скоростью около 15 дюймов в минуту. Скорость? Проверьте. На качество тоже никто не жалуется.
Конечно, разрыв производства ничего не значит, если сварные швы выглядят так, как будто их нарисовал малыш. Современные установки достаточно умны, чтобы самостоятельно нянчиться с нагревом, поэтому они практически сводят к нулю искажения и отходы. Одно исследование показывает, что переход на эти автоматизированные установки сокращает количество переделок почти на треть, так как из календарей планировщиков вычеркивают зевоту и бумажную работу. В итоге это приводит к более устойчивым деталям, меньшему количеству головной боли и процессу, который почти ведет себя сам по себе. Неудивительно, что производители продолжают складывать эти машины рядом со сборочной линией.
Роль мощности лазера в эффективности сварки
Когда дело доходит до сварки, удар лазерного луча — ваши киловатты или ватты — имеет решающее значение. Мощный, мощный агрегат может пронестись по металлу быстрее, чем большинство людей успевают моргнуть, создавая идеальные швы с головокружительной скоростью. Мы говорим о повышении производительности почти на 50 процентов, когда вы сопоставляете лазерную сварку со старыми методами дуговой сварки, которые предпочитают любители выходного дня.
Новое поколение волоконных лазеров стало образцом экономии энергии, жужжа вместе с почти 45 процентами тока стены, сгоревшими в виде полезного света. Это превосходит 10-15 процентов, которые выдавали лазеры первой волны, и позволяет всем не так сильно потеть из-за счета за электроэнергию.
Настройка правильной огневой мощи также смягчает распространенные головные боли, такие как пористость и те раздражающие зазоры, которые вы видите в сварных швах новичков. Заводы, которые корректируют цифры на лету, увидели, что общее количество дефектов сократилось почти на одну пятую, статистика, которая оплачивает зарплаты за счет чистой решимости сократить расходы.
Соедините этот постоянный ток с роботами и датчиками реального времени, и вы получите систему, которая не просто умна, но и совершенно экономна. Проницательные инженеры знают, что фокус заключается в согласовании мощности с материалом — более толстые пластины, более крупные балки — и эта простая настройка позволяет каждой работе, от корпусов турбонагнетателей до обшивки крыльев, быть настроенной именно там, где ей и положено быть.
Почему лазерная сварка лидирует
Я считаю, что лазерная сварка выделяется как превосходная технология сварки из-за ее непревзойденной точности, скорости и универсальности. Возможность управления настройками мощности лазера позволяет создавать высококачественные сварные швы с минимальным количеством дефектов даже в сложных материалах или конфигурациях. Ее возможности автоматизации и интеграции с мониторингом в реальном времени обеспечивают эффективность и последовательность, что делает ее идеальной для отраслей, требующих точности и надежности. Этот передовой подход не только повышает производительность, но и снижает общие затраты, что отличает ее от традиционных методов сварки.
Есть ли недостатки лазерной сварки?
Лазерная сварка может быть потрясающей, но она не идеальна. Первое, что замечают большинство мастерских, — это шок от цены; эти высокотехнологичные машины стоят недешево. Операторы поменьше часто говорят: «Может быть, в следующем году, когда бюджет сдвинется». Даже если у вас есть оборудование, твердая рука помогает. Опытный техник должен настраивать параметры для каждой работы, иначе шов может больше походить на трещину. Толстые стальные пластины представляют собой еще одну проблему. Стандартный луч может не врезаться достаточно глубоко, поэтому операторы должны либо сменить инструмент, либо сначала отшлифовать металл. Наконец, сама лазерная головка — капризный зверь. Расходы на плановое техническое обслуживание быстро растут, а сломанная линза может стоить мастерской как денег, так и простоя.
Проблемы лазерной сварки
Лазерная сварка звучит футуристично — и во многом так оно и есть — однако некоторые реальные препятствия все еще замедляют ее распространение по заводским цехам. Самым большим препятствием является шок от цены. Отчеты конца 2023 года показывают, что полная лазерная сварочная станция может поглотить от 50,000 500,000 до XNUMX XNUMX долларов авансом. Такие деньги выбивают большинство небольших магазинов из игры.
