

Сварка нержавеющей стали со сталью может показаться непростой задачей, но при наличии соответствующих навыков и инструментов она становится вполне возможной. Профессия сварщика уже открыла путь к подобным металлургическим экспериментам, поэтому понимание тонкостей соединения этих двух металлов необходимо для получения прочных и долговечных результатов. Это руководство раскроет тайны основных операций, необходимых инструментов и методов для успешной сварки нержавеющей стали со сталью, а также укажет на типичные трудности и объяснит, как их преодолеть. К концу книги будет представлен подробный план для лёгкого выполнения этого процесса сварки. Оставайтесь с нами, пока мы исследуем это захватывающее сочетание металлургии и искусства!
Возможность сварки нержавеющей стали с мягкой сталью

Схватывание разнородных металлов
Сварка разнородных металлов, таких как нержавеющая и мягкая сталь, вполне возможна, но требует учёта их различных свойств. Главной особенностью нержавеющей стали является её коррозионная стойкость и высокое содержание хрома, в то время как мягкая сталь благодаря низкому содержанию углерода и отсутствию коррозионно-стойких добавок более мягкая и, следовательно, более дешёвая. Сварка этих разных материалов одновременно создаёт такие проблемы, как разный коэффициент теплового расширения, необходимость использования разных типов присадочных материалов и даже возникновение электрохимической коррозии.
Сварка разнородных металлов – широко распространённая практика в различных отраслях промышленности, и последние данные поисковой системы показывают, что при сварке этих двух металлов обычно используется совместимый присадочный материал, например, аустенитная нержавеющая сталь, например, пруток ER309, который служит связующим звеном между материалами с разным составом. Более того, предварительный нагрев мягкой стали и тщательный контроль подачи тепла в процессе сварки позволяют не только создать прочное соединение, но и снизить риск образования трещин и деформаций. При использовании правильной изоляции и инструментов сварка нержавеющей и мягкой стали станет прерогативой не только экспертов, но и опытных любителей, поскольку между нержавеющей и мягкой сталью можно получить прочный и долговечный сварной шов.
Преимущества и недостатки
✓ Преимущества
- ►
Универсальность применения: Сочетание нержавеющей и мягкой стали позволяет создавать гибкие конструкции, в которых используются лучшие свойства обеих сталей: стойкость нержавеющей стали к коррозии сочетается с прочностью и экономичностью мягкой стали. - ►
Снижение стоимости проекта: Использование этих разнородных металлов позволяет снизить общую стоимость проекта по сравнению с использованием только нержавеющей стали. - ►
Прочность сварного шва: Если нагрев выполнен правильно, сварной шов может стать безопасным и прочным, поэтому его можно использовать в строительстве, автомобилестроении или обрабатывающей промышленности.
✗ Недостатки
- ►
Технологические вызовы: Составы и термические свойства двух металлов противоположны друг другу, что приводит к их смешиванию, которое, если не управлять ими умело, приводит к растрескиванию, деформации или ослаблению связей. - ►
Цена материала: Использование наполнителей типа ER309 и дополнительного оборудования для управления теплом может увеличить стоимость, хотя сама мягкая сталь дешевле. - ►
Риск коррозии сварных швов: Из-за разницы в металлах сварной шов может легко стать местом электрохимической коррозии, поэтому потребуется дополнительная защита.
Резюме: Правильная подготовка, техника и выбор материала являются решающими факторами для успешного достижения компромисса между этими плюсами и минусами.
Промышленное применение
Различные отрасли промышленности используют преимущества технология сварки нержавеющей стали с мягкой сталью Благодаря своей гибкости и экономической эффективности. Одной из основных областей применения является строительство, где нержавеющая и мягкая сталь используются для снижения стоимости зданий и других объектов инфраструктуры, а также для повышения их прочности и долговечности.
Более того, в автомобильной промышленности эта технология применяется для изготовления деталей, которые должны быть устойчивы к коррозии, но при этом не должны быть слишком дорогими. Например, в случае выхлопных систем и других компонентов, подверженных воздействию высоких температур и агрессивных сред, это достигается благодаря смешиванию этих двух металлов.
Кроме того, в энергетике сварка нержавеющей стали с мягкой сталью является одним из важных методов, используемых для изготовления трубопроводов и усовершенствованных конструкций, которые достаточно прочны, чтобы выдерживать даже самые суровые условия, оставаясь при этом экономичными, поскольку сварка применяется во всех вышеупомянутых отраслях, таких как судостроение и тяжелое машиностроение, где детали, которые должны быть прочными и устойчивыми к коррозии, изготавливаются путем сварки разнородных металлов.
