
В производстве трудно найти силу точности в сочетании с прочностью, за исключением таких технологий, как лазерная сварка, особенно электронно-лучевая сварка (ЭЛС). Этот передовой сварочный аппарат на конной тяге использует потоки высокоэнергетических электронов для соединения материалов с непревзойденной точностью. Это делает электронно-лучевую сварку жизненно важной в медицинской и аэрокосмической промышленности. В следующей статье мы объясним критические компоненты того, как работает ЭЛС, рассмотрим ее основные преимущества, расскажем, что делает ее такой надежной рабочей лошадкой для промышленности по производству деталей и почему она позволила производителям производить универсальные, но прочные и надежные компоненты. Это руководство раскроет все чудеса ЭЛС, независимо от того, являетесь ли вы техническим наркоманом, промышленным профессионалом или просто интересуетесь современными технологиями производства.
Что такое электронно-лучевая сварка?
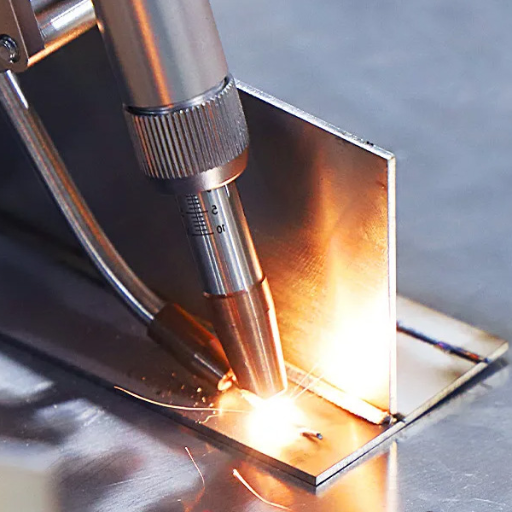
Электронно-лучевая сварка (ЭЛС) — это сложная технология сварки, которая использует концентрированный электронный луч, движущийся с высокой скоростью, для соединения материалов. При ударе о заготовку кинетическая энергия электрона преобразуется в тепло, которое впоследствии расплавляет материал и образует сварной шов. Для предотвращения загрязнения необходима вакуумная среда, что делает ЭЛС идеальным для высоконадежных сварных швов в таких отраслях, как аэрокосмическая, автомобильная и медицинская промышленность.
Понимание этапов процедуры электронно-лучевой сварки
Процесс электронно-лучевой сварки (ЭЛС) охватывает множество факторов, которые должны выполняться последовательно: точность и последовательность ЭЛС. Для начала заготовки загружаются в сварочный аппарат и помещаются в вакуумную камеру. Вакуумная среда, между 10⁻⁴ и 10⁻⁶ Торр, ограничивает кислород, обеспечивая чистый сварной шов без загрязнений. После достижения указанного давления образуется вакуум, за которым следует создание высокоскоростных электронных потоков с использованием электронных пушек на основе вольфрама. ЭЛС также требует ускоряющих напряжений от 60 кВ до 200 кВ в зависимости от свариваемого материала и толщины.
Удар по заготовке сфокусированным электронным лучом инициирует последовательность, в которой кинетическая энергия преобразуется в тепло, впоследствии расплавляя и сплавляя материал. Его точное и локализованное применение тепла приводит к минимальной деформации, позволяя сварным швам быть глубокими, узкими и исключительно прочными. EBW выделяется среди других технологий благодаря своей способности сваривать материалы толщиной в несколько дюймов за один проход.
Недавние исследования выявили эффективность электронно-лучевой сварки с заявленной эффективностью около 95-98%. Другие выдающиеся характеристики включают глубину проплавления до 300 мм для стали и других металлов, а также скорость сварки от 1 до 30 мм/с. Эти замечательные характеристики делают электронно-лучевую сварку выбором номер один для критических операций в аэрокосмической и других отраслях промышленности, где требуются точность и прочность.
Электронно-лучевая сварка устанавливает новые стандарты качества и производительности, достигаемые за счет тщательного контроля и модернизированных систем, даже при работе со сложными или высокопрочными сплавами.
Значение электронов в сварочных работах
Электроны необходимы для процесса EBW, поскольку они являются ключевыми работниками, отвечающими за сварочную операцию. Нагрев вольфрамовой нити до очень высоких температур создает электронный луч, высвобождая поток электронов. Эти электроны теперь могут быть ускорены примерно до тридцати-семидесяти процентов скорости света с помощью электрического поля, которое необходимо для сварки.