Как только система заземляется, команда должна сохранять точность каждую смену. Одна ошибка в выравнивании или быстрая ошибка в настройке мощности, фокуса или скорости может замутить лужу и начать выкатывать дефекты, такие как поры, трещины или пятна, которые вообще не срастаются. Даже опытные руки нервничают из-за этого узкого поля.
Разные металлы также играют в свои игры под лучом. Сталь и никель ведут себя по-своему, но блестящий алюминий и медь в основном просто отражают свет обратно, как разбитое зеркало. Соответствие оптики, обмен длин волн или шлифовка поверхностей решают проблему, но затем счет растет, и установка снова становится беспокойной.
Подготовка поверхности стыка — одна из самых сложных частей лазерной сварки. Место соединения металлов должно быть безупречным, иначе луч не соединит их как следует. Одна пылинка, капля смазки или даже тонкий слой ржавчины могут испортить весь сварной шов. Мастерские, работающие в пыльных, залитых смазкой помещениях, часто тратят больше времени на очистку, чем на сплавление.
Поддержание машины в хорошем состоянии тоже недешево. Лазеры и чувствительная оптика внутри могут деградировать после нескольких часов использования и нуждаются в обслуживании, чтобы оставаться острыми. Полевые исследования показывают, что расходы на обслуживание достигают примерно 2–3 процентов от первоначальной цены машины каждый год, и это деньги, которые должен заложить новый покупатель.
С другой стороны, технологии продолжают стремительно двигаться вперед. Адаптивная оптика, прочные волоконные лазеры и оборудование для оперативного мониторинга сокращают головную боль и снижают расходы. Благодаря этим инструментам лазерная сварка постепенно теряет репутацию экзотического процесса, доступного лишь немногим.
Вопросы стоимости лазерной сварки
Цены на лазерную сварку в последнее время сильно упали. Новые производственные приемы и жесткая конкуренция сдвинули кривую затрат вниз. Высококлассные волоконно-лазерные установки, которые когда-то стоили целое состояние, теперь стоят бок о бок с обычными машинами на странице каталога поставщика. Примеры показывают, что покупатель может потратить от 20,000 200,000 до XNUMX XNUMX долларов, причем мощность и навороты определяют окончательную стоимость.
Счета за электроэнергию все еще кусаются, но современные волоконные лазеры забирают только около 40 процентов тока, поступающего к ним. Это число меркнет по сравнению с электричеством, сжигаемым старыми дуговыми методами, поэтому экономия капает из месяца в месяц. Многие цеха объединяют сварщиков с роботизированными руками и программным обеспечением для контроля, которые сокращают затраты на рабочую силу, фиксируя идеальные швы и сводя отходы к шепоту. Первоначальный шок от цены часто уменьшается, когда клиенты подсчитывают, сколько дефектных деталей так и не прошли контроль качества.
Заглядывая в 2030 год, эксперты предсказывают 8-процентный годовой темп роста для мирового бизнеса лазерной сварки. Производители автомобилей, самолетов, изготовители печатных плат и строительные бригады выстраиваются в очередь за технологией, которая обещает более быстрые запуски и более тонкую подушку прибыли. Длительная борьба за безубыточность между начальной ценой и экономией за весь срок службы по-прежнему благоприятствует лазерам, и эта точка зрения становится все более очевидной с каждой новой производственной линией.
Ограничения лазерных сварочных аппаратов
Лазеры могут выполнять потрясающие сварные швы в мгновение ока, но у этой технологии есть несколько упрямых изъянов. Во-первых, шок от цены трудно игнорировать — совершенно новая машина, лазерный источник, охладители воды и точечная оптика — все это поглощает бюджетные деньги быстрее, чем большинство мастерских успевают моргнуть. Эти первоначальные затраты практически выводят из игры любого, кто работает с ограниченным бюджетом.
Даже если вы как-то справитесь с деньгами, установка не будет работать сама по себе. Кто-то должен следить за лучом, настраивать мощность и знать правила безопасности наизусть; хорошие техники с таким уровнем знаний не будут поджидать на каждом углу.