Технологический прогресс в сочетании с постоянными инновациями в методах сварки и присадочных материалах расширил область применения. Недавние поисковые запросы в поисковой системе «…» показывают устойчивый рост интереса к этому процессу, поскольку пользователи ищут способы повышения прочности соединений и снижения коррозионных проблем, что указывает на растущую важность этой технологии в современном промышленном мире.
Лучшие методы сварки нержавеющей стали с мягкой сталью

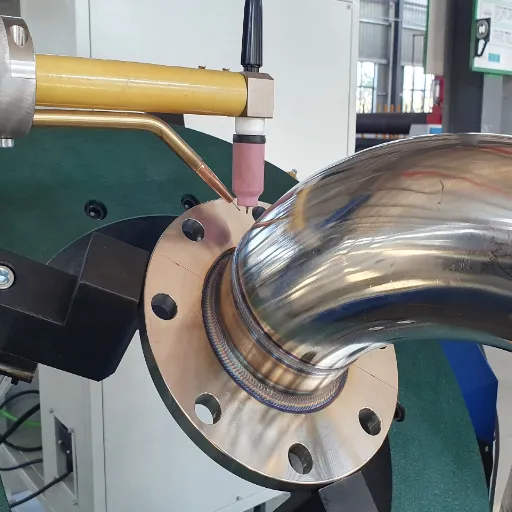
Методы сварки TIG
Сварка TIG (англ. TIG welding), название которой происходит от аббревиатуры «сварка вольфрамом в инертном газе», а также GTAW (дуговая сварка вольфрамом в среде инертного газа), — один из лучших способов сварки нержавеющей и мягкой стали. Этот метод отличается точностью, чистотой и эстетичным внешним видом, что делает его идеальным для отраслей промышленности, где требуются прочные и коррозионностойкие соединения. При сварке металлов с различными свойствами обычно используется совместимый присадочный пруток, например, ER309L, для устранения зазоров, различающихся по термическим и химическим характеристикам.
Последние данные поиска показывают, что всё больше людей ищут способы повышения прочности соединений, полученных сваркой TIG, и одновременно предотвращения гальванической коррозии. Стремясь решить эти проблемы, специалисты рекомендуют тщательно контролировать погонную энергию, чтобы не допустить коробления, а также использовать газовую защиту зоны сварки, например, смесь аргона и гелия, для обеспечения качества сварки. Мягкую сталь также можно предварительно подогревать, чтобы снизить вероятность образования трещин и улучшить сплавление разнородных металлов. Сочетание передовых технологий сварки TIG и передовых методов позволяет сварщикам получать прочные и надёжные изделия, которые можно применять в строительстве и промышленности.
Методы сварки MIG
Сварка MIG (микродуговая сварка в среде инертного газа) — это процесс, при котором в качестве присадочного материала используется сплошная проволока, а в зоне сварки используется газовая защита. В этом процессе используются наиболее универсальные и эффективные методы сварки, широко применяемые в промышленности. Защитный газ, в основном аргоновая смесь, подается одновременно со сваркой сплошной проволокой из сварочного пистолета для предотвращения загрязнения сварочной ванны атмосферными веществами. Сварщики обязаны правильно регулировать скорость подачи проволоки, напряжение и расход газа для достижения наилучших результатов.
При правильном применении сварка MIG обеспечивает высокую скорость сварки и чистые, эстетичные швы. Этот метод можно применять как для очень тонких, так и для довольно толстых материалов. Новые технологии, такие как импульсная сварка MIG, позволяют лучше контролировать тепловложение, что снижает вероятность коробления и, следовательно, обеспечивает высокую точность сварки даже самых деликатных материалов. Благодаря этим методам и использованию новейших технологий MIG сварщики могут создавать прочные и высококачественные сварные швы, подходящие для применения в строительстве и промышленности.
Рекомендации по сварке электродами
Сварка электродом (SMAW), также известная как дуговая сварка защитным электродом (SMAW), по-прежнему остаётся одним из самых универсальных и распространённых методов сварки, особенно для наружных и промышленных применений. Сварочные задачи решаются просто. Кроме того, этот метод по-прежнему очень удобен благодаря возможности сваривать множество различных металлов, включая углеродистую сталь, нержавеющую сталь и чугун. Однако для достижения оптимальных результатов всё же есть ряд факторов.