Этот луч обладает большой энергией, которая может быть измерена в диапазоне от десяти в степени три до десяти в степени четыре Вт/мм². Для справки, дуговая сварка обычно имеет плотность энергии около десяти Вт/мм², что подчеркивает преимущество EBW. Благодаря высокой плотности энергии луч может проникать глубоко в материалы, что приводит к очень точным, глубоким и узким разрезам, при этом значительно уменьшая зоны термического воздействия.
Были сделаны новые разработки, направленные на повышение точности и эффективности сварочного луча. Например, современные системы способны применять регулировку в реальном времени с помощью датчиков и искусственного интеллекта для сложных задач, регулируя параметры для оптимального качества. Данные показывают, что сталь и титановые металлы можно сваривать на глубину до трехсот миллиметров, при этом соединения будут чрезвычайно прочными и деформируются лишь незначительно.
Отрасли аэрокосмической, автомобильной и энергетической промышленности требуют сложного инжиниринга наряду со строгими прецизионными показателями производительности. Поэтому EBW имеет важное значение для этих передовых приложений. Например, в дизайне и автомобильной электронике EBW стимулирует инновации. Незаменимая роль, которую электроны играют в сварке, продолжает переопределять технологические границы в производстве и изготовлении.
Как работает сварочный аппарат при электронно-лучевой сварке
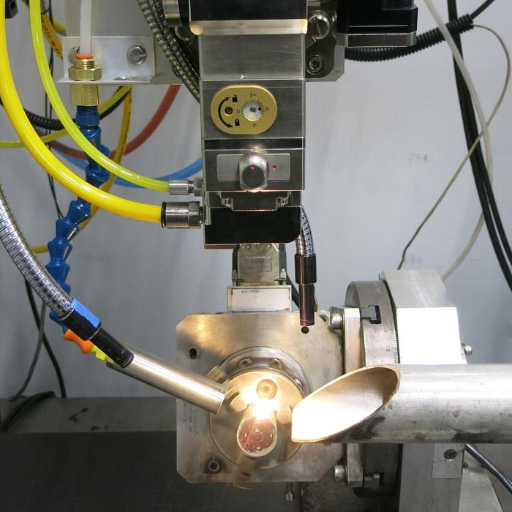
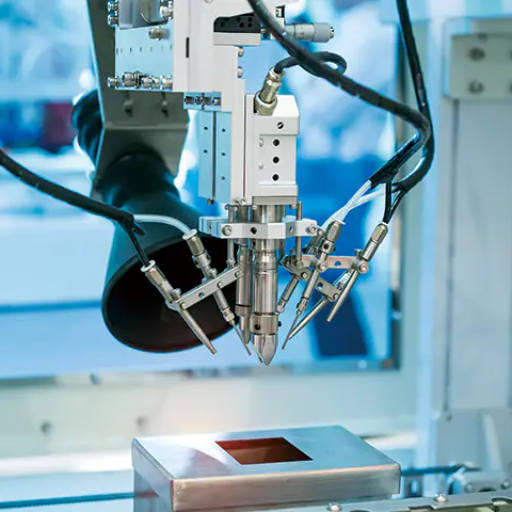
В центре внимания машин EBW находится генерация высокоскоростных электронных пучков, которые при фокусировке воздействуют на детали, которые необходимо соединить. При EBW соединяемые материалы физически разделяются, причем зазоры варьируются от нескольких микрометров до нескольких миллиметров. Ключевые элементы устройства EBW, включающие систему управления с нейтронными пушками и вакуумными камерами, делают всю машину EBW идеальной для точных задач.
Новые разработки в технологии EBW повысили точность и эффективность. Современные системы EBW, например, теперь могут предлагать электронные лучи диаметром всего 0.1 миллиметра, которые идеально подходят для деликатных сварных швов. Кроме того, этот процесс может достигать скорости сварки до 200 дюймов в минуту, в зависимости от свариваемого материала и толщины. Исследования показывают, что EBW способна достигать глубины сварки более 200 мм в титановых или стальных металлах, что делает ее одним из лучших методов для соединения толстых секций.