Выбор материала добавляет еще один гаечный ключ в смесь. Сталь, алюминий и титан легко принимают накачку энергии, но блестящая медь просто подмигивает лучу и сохраняет его прохладным. Игра с шириной импульса и экзотической оптикой помогает, но эти исправления добавляют головной боли, которую большинство магазинов NERD предпочли бы пропустить.
Форма и толщина соединения также могут сбить процесс. Узкая канавка в массивной отливке может поглотить три прохода электрода, прежде чем лазер вообще найдет опору. Когда это происходит, старомодный вариант стержня или MIG начинает казаться умным вложением.
Эксплуатация мощного лазерного сварочного аппарата обходится недешево, даже после того, как вы его купили. Эксперты оценивают ежегодное обслуживание от 10,000 50,000 долларов в самом дешевом варианте до XNUMX XNUMX долларов, когда система работает на пределе возможностей, и этот счет может действительно ударить по карману, если ваш цех небольшой или уже ограничен бюджетом.
Пыль, влажность и резкие перепады температур также могут повлиять на то, насколько хорошо прилипает лазерная бусина. Поддержание чистоты рабочей зоны и поддержание климат-контроля требуют дополнительных вентиляторов, фильтров и площади пола, что съедает конечный результат.
Сопоставление этих текущих расходов со скоростью и прочностью лазерных соединений помогает заводу решить, действительно ли технология окупается. Для некоторых четкое качество сварки стоит каждой копейки; для других обычное оборудование делает бухгалтерию счастливее.
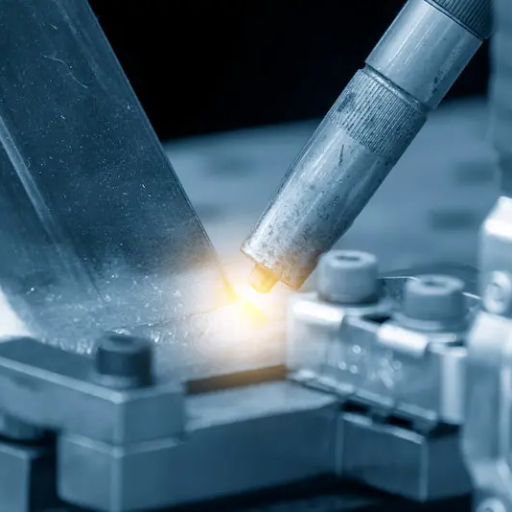
Как работают аппараты лазерной сварки?
Система лазерной сварки подает концентрированную оптическую энергию в узкое пятно на двух заготовках, быстро повышая локальную температуру до тех пор, пока основной металл не перейдет в расплавленное состояние. Поскольку диаметр луча можно измерить в микрометрах, эффективная зона термического воздействия остается ограниченной непосредственным соединением, создавая аккуратный, часто зеркальный валик. Операторы регулируют такие параметры, как положение фокуса, скорость перемещения и длительность импульса, что позволяет процессу с одинаковой надежностью приспосабливаться к тонкой электронике или прочным корпусам турбин. Высокая направленная энергия лазера обеспечивает глубину проникновения, которая в противном случае потребовала бы более громоздких, медленных дуговых методов, преимущество, особенно ценимое в производстве аэрокосмических и медицинских приборов.
Понимание систем лазерной сварки
Системы лазерной сварки с их высокофокусированной энергией обеспечивают чистые, быстрые соединения металлов, полимеров и стекла. Типичное устройство объединяет компактную силовую установку, оптическое оборудование для маршрутизации, изменяемые стеклянные линзы и пользовательский интерфейс, который может ощущаться скорее как управление полетом, чем как каркас цеха. Перенесите рецепт на волоконный лазерный блок, и производители мгновенно получат надежность в суровых условиях, меньшие счета за электроэнергию и срок службы, который можно измерять годами, а не неделями или месяцами.