Правильный выбор электрода – это первостепенная задача, поскольку он соответствует различным материалам и толщинам. Электроды E6010 и E7018 являются наиболее распространёнными благодаря своей прочности и универсальности. Ещё одним определяющим фактором является длина дуги: поддержание стабильной и равномерной дуги предотвращает появление различных дефектов, включая пористость и подрезы. Кроме того, при ручной дуговой сварке важна подготовка поверхности. Хотя этот метод устойчив к некоторым поверхностным загрязнениям, таким как ржавчина или краска, очистка заготовки обеспечит более высокое качество сварного шва.
Он упрощает дуговую сварку, но эта дополнительная гибкость особенно важна в суровых условиях, таких как сильный ветер или влажность, где другие методы могут быть бессильны. Однако он приводит к большему разбрызгиванию и требует очистки после сварки. Сочетание последних инноваций в области дуговой сварки плавящимся электродом (SMAW), таких как усовершенствованные источники питания и эффективные формулы флюса, позволяет сварщикам оптимизировать производительность и гарантировать прочность и надежность сварных швов как при конструкционных работах, так и при ремонте.
Типы присадочных материалов для сварки нержавеющей стали с углеродистой сталью

Выбор правильных присадочных прутков
При сварке нержавеющей стали с углеродистой сталью выбор присадочного прутка критически важен и окажет большое влияние на сварной шов, который будет как прочным, так и коррозионностойким. Как правило, сварщики с большим опытом и новейшими знаниями, как правило, рекомендуют присадочные прутки из аустенитной нержавеющей стали, например, прутки классификации ER309 или ER309L, в зависимости от сочетания своих практических навыков сварки и последних данных. Два металла, которые различаются по своей природе и свойствам, идеально совместимы и образуют прочное соединение, устойчивое не только к трещинам, но и к коррозии. Сварочные прутки ER309 специально разработаны для учета теплового расширения и различий в химическом составе нержавеющей и углеродистой стали. Кроме того, предварительный нагрев или контроль параметров сварки могут значительно повысить производительность выбранного присадочного материала, тем самым обеспечивая его долговечность и надежность в различных областях применения.
Использование проволоки из нержавеющей стали
Одним из самых замечательных материалов в отрасли является нержавеющая проволока, которая высоко ценится благодаря своей прочности, стойкости к коррозии и способности выдерживать суровые условия. Судя по современным тенденциям поиска и данным, один из самых популярных вопросов о нержавеющей проволоке: «Что делает её идеальным вариантом для промышленного и бытового применения?»
Ответ обусловлен её замечательными характеристиками. Проволока из нержавеющей стали очень устойчива к ржавчине и окислению, поэтому она становится отличным выбором в местах с повышенной влажностью воздуха или подвержена воздействию воды. Её твёрдость и гибкость делают её пригодной для использования в таких отраслях промышленности, как строительство и автомобилестроение, которые сильно отличаются друг от друга. Более того, прочность на разрыв проволоки из нержавеющей стали значительно выше, чем у конкурентов, и поэтому она может выдерживать значительные нагрузки без повреждения. Все эти свойства, в сочетании с тем, что она практически не требует ухода, делают проволоку из нержавеющей стали популярной и эффективной в широком спектре применений, как в коммерческих, так и в частных целях.
Влияние выбора наполнителя
Выбор присадочного материала – один из важнейших аспектов, который необходимо учитывать, поскольку он напрямую влияет на эксплуатационные характеристики, долговечность и экономическую эффективность изделия. Обычно присадки способны улучшить важнейшие свойства, такие как прочность, термостойкость или электропроводность, что позволяет изделию быть принятым с требуемыми характеристиками. Корпус может быть изготовлен методом сварки, что требует от выбранного присадочного материала обеспечения прочных, коррозионностойких соединений, способных выдерживать даже самые суровые условия. Строительная и аэрокосмическая отрасли требуют тщательного выбора присадочных материалов для достижения максимальной безопасности и стабильности.