Машины EBW теперь включают мониторинг в реальном времени и усовершенствованные системы охлаждения для улучшения сварки… уменьшения дефектов качества и улучшения свойств материалов, что еще больше совершенствует эти отрасли. Авиационная и полупроводниковая промышленность в значительной степени полагаются на технологию EBW, поскольку она обеспечивает им точность на микромасштабном уровне и искажение материалов на минимальном уровне. Удивительно видеть, как быстро развиваются машины EBW, что показывает, насколько шире они могут использоваться для различных материалов и отраслей.
Как работает процесс сварки электронным лучом?
Электронно-лучевая сварка (ЭЛС) работает, создавая концентрированный пучок быстро движущихся электронов, которые фокусируются на соединяемой поверхности. Кинетическая энергия этих электронов преобразуется в тепло при контакте, в результате чего материал плавится и соединяется. Этот процесс происходит в вакууме, чтобы избежать рассеивания, защищая сварной шов от атмосферных помех для точности. ЭЛС является исключительной для прочных, надежных соединений, особенно когда точность и низкий уровень загрязнения имеют решающее значение.
Важность вакуумной камеры
Вакуумные камеры имеют решающее значение для достаточного сдерживания процедуры электронно-лучевой сварки (ЭЛС), поскольку они создают идеальную атмосферу для процесса сварки. Поддержание вакуума уменьшает рассеивание электронного луча, что позволяет с высокой точностью подавать необходимую энергию для заготовки. Как отмечено в современных исследованиях, современные системы ЭЛС, как сообщается, достигают уровня вакуума 1×10^-6 торр, что является оптимальным для сварки деталей с высокими допусками. Сварные швы свободны от окисления, загрязнений и неоднородностей, что приводит к чистой поверхности.
Для аэрокосмической, автомобильной и медицинской промышленности вакуумная камера важна в физико-химических процессах, поскольку она увеличивает прочность соединений и улучшает повторяемость и последовательность. Исследования показали, что усовершенствованные вакуумные камеры играют важную роль в точных применениях, поскольку они снижают частоту отказов сварных швов на 30% по сравнению с невакуумными альтернативами.
Использование сфокусированного луча для точности
Одной из самых важных современных инноваций в сварке является использование сфокусированного луча для непревзойденной точности. Методы сфокусированного луча, включая электронно-лучевую сварку (ЭЛС) и лазерную сварку, считаются одними из основных методов сфокусированного луча, поскольку они направляют энергию в определенную область, что приводит к точным сварным швам высокого качества с очень небольшими изменениями. С помощью сфокусированного тепла или электронных лучей эти методы формируют соединения, которые не только прочны, но также гладки и приятны на вид.
Сварку электронными лучами необходимо выполнять в вакуумной камере, что выгодно, поскольку предотвращает нежелательное загрязнение и одновременно улучшает качество сварки. В отраслевых отчетах утверждается, что электронно-лучевая сварка может пронизывать сталь, создавая сварные швы глубиной два дюйма, что значительно превосходит многие традиционные методы сварки. Использование лазеров для сварки также имеет определенные преимущества: мощность лазерного луча может быть настолько высокой, что он может фокусироваться в точке, где он производит сварные швы шириной 0.2 мм. Эта особенность делает его чрезвычайно полезным для производства небольших и точных компонентов, которые широко используются в электронике, медицинских приборах и аэрокосмической технике.
Более того, фокусируемая природа луча уменьшает зоны термического влияния (HAZ), что сохраняет механические свойства материалов, подвергающихся термическому влиянию, нетронутыми. Сообщается, что изделия, в которых используется сварка сфокусированным лучом, обладают повышенной усталостной прочностью до 40% по сравнению с традиционными методами. Такая точность также приносит пользу производственному процессу, поскольку меньше материалов и времени тратится впустую из-за сокращения повторной обработки и доработки. Такая экономия может быть существенной для компаний, охватывающих различные секторы.
Ускоренные электронные пучки для глубоких сварных швов
Использование ускоренных электронных пучков позволило выполнять точную глубокую сварку в очень сложных материалах. Ускоряющиеся электронные пучки света позволяют производителям достигать глубины проникновения сварки в несколько дюймов в зависимости от материала и его толщины. Это очень полезно при работе с тугоплавкими материалами, такими как вольфрам, титан и нержавеющая сталь, которые очень важны в аэрокосмической, автомобильной и ядерной промышленности.