Данные о производительности показывают, что скорость перемещения сварки может резко возрасти в десять раз по сравнению с дуговыми цехами, когда листы из нержавеющей стали или алюминиевые корпуса вставляются в приспособление. Производители аэрокосмической, автомобильной и бытовой электроники сообщают, что более высокая частота вращения сокращает время доставки, сохраняя плоскостность, которая когда-то была роскошью финишной линии. Поскольку луч так плотно фиксирует энергию, контрольное кольцо, подвергшееся тепловому воздействию, сжимается до такой степени, что многие инспекторы вообще перестают его искать. Замкнутая оптика, обратная связь с камерой и гибкая робототехника вывели технологию из лабораторий прототипов в повседневные массовые линии, а повторяющаяся точность теперь соперничает, как утверждают некоторые, с точностью современных установок для создания полупроводниковых шаблонов.
Новые рыночные оценки теперь предполагают, что глобальный спрос на лазерное сварочное оборудование может превысить 3 миллиарда долларов к 2028 году. Этот прогноз отражает растущую зависимость от технологий в аэрокосмической отрасли, производстве медицинских приборов и возобновляемых источников энергии, все из которых требуют жесткого контроля качества сварки. Для производителей, стремящихся повысить скорость, не жертвуя точностью, новое поколение лазерных рабочих станций оказывается переломным моментом.
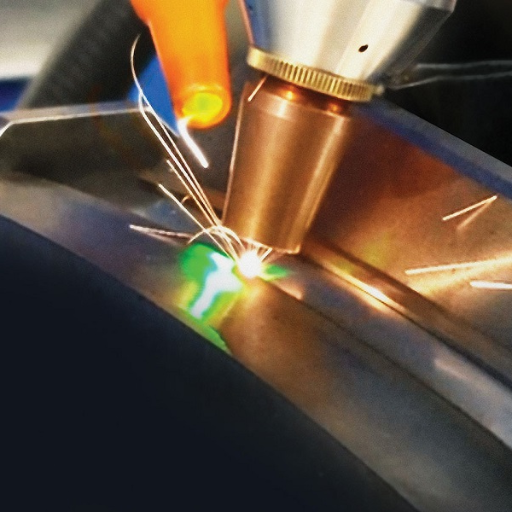
Роль волоконного лазера в сварке
Технология сварки волоконным лазером тихо изменила современную производственную практику, сочетая необычные уровни точности с замечательной подачей мощности. Инженеры теперь описывают этот процесс в повседневных терминах как четкий, чистый и практически без искажений. Неудивительно, что аналитики рынка оценили волоконные системы почти в половину общего дохода страны от лазерной сварки в 2023 году, что является сигналом того, что руководители заводов делают ставку на надежную повторяемость, а не на внезапные сюрпризы.
Прогнозы роста сегмента колеблются около восьми процентов в год до 2028 года, и на то есть веские причины. Несколько последних разработок — горизонтальное масштабирование мощности, более четкая фокусировка и более длительный срок службы между капитальными ремонтами источников питания — сделали системы доступными даже для средних цехов. В аэрокосмической отрасли и производстве зеленой энергии машины теперь сшивают нержавеющую сталь, алюминий и экзотические никель-хромовые сплавы в конечные продукты, едва оставляя тень для шлифовки.
Связывание средств автоматизации с оборудованием для сварки волоконным лазером дает выходным уровням заметный толчок. Автоматизированная система может выполнять многогранные соединения снова и снова без дрейфа, устраняя человеческие ошибки и обеспечивая единообразное качество. Эта надежность и повторяемость объясняют, почему волоконно-лазерное оборудование теперь является основой высокотехнологичных цехов и почему оно продолжает подталкивать производителей к новым границам проектирования.
Сравнение с электронно-лучевой сваркой
Волоконно-лазерная сварка и электронно-лучевая сварка EBW остаются основными в высокоточном производстве, однако их эксплуатационные профили резко расходятся. Первая требует только заземленного источника питания и доступа в зоне прямой видимости, тогда как вторая закапывает заготовки в вакуумную камеру, увеличивая время настройки и капитальные затраты. Для многих цехов эта разница сама по себе склоняет чашу весов в сторону волоконного пути.