Последние данные свидетельствуют о росте осведомленности клиентов об экологичных и в то же время недорогих решениях в области наполнителей, что подтверждается тенденциями поиска. В качестве материалов используются композитные наполнители и современные сплавы, которые позволяют снизить количество отходов на заводе и обеспечивают высокую производительность. Эта тенденция благоприятствует окружающей среде, поскольку это глобальная кампания за экологичных и экологически чистых производителей. Исследования и разработки становятся движущей силой инноваций в области наполнителей на каждом этапе, как в соответствии с отраслевыми стандартами, так и в плане удовлетворения потребностей клиентов. Выбор правильного наполнителя по-прежнему является техническим решением, однако он также является фактором, существенно влияющим на качество и экологичность продукта в долгосрочной перспективе.
Проблемы сварки нержавеющей стали с обычной сталью
Проблемы зоны термического влияния (ЗТВ)
Зона термического влияния (ЗТВ) является определяющим фактором при обсуждении сварки нержавеющей и углеродистой стали. Это обусловлено совершенно противоположными металлургическими свойствами используемых материалов. ЗТВ – это область основного металла, в которой под воздействием тепла, выделяющегося в процессе сварки, происходят изменения. Среди прочего, это приводит к изменению прочности материала, его коррозионной стойкости и, в конечном итоге, его долговечности. Разница в коэффициентах термического расширения и химическом составе может привести к образованию трещин, деформаций и даже хрупких структур в ЗТВ при сварке нержавеющей и обычной стали.
Кроме того, современные исследования показывают, что выбор присадочных материалов и предсварочная подготовка важны для преодоления проблем, связанных с зоной термического влияния (ЗТВ). Использование совместимых присадочных материалов, например, электродов из аустенитной нержавеющей стали, не только снижает хрупкость, но и обеспечивает целостность сварного шва. Кроме того, контроль межпроходной температуры и применение послесварочных процессов, таких как снятие напряжений и термообработка, способствуют устранению потенциальных проблем. Применение правильных методов и планирование процесса позволяют эффективно решить проблемы и обеспечить прочный и долговечный сварной шов.
Коррозия и гальванические реакции
Коррозия и гальванические реакции – это факторы, которые учитываются при выборе материалов и проектировании, поскольку они являются естественными явлениями. Например, коррозия – это разрушение материала, в основном металла, вследствие химического или электрохимического взаимодействия с окружающей средой. С другой стороны, гальванические реакции происходят, когда два разнородных металла электрически соединены и помещены в один и тот же проводящий электролит, что ускоряет коррозию анодного металла.
Для уменьшения этих осложнений важно использовать материалы, передающие тесно связанные электрохимические свойства. С экологической точки зрения, защитные покрытия, такие как краска или оцинковка, могут служить барьером и защищать материалы от воздействия окружающей среды. Использование катодной защиты, будь то жертвенные аноды или наложение токовых систем, может помочь снизить гальваническую коррозию. Новая тенденция в отрасли — использование коррозионно-стойких сплавов и нанопокрытий для продления срока службы оборудования, которые в настоящее время вытесняют более традиционные методы, такие как защитные ограждения, кожухи и покрытия. Кроме того, необходимо планировать и проводить регулярные проверки и техническое обслуживание для выявления начальных стадий коррозии и принятия профилактических мер.
Стратегии предотвращения и смягчения последствий
Судя по последним данным поиска в Интернете, растёт понимание необходимости принятия ранних мер по борьбе с коррозией, особенно в отраслях, работающих в крайне сложных условиях. Методы профилактики и смягчения последствий медленно, но верно переходят на искусственный интеллект и машинное обучение — именно эти технологии будут отслеживать и прогнозировать характер коррозии в режиме реального времени. С помощью таких передовых технологий компании смогут обрабатывать огромные массивы данных, выявлять опасные точки и совершенствовать графики технического обслуживания. Современные отрасли промышленности способны не только нейтрализовать последствия повреждений, но и использовать новые изобретения, такие как так называемые «умные» покрытия с самовосстановлением и датчики коррозии. Более того, компании, использующие цифровые двойники — цифровые подобия своих физических систем, — смогут определять последствия коррозии и быть готовыми к более эффективному принятию решений и распределению ресурсов, которые сейчас осуществляются в рамках традиционных систем. Таким образом, бактерии и грибки, обитающие в почве, используют технологии, чтобы выйти за рамки традиционных методов профилактики и контроля.