Благодаря недавним усовершенствованиям электронного луча, его эффективность и производительность также улучшились. Современные электронно-лучевые сварочные аппараты работают в вакуумных камерах, что исключает проблему окисления, что гарантирует чистые сварные швы без дефектов. Исследования показали, что сварные швы, полученные с помощью электронных лучей, обладают исключительными механическими свойствами, показывая увеличение прочности на разрыв на 30% по сравнению с традиционными дуговыми сварными швами. Более того, некоторые системы показали увеличение эффективности, позволяя сваривать тонкие секции со скоростью 10 дюймов в минуту.
Результаты недавних исследований электронно-лучевой сварки демонстрируют ее заметные преимущества в плане стоимости и продолжительности. Например, в аэрокосмическом производстве больше не требуются специальные процессы обработки и отделки после сварки. Кроме того, точность технологии значительно сокращает отходы материала, помогая поддерживать экологически чистые производственные практики и выполнять строгие стандарты качества.
Ускоренные версии электронно-лучевой сварки продолжают революционизировать область соединения металлов, снабжая отрасли надежным решением для создания прочных, долговечных и высокопроизводительных сварных швов в различных областях применения.
Преимущества электронно-лучевой сварки
- Высокая точность: нагрев с помощью электронного луча идеально подходит для сложных или хрупких деталей, поскольку он не перегревает материал и обеспечивает исключительную точность.
- Минимальная деформация материала: целенаправленное применение тепла уменьшает термическую деформацию материала, сохраняя его структуру.
- Экономическая эффективность: такой подход оптимизирует процессы и сокращает отходы материалов, сокращая производственные расходы.
- Высокое качество сварки: Сварные швы, выполненные с использованием этого метода, долговечны и высококачественны, способны выдерживать интенсивную эксплуатацию.
- Универсальность: этот метод используется в аэрокосмической, автомобильной и электронной промышленности, поскольку он применим к многочисленным материалам различной толщины.
Достижимые большие глубины проникновения
Во время сварки необходимо оптимизировать некоторые важные факторы, чтобы достичь глубокого проникновения, такие как мощность лазера, скорость сварки, свойства материала и фокусировка луча. Некоторые современные лазерные сварочные аппараты могут обеспечить проникновение более 10 мм в определенные металлы, такие как сталь или титан, сохраняя при этом целостность сварного шва.
Согласно отраслевой статистике, мощные лазерные системы, работающие на 10 кВт и более, способны к глубокой проплавной сварке, особенно с применением сварки в режиме замочной скважины. В качестве иллюстрации было показано, что лазер мощностью 12 кВт проникает в фокусирующие лучи из нержавеющей стали на глубину около 25 мм при условии, что луч оптимально сфокусирован, а скорости перемещения точно настроены. Такие параметры, как позиционирование луча, используемый защитный газ и т. д., имеют решающее значение для предотвращения пористости в форме ореха кешью и равномерного формирования сварного шва.
Более того, использование систем мониторинга в реальном времени обеспечивает оптимальную стабильность процессов и динамическую регулировку параметров, что напрямую влияет на более глубокое проникновение и стабильную сварку. Такое сочетание технологий и управления имеет важное значение для поддержания надежности процесса сварки толстых материалов в строительстве и судостроении, тяжелом машиностроении, энергетике и т. д.
Минимизация искажений в сварных металлах
Уменьшение искажений в процессе сварки важно, поскольку это помогает сохранить прочные свойства конструкции. Искажения возникают в результате циклов нагрева и охлаждения, создавая внутренние напряжения и изменения формы материала. Эти проблемы можно решить с помощью различных подходов или методов.
Одним из подходов к контролю деформации является эффективное использование последовательностей сварки, таких как обратная ступенчатая или пропускная сварка. Известно, что такие последовательности сварки снижают вероятность деформации за счет равномерного рассеивания тепла по материалу. Недавние исследования показали, что предварительный нагрев заготовки до заданного значения помогает увеличить верхний предел температурных градиентов и снижает вероятность нежелательной деформации. Исследования также показывают, что деформацию в сварных швах из углеродистой стали можно значительно снизить, на 30%, если предварительно нагреть ее до 300°F.
Использование механических приспособлений, таких как зажимы и скобы, также помогает сохранить форму материала во время процедуры сварки. Использование передовых технологий, таких как конечно-элементный анализ (FEA), позволяет прогнозировать искажения во время фактической процедуры сварки. Планирование мер контроля упрощается с помощью моделирования. Конструкции со сложными сварными швами могут получить большую выгоду от моделирования FEA, поскольку было зафиксировано снижение рисков искажений на 40%.