Поток энергии — еще одна тема для разговора. Современные волоконные блоки обычно преобразуют 40 или более процентов поставляемого электричества в сфокусированный свет, оставляя системам EBW более скромные 15–20 процентов. Это несоответствие в сочетании со способностью лазеров перемещаться почти на 50 процентов быстрее на определенных соединениях оборачивается сокращением времени цикла и повышением производительности цеха.
Универсальность владения также благоприятствует волоконному лучу. Он с радостью захватывает отражающие металлы, такие как алюминий и медные сплавы, которые ставят в тупик традиционную EBW, требуя почти идеальной подготовки поверхности. Более того, более мелкий размер пятна и более жесткая фокусирующая оптика создают меньшую зону теплового воздействия, контролируя искажения и позволяя инженерам указывать более жесткие допуски без лишних раздумий.
Оборудование с волоконным лазером изначально требует более высоких капитальных затрат, однако его скромное обслуживание, увеличенный срок службы и более высокая производительность могут превратить эту надбавку в убедительную долгосрочную прибыль. Недавние опросы намекают, что компании, уже использующие волоконные лазеры, сокращают свои производственные расходы почти на треть по сравнению с обычными электронно-лучевыми системами. Автомобилестроение, аэрокосмическая промышленность и магазины бытовой электроники продолжают тяготеть к новой технологии, поскольку они стремятся к более быстрому наращиванию объемов производства и более жестким допускам.
Где применяется лазерно-гибридная сварка?

Лазерно-гибридная сварка находит свой путь на рынки, которые не могут идти на компромисс в прочности соединения или точности позиционирования. Производители автомобилей полагаются на этот процесс для сплавления кузовов и опорных рам за один быстрый проход. Верфи используют его для сшивания тяжелых стальных пластин, контролируя при этом деформацию. Аэрокосмические цеха ценят его скорость и точность фокусировки при изготовлении чувствительных к весу структурных элементов. Этот метод пересекает границы материалов, надежно объединяя сплавы, композиты и металлы под одной дугой, поэтому его привлекательность продолжает расти.
Отрасли, в которых используются преимущества лазерной сварки
Лазерная сварка тихо распространилась далеко за пределы своих истоков в высокотехнологичных лабораториях. Автопроизводители теперь полагаются на этот процесс, потому что луч почти не оставляет следов, но сшивает листовую сталь быстрее, чем рабочие могут установить крепление. Производители крыльев в аэрокосмической отрасли поют ту же мелодию — легкие соединения, которые не обращают внимания на напряжение турбулентности, при этом почти ничего не добавляя к раме. Инженеры-электронщики, сгорбившись над микроскопическими печатными платами, доверяют импульсному лазеру пришивать золотые провода к чипам, не расплавляя пластик, который их удерживает. Хирурги, тем временем, рискуют жизнями своих пациентов на инструментах и стентах, которым подобный оптический импульс придает форму, предлагая металлические швы чище, чем воздух в операционной. Даже строители ветряных турбин поднялись на борт; лазер легко переходит от сплава к сплаву, и эта универсальность позволяет лопастям и теплообменникам работать, когда бушуют штормы.
Объединение технологий лазерной и дуговой сварки
Инженеры-сварщики экспериментируют с синтезом лазерных и дуговых процессов уже более двух десятилетий. Проект уже не просто исследование; он преображает заводские цеха. Единое объединение лучей и дуг может сократить искажения, увеличить скорость перемещения на треть или выше и обеспечить более чистый проплавленный шов, чем любой инструмент в отдельности. Таким образом, гибридная установка подходит для любого применения, где тонкий, легкий металл должен быть сплавлен без его прокатки для дополнительной отделки.
Автопроизводители ухватились за эту идею, поскольку она позволяет соединить высокопрочную сталь с алюминием за один проход. Испытательные стенды показывают, что соединение сохраняет полную пластичность в зазорах, которые различаются от листа к пластине; отказ не опускается ниже эталонного значения основного металла. Со временем эта надежность сокращает циклы сборки и сокращает отходы, и оба эти фактора приближают цены к бюджетным прогнозам.