Советы по успешной сварке

Методы подготовки и очистки
Надёжные и долговечные сварные швы немыслимы без правильной подготовки и очистки. Если перед сваркой не удалить грязь, масло, ржавчину и краску с поверхностей, качество шва будет низким. Загрязнения можно удалить металлической щёткой, шлифовкой или химическими очистителями, специально предназначенными для сварки. Чистые и гладкие кромки в местах соединения обеспечивают лучшее сплавление, и, скорее всего, не останется никаких дефектов, таких как пористость или непрочные соединения.
Использование современных инструментов для подготовки поверхности, например, систем лазерной очистки, не только приобрело популярность, но и подкрепилось современными технологиями, анализом данных и поисковыми системами. Эти инструменты обеспечивают очень точную и экологичную очистку, удаляя слои загрязнений, но не повреждая основной материал. Кроме того, предварительный нагрев металла при необходимости может устранить такие дефекты, как трещины, особенно при сварке высокоуглеродистых сталей. Трио чистоты, подготовки и новых технологий не только упростит сварочные процессы, но и повысит качество и надежность сварных швов.
Параметры и настройки сварки
Одним из важнейших факторов, обеспечивающих прочные и стабильные сварные швы, являются правильные настройки и параметры сварки. Сила тока, напряжение, скорость перемещения горелки и тип электрода определяют качество сварного шва. Например, для сварки мягкой стали требуется меньшая сила тока, чем для сварки толстой нержавеющей стали, чтобы избежать перегрева и обеспечить полное проплавление. Аналогично, изменение скорости перемещения может привести к резкому изменению профиля шва и тепловложения; слишком высокая скорость может привести к непровару, а слишком низкая — к чрезмерной тепловой деформации.
Обработка и контроль после сварки
Распространено заблуждение, что послесварочная обработка – это деликатная процедура, но на самом деле это очень грубый и трудоёмкий процесс, предназначенный для повышения прочности сварных соединений. Одним из наиболее распространённых способов достижения этой цели является термическая обработка, которая представляет собой метод снятия напряжений, предотвращающий хрупкость металла шва, склонного к растрескиванию и деформации. В зависимости от типа металла и его назначения могут применяться различные методы, такие как отжиг или нормализация. Кроме того, очистка поверхности металлической щёткой или химическим раствором не только очищает, но и предотвращает коррозию металла.
Контроль — важный этап, который нельзя пропустить после сварки. Именно он позволяет оценить качество и выявить любые дефекты. Визуальный контроль, ультразвуковой контроль (УЗК) и рентгенография — наиболее распространённые методы. Визуальный контроль позволяет обнаружить неровности поверхности, такие как пористость или подрезы, но методы неразрушающего контроля, такие как УЗК или рентгенография, позволяют выявить внутренние дефекты без разрушения материала. Соблюдение современных требований и спецификаций производителей значительно повысит надёжность после сварки.
Согласно данным поисковых систем, в последнее время всё больший интерес вызывают автоматизированные системы контроля. Эти системы могут включать роботов и искусственный интеллект для проведения тщательной оценки, проводимой с точностью и согласованностью, что позволяет снизить человеческий фактор. Отрасли, следящие за развитием технологий, не только улучшат свои послесварочные процессы, но и будут придерживаться очень строгих стандартов качества.
Частые вопросы (FAQ)
❓ Можно ли соединить нержавеющую и углеродистую сталь сваркой?
Да, нержавеющую и углеродистую сталь можно соединять сваркой, хотя это имеет свои особенности. Разница в температурах плавления и микроструктуре двух материалов может создавать проблемы, такие как образование горячих трещин. Использование присадочного металла из нержавеющей стали марки 309 или 309L может быть очень полезным в этом отношении, поскольку в его состав входят никель и хром, способствующие этому процессу. Более того, при сварке крайне важно правильно подобрать степень разбавления и погонную энергию, чтобы сварное соединение обладало превосходными механическими свойствами. Качественная подготовка и послесварочная обработка необходимы не только для предотвращения коррозии, но и для сохранения прочности сварного шва.
❓ Какой метод сварки нержавеющей стали лучше всего подходит для углеродистой стали?
Наиболее распространённым и, следовательно, наилучшим методом сварки разнородных металлов, таких как нержавеющая и углеродистая стали, является дуговая сварка плавящимся электродом в среде защитного газа (GMAW), также известная как сварка MIG. Этот процесс обеспечивает контролируемое тепловложение, необходимое при работе с несовместимыми металлами для предотвращения коробления и повреждений. Использование присадочного прутка из нержавеющей стали марки 309 позволяет ещё больше улучшить качество сварного шва и сделать его