Наконец, использование процессов с низким тепловложением, включая TIG и лазерную сварку, уменьшает ширину зоны термического влияния (HAZ), а также термические напряжения. Сравнительное исследование показывает, что сварка TIG создает на 15-20% меньше искажений, чем традиционные процессы дуговой сварки. Благодаря тщательному контролю и управлению наряду с этими методами отрасли могут не только повысить качество сварки, но и сохранить геометрическую точность в конечных продуктах.
Плотность энергии электронного пучка
EBW является одним из самых эффективных процессов с очень высокой плотностью энергии. Недавние исследования показывают, что электронные лучи способны достигать плотности энергии до 10^8 Вт/см², что на несколько порядков больше, чем у дуговой или лазерной сварки. При такой высокой плотности энергии проникновение может быть достигнуто с относительно меньшим количеством тепла, что дополнительно минимизирует зону термического влияния (HAZ) и термическую деформацию.
Сравнительные исследования лазерной и электронно-лучевой сварки показали, что последняя позволяет сваривать материалы толщиной до 300 мм за один проход, тогда как лазерная сварка достигает глубины проплавления всего 25-30 мм. Кроме того, вакуумная среда электронно-лучевой сварки предотвращает загрязнение и окисление сварочной ванны, что приводит к улучшению качества и механических свойств сварного шва.
Фокус на точности и аккуратности теперь делается на современном управлении лучом. Например, современные электронно-лучевые сварочные аппараты оснащены цифровыми системами с высоким разрешением, которые позволяют лучше манипулировать интенсивностью и фокусировкой луча. Такая точность повышает точность, одновременно экономя энергию, что делает EBW зеленой технологией для аэрокосмической, автомобильной и ядерной отраслей.
Недостатки электронно-лучевой сварки

Электронно-лучевая сварка (ЭЛС) имеет краткий список отрицательных сторон. Во-первых, этот процесс требует высоковакуумной среды. Это усложняет необходимое оборудование и увеличивает стоимость эксплуатации. Более того, мелко- и среднесерийное производство неэкономично, поскольку первоначальные затраты на обслуживание и настройку высоки. Кроме того, ЭЛС требует точности и квалифицированного контроля процессов, обусловленных высоким уровнем квалификации оператора — еще одна причина, по которой ее трудно внедрить в этих отраслях. В конце концов, гибкость в отношении применения в некоторых отраслях ограничена, поскольку размеры компонентов, которые может обрабатывать ЭЛС, ограничены размером вакуумной камеры.
Трудности с вакуумной камерой
Для EBW необходимость поддержания вакуума накладывает ограничения на приобретение и поддержание различных компонентов, которые охватывают различные отрасли. Наиболее существенной проблемой является размер вакуумной камеры. Многие системы EBW оснащены камерами, которые способны вмещать только определенный диапазон компонентов малого и среднего размера, что делает их непригодными для отраслей, где требуется сварка более крупных деталей. Например, исследования показывают, что вакуумные камеры могут вмещать компоненты размером только до 10 метров, что серьезно ограничивает их использование в строительстве и судостроении, а также в аэрокосмических конструкциях. Еще одной проблемой является то, насколько дорого поддерживать условия высокого вакуума. Поддержание вакуумной среды требует сложных и дорогих вакуумных насосов, что увеличивает как энергозатраты, так и эксплуатационные расходы. Исследования показывают, что техническое обслуживание вакуумной системы может составлять до 20% от общего времени простоя системы, что приводит к потере производительности. Более того, достижение и поддержание состояния высокого уровня вакуума требует обширного объема тщательного планирования, что контрпродуктивно для отраслей с узкими местами, которые отдают приоритет скорости.
Наконец, загрязнение частицами, взвешенными в вакуумной среде, может вызвать проблемы. Любые загрязнители, твердые или иные, от компонентов или оборудования могут ухудшить качество сварки, несмотря на герметичную структуру камеры. Эта уязвимость иллюстрирует необходимость обеспечения строгих стандартов чистого помещения, что увеличивает эксплуатационную сложность и время, необходимое для сварки. Такие проблемы, наряду с другими, остаются в центре внимания текущих исследований, направленных на развитие технологии EBW.
Высокая стоимость сварочного оборудования
Расходы на покупку машины для электронно-лучевой сварки (ЭЛС) создают литографическое препятствие для внедрения этой технологии в различных отраслях промышленности. Сложные режущие электронные лучи стоят от ста тысяч долларов до миллиона из-за необходимых уникальных вакуумных камер и мощных генераторов электронного луча.