Авиастроители обнаружили, что гибридный процесс бесценен, поскольку он обеспечивает исключительно чистые, высоконадежные соединения. Лазерно-дуговая сварка устраняет большую часть пористости и подрезов, которые могут преследовать тонкие, высоконапряженные секции, такие как корпуса турбин или герметичные обшивки фюзеляжа. В параллельных испытаниях инженеры регулярно измеряют увеличение прочности на разрыв на 15–20 процентов после того, как два источника энергии сплавляются, что напрямую приводит к более длительному сроку службы и повышению безопасности пассажиров.
В более широком смысле, объединение сфокусированного светового луча с расплавленным стержнем открыло новую главу в высокотехнологичном производстве. Производители, которые когда-то боялись неконтролируемых расходов, теперь сообщают о более тонких и легких сборках и по-прежнему выдерживают графики поставок, которые десятилетие назад казались невозможными.
Инновации в современных лазерных технологиях
Тихо и почти за одну ночь обычный лабораторный лазер превратился в нечто необычное. Теперь исследователи владеют фемтосекундными лазерами, которые выплевывают световые импульсы длительностью в квадриллионную долю секунды, интервал настолько короткий, что кажется почти теоретическим. Поскольку после этого почти не остается тепла, инженеры-технологи называют эту технологию холодной обработкой. Это название может звучать рекламно, но оно позволяет производителям обрезать тонкие биомедицинские имплантаты и чувствительные печатные платы без обычного плавления или деформации.
Не так давно такой контроль требовал кропотливых проб и ошибок в настройках; сегодня большая его часть поставляется с предустановленным искусственным интеллектом. Самообучающиеся лазерные резаки измеряют отражательную способность материала, настраивают фокус и регулируют мощность за то время, которое требуется оператору, чтобы выпить кофе. Фабрики, которые внедряют этот механизм, сообщают о сокращении отходов на 30 процентов и гораздо меньших счетах за электроэнергию, цифры, которые привлекают внимание, когда их ставят рядом со старыми пробивными и хрустящими машинами. Технология AEW больше не является просто разговором в шорт-листе на торговых выставках; она тихо заняла цеха.
MarketsandMarkets оценивает, что мировой рынок лазерной обработки вырастет с примерно 4.5 млрд долларов в 2023 году до почти 6.8 млрд долларов к 2028 году, что обусловлено новыми технологиями и растущим спросом со стороны производителей аэрокосмической, автомобильной и потребительской электроники. Когда лазеры сочетаются с управляемыми компьютером роботами, компании теперь могут штамповать тысячи деталей в день, сохраняя при этом качество в графе «выигрыш».
Новые волоконно-лазерные платформы изменили правила игры в эффективность. С продолжительностью жизни, превышающей 100,000 2 часов, и долей суеты по обслуживанию, которая требуется для устройств COXNUMX, волоконные источники тихо вытеснили своих предшественников из большинства производственных кабин. Они также разрезают сложные отражающие металлы, такие как алюминий и медь, как если бы эти сплавы были картоном.
Эти достижения продолжают продвигать вперед то, что могут делать лазеры, и отрасли замечают это. Переписывая сценарий производительности, инженеры не просто совершенствуют существующие линии; они набрасывают совершенно новые приложения, которые вчера казались научной фантастикой.
Справочные источники
- Комплексный обзор новейшего процесса лазерной сварки: моделирование геометрических, металлургических и механических характеристик
- Авторы: С.Ф. Набави, А. Фаршидианфар, Хамид Далир
- Опубликовано в: Международный журнал передовых производственных технологий
- Дата публикации: 16 ноября 2023
- Образец цитирования: (Набави и др., 2023, стр. 4781–4828)
- Резюме: В этом обзоре представлен обширный обзор последних достижений в процессах лазерной сварки (LBW), с упором на геометрические, металлургические и механические характеристики. В нем обсуждаются различные методы моделирования, используемые для прогнозирования результатов LBW, и подчеркивается важность понимания этих характеристик для улучшения качества и производительности сварки.
- Методология: Авторы провели систематический обзор существующей литературы, обобщив результаты различных исследований, чтобы представить комплексное понимание процессов низкой массы тела при рождении.
- Метод оценки качества на основе спектрометра в процессе лазерной сварки
- Авторы: Джиён Ю, Хуэйджун Ли, Дон Юн Ким, М. Кан, И. Хван
- Опубликовано в: Документ конференции
- Дата публикации: 24 июня 2020
- Образец цитирования: (Ю и др., 2020, стр. 839)
- Резюме: В этом исследовании представлен метод оценки качества процесса LBW с использованием спектрометра. Авторы разработали модель на основе глубокой нейронной сети (DNN) для классификации качества сварки на основе спектральных данных, собранных во время сварки. Модель достигла приблизительно 90% точности в прогнозировании качества сварки.
- Методология: Исследование включало разработку спектрометра для измерения света, отраженного от зоны сварки, а затем обучение модели DNN с использованием экспериментальных данных для классификации качества сварки.
- Численное моделирование процесса лазерной сварки– Подробный обзор типов лазерной сварки и конечно-элементное моделирование этого процесса.
- Сварочные процессы для аэронавтики– Обсуждаются современные процессы сварки, включая лазерную сварку, для критически важных авиационных компонентов.
- Лучший производитель и поставщик линий сварки двутавровых балок в Китае
Часто задаваемые вопросы (FAQ):
В: Что такое лазерная сварка?
A: Сфокусированный свет, почти хирургический по виду, сплавляет металлы на молекулярном уровне. Этот ловкий трюк называется лазерной сваркой.
Вопрос: Как работает лазерная сварка?
A: Плотно сфокусированный луч нагревает металлы быстрее, чем большинство людей успевают моргнуть, оставляя после себя узкую, готовую к сварке лужицу. В результате получается шов, который остывает и склеивается почти до того, как вы перестаете моргать.
В: Почему стоит выбрать лазер, а не обычный дуговой сварочный аппарат?
A: Скорость, глубина и изящество — выберите один из этих трех или все три сразу. Лазерная сварка стартует там, где дуговая сварка не справляется, гораздо меньше деформируя основной металл и легко проскальзывая в узких углах.
В: Какие виды лазеров генерируют тепло?
A: Магазины запасают варианты: CO, волоконный, Nd:YAG, даже дисковые лазеры. Каждый вкус соответствует определенному материалу или размеру работы, поэтому инженеры выбирают свой источник так же, как шеф-повар выбирает нож.
В: Совместима ли лазерная сварка со всеми видами металлов?
A: Процесс действительно работает с широким спектром металлов, включая обычную сталь, легкий алюминий, реактивный титан и множество специализированных сплавов. Тем не менее, инженеры должны подгонять длину волны лазера, длительность импульса и уровень мощности, чтобы соответствовать уникальным тепловым и оптическим характеристикам каждого металла.
В: Чем отличается сварка теплопроводностью от сварки плавлением?
A: Теплопроводная сварка мягко нагревает поверхность, создавая тонкую расплавленную галтель с небольшой глубиной, тогда как сварка плавлением проталкивает материал насквозь, пока вся расплавленная ванна не затвердеет в прочное соединение. Разница заключается в первую очередь в том, сколько энергии луч вкладывает в основной материал.
В: Каким образом дистанционная лазерная сварка достигает своих результатов?
A: При использовании этой технологии луч, направляемый гибкими роботизированными руками, достигает мест, к которым было бы неудобно или невозможно добраться с помощью стационарной горелки, что позволяет быстро выполнять швы на сложных узлах, не трогая при этом саму заготовку.
В: Какие преимущества лазерная сварка дает производственным цехам?
О: Среди его главных преимуществ — высочайшая точность, которая сводит к минимуму очистку после сварки, молниеносное время цикла, которое повышает производительность, неглубокие зоны термического воздействия, которые сохраняют исходные свойства материала, и простая интеграция с автоматизированными линиями или производственными сетями 4.0.






{kind=link}
{kind=link}
{kind=link}
{kind=link}