Техническое обслуживание еще больше усложняет проблему. Для мелкосерийного производителя трата десятков тысяч на машину EBW в сочетании с дополнительными эксплуатационными расходами, такими как электричество, охлаждающие механизмы и другие вспомогательные услуги, оказывается невероятно обременительной. Непревзойденная точность и поразительное качество, которые предлагает EBW, затмеваются ее непомерными ценами, которые обходятся слишком дорого всем, кроме оборонной промышленности, аэрокосмической отрасли и автомобильных игроков.
Умерить эти финансы пытались с помощью генерации пучка, разработанной для большей эффективности, и создания машин с модулями. Постепенные пути к снижению затрат, такие как отверждение компонентов, требующих меньше энергии, показали себя многообещающими в программном обеспечении управления пучком.
Проблемы, связанные с различными методами сварки
По моему мнению, для любого сварщика проблемы, связанные с различными методами сварки, зависят от области применения и используемого материала. Примерами более сложных методов являются лазерная сварка, которая требует высокой точности с особым вниманием к деталям, специализированного оборудования и строгого соблюдения протоколов. Другими важными факторами, влияющими на степень сложности, являются характер соединений, выравнивание балок и характеристики материалов. Эти трудности можно преодолеть с помощью соответствующей подготовки и использования современных технологий.
Сварка EBW и лазерная сварка: сравнительный анализ
И электронно-лучевая сварка (ЭЛС), и лазерная сварка являются вертикалями в области высокоточных технологий. Эти два подхода к сварке отличаются друг от друга в зависимости от необходимого оборудования, требований к функциональности и конкретных областей применения. Например, лазерная сварка использует электронные лучи, сфокусированные в лазерную точку, что делает ее полезной для применения скорости к тонким материалам, а также точности. И наоборот, ЭЛС использует сфокусированный пучок электронов, которому нужны вакуумные камеры, что делает ее более подходящей для более толстых материалов и областей применения, требующих глубоких узких сварных швов. Хотя ЭЛС обеспечивает более высокое проникновение, лазерная сварка более адаптируема и ее легче интегрировать в автоматизированные системы. Очевидно, что эти два варианта принципиально взаимозаменяемы, отличаясь только конкретными деталями проекта, толщиной материалов, средой сварки и требуемой точностью и скоростью.
Энергоэффективность: сравнение метода электронно-лучевой сварки с лазерной сваркой
Когда дело доходит до энергоэффективности, как электронно-лучевая сварка (ЭЛС), так и лазерная сварка обладают уникальными характеристиками благодаря своим методам функционирования. Лазерная ЭЛС имеет одну из самых высоких энергоэффективностей среди различных методов сварки, различающихся по структуре, поскольку почти 95% энергии используется эффективно благодаря ее концентрации. Эффективность повышается в вакуумных средах, хотя настройка этих вакуумных камер может быть трудоемкой и энергоемкой. Однако в условиях массового производства эта трудоемкая настройка сводит на нет некоторые преимущества ее эффективности.
С другой стороны, лазерная сварка потребляет до 80-85% энергии эффективно, так как не требует вакуума, разрешенные лучи могут быть непосредственно выстрелены в область для выполнения функции. Кроме того, современные устройства используют лазеры волоконного типа, которые работают лучше, поскольку они преобразуют электрическую энергию в энергию лазера до 40%, что еще больше улучшает потребление энергии. Более того, растущее использование оптики, включающей формирование луча и адаптивную оптику в лазерной сварке, помогло сократить потери энергии, повысить контроль выходной мощности, таким образом, сделав ее сильным кандидатом в приложениях с ограничением энергии.
Например, одно исследование показало, что в процессах, включающих тонкие листы нержавеющей стали, технология лазерной сварки с использованием волоконных лазеров была на 30% более энергоэффективной, чем системы с CO2-лазером, предотвращая затраты при сохранении рабочей скорости и точности. С другой стороны, электронно-лучевая сварка EBW часто предпочтительна для сварки толстых материалов, таких как титановые детали в авиации и космонавтике, из-за ее непревзойденной энергоэффективности в контролируемых средах и глубине проникновения, особенно при работе с более толстыми материалами.
Скорость и точность в сварочных системах
Недавние разработки в области технологий точной сварки изменили ход развития многих отраслей промышленности, поскольку они повышают точность и скорость, обеспечивая высокое качество продукции при меньших затратах времени на производство. Примером являются лазерные сварочные аппараты, которые славятся своей точностью из-за небольшого фокуса и большой адаптивности систем. После достижения соответствующей фокусировки и работы с тонкими деталями высокомощные волоконные лазеры способны достигать скорости сварки 10 метров в минуту. Это делает их полезными в производстве автомобильных и электронных деталей. Их управление также исключает множество возможных дефектов, что снижает требования к обработке или исправлению после сварки, еще больше оптимизируя производственные процессы.
Аналогично, электронно-лучевая сварка (ЭЛС) необычайно точна, поскольку она работает в вакууме в качестве дополнительной меры для снижения вероятности загрязнения. В некоторых случаях глубина проникновения может достигать 300 мм, а ЭЛС обеспечивает последовательные и надежные сварные швы в толстых материалах. Исследования показывают, что для аэрокосмической и ядерной промышленности, где надежность имеет решающее значение, ЭЛС имеет потенциал сократить общее время сварки на 50% по сравнению с более традиционными системами. Это еще один пример того, как современные системы сварочных технологий способны не только соответствовать, но и превосходить ожидания и требования в любой отрасли, когда речь идет о скорости, точности и общей эффективности.
Области применения и различия в технологиях сварки
Области применения сварочных технологий включают аэрокосмическую, автомобильную, строительную, судостроительную, атомную и обрабатывающую промышленность; различия заключаются в источнике энергии, точности, пригодности материалов и стоимости.
| Ключевой момент | ЭЛС | TIG | MIG | Точечная сварка |
|---|---|---|---|---|
| Энергетический ресурс | Электронный луч | Электрическая дуга | Электрическая дуга | Электрический импульс |
| Точность | Высокий | Средняя | Низкий | Низкий |
| Материалы | Только металлы | Несколько | Только металлы | Только металлы |
| Стоимость | Высокий | Средняя | Низкий | Низкий |
Справочные источники
- Развитие электронно-оптических возможностей для изготовления крупногабаритных деталей методом электронно-лучевой сварки
- Авторы: Т. Дютийёль, Р. Виддисон, В. Киффин
- Journal: Сварка в мире
- Дата публикации: 23 февраля 2024
- Токен цитирования: (Дютийель и др., 2024)
- Резюме:
- В этом исследовании обсуждаются достижения в технологии электронно-лучевой сварки (ЭЛС), в частности ее применение в ядерной промышленности для высокопроизводительной сварки толстостенных компонентов. Авторы освещают использование системы Pro-beam K2000 в Nuclear AMRC, подчеркивая важность отслеживания характеристик материала и линии стыка для надежности процесса.
- Ключевые результаты:
- Однопроходный процесс электронно-лучевой сварки значительно сокращает время изготовления, но увеличивает нагрузку на операторов из-за требуемой высокой точности.
- Устройство отслеживания швов, использующее электронно-оптический анализ изображений, имеет решающее значение для оценки отклонений и обеспечения точного выравнивания во время сварки.
- Исследование показывает, что необходима дальнейшая работа по повышению надежности процесса сварки на основе результатов отслеживания швов.
- Исследование процессов сварки трением с перемешиванием (FSW) и электронно-лучевой сварки (EBW) для алюминиевого сплава 6082-T6
- Авторы: П. Нога, Т. Скшекут, М. Вендрыхович, М. Венгловский, А. Венгловская
- Journal: Материалы
- Дата публикации: Июль 1, 2023
- Токен цитирования: (Нога и др., 2023)
- Резюме:
- В этой статье сравниваются методы EBW и FSW для соединения алюминиевого сплава EN AW-6082 T6. В ней подробно описываются параметры, используемые для обоих методов сварки, и представлены комплексные испытания микроструктурных и механических свойств.
- Ключевые результаты:
- Было обнаружено, что прочностные свойства соединения, полученного методом ЭЛС, снизились на 23%, тогда как для соединения, полученного методом СТП, они снизились на 38% по сравнению с основным материалом.
- Исследование также выявило существенные различия в удлинении между двумя методами, при этом EBW демонстрирует более низкое удлинение из-за испарения магния в процессе сварки.
- Процесс электронно-лучевой сварки титанового сплава Ti6Al-4V
- Авторы: Збигнев Венцель, С. Вевёровска, П. Вечорек, А. Гонтарз
- Journal: Материалы
- Дата публикации: Июль 1, 2023
- Токен цитирования: (Венсель и др., 2023)
- Резюме:
- В данном исследовании изучается процесс электронно-лучевой сварки титанового сплава Ti6Al-4V с уделением особого внимания физико-химическим изменениям, вызванным процессом сварки, и эффектам послесварочной термической обработки.
- Ключевые результаты:
- Исследование показало, что термообработка после сварки существенно влияет на механические свойства и микроструктуру сплава.
- Было отмечено, что проведение ЭЛС со скоростью 8 мм/с привело к снижению содержания алюминия, хотя оно оставалось в допустимых пределах.
Часто задаваемые вопросы (FAQ):
В: Что такое электронно-лучевая сварка?
A: Электронно-лучевая сварка — это метод сварки плавлением, который использует высокоскоростной электронный луч в качестве источника тепла для соединения материалов. Этот процесс происходит в вакуумной камере, чтобы избежать рассеивания электронов, гарантируя, что электронный луч точно сфокусирован на заготовке.
В: Как работает аппарат для электронно-лучевой сварки?
A: Электронно-лучевой сварочный аппарат использует электронно-лучевую пушку, которая испускает электроны из катода. Электроны ускоряются по направлению к аноду, где они также фокусируются в луч, который может быть направлен на свариваемые материалы. Поскольку луч может быть сфокусирован для достижения высокой плотности мощности, он способен производить узкие и глубокие сварные швы.
В: Каковы основные компоненты электронно-лучевого сварочного аппарата?
A: Основными компонентами электронно-лучевого сварочного аппарата являются вакуумная камера, электронно-лучевая пушка, катод и анод. Каждый электрод имеет свое предназначение: электронно-лучевая пушка производит луч, катод испускает электроны, анод ускоряет их, а вакуумная камера обеспечивает условия высокого вакуума, необходимые для процесса.
В: Каковы преимущества микроскопии электронно-лучевой сварки?
A: Основное преимущество сканирования электронным лучом при сварке заключается в способности высокоскоростного луча фокусироваться на небольшой области и резать с заполнением при очень низкой деформации. Сварка, выполняемая электронными лучами, очень экономична с точки зрения мощности, скорости и эффективности. Электронно-лучевые сварные швы не имеют пор и не требуют дополнительного заполняющего материала. Точность фокусировки также делает ее полезной для автоматизированных процессов сварки.
В: Для каких целей используется электронно-лучевая сварка?
A: Электронно-лучевая сварка находит применение в основном в аэрокосмической, автомобильной, электронной и энергетической промышленности. Она полезна при сварке металлов, которые являются химически и термически реактивными, а также для применений, требующих высокой точности и чрезвычайной прочности.
В: Чем электронно-лучевая сварка отличается от лазерной?
A: Электронно-лучевая и лазерно-лучевая сварка являются точными процессами, использующими источники концентрированной энергии. Однако у них есть некоторые различия — лазерная сварка не требует высокого вакуумного пространства, а электронно-лучевая сварка требует. Более того, лазерная сварка, как правило, более гибка в отношении материалов и сред, с которыми она может работать, в то время как электронно-лучевая сварка превосходит по проникающим возможностям.
В: Можно ли автоматизировать электронно-лучевую сварку?
A: Да, автоматизация может быть интегрирована в процессы электронно-лучевой сварки. Компьютерные системы могут управлять фокусировкой электронного луча, что позволяет многим автоматизированным системам сварки достигать последовательных и повторяемых сварных швов.
В: Требуется ли присадочный материал при электронно-лучевой сварке?
A: При электронно-лучевой сварке присадочный материал обычно не нужен. Энергия луча концентрируется и расплавляет базовые детали достаточно, чтобы соединить их прочно без подачи дополнительных материалов.
В: Какие факторы влияют на мощность луча при электронно-лучевой сварке?
A: При электронно-лучевой сварке мощность луча зависит от ускоряющего напряжения, тока луча и фокусировки луча. Эти настройки можно изменять, чтобы контролировать глубину сварки и общее качество сварки.
В: Как высокий вакуум при электронно-лучевой сварке влияет на процесс?
A: Высокий вакуум, присутствующий в электронно-лучевой сварке, имеет решающее значение, поскольку он препятствует рассеиванию электронов. Это преимущество позволяет точно фокусировать электронный луч на заготовке, что улучшает проникновение и качество сварки.






{kind=link}
{kind=link}
{kind=link}
{kind=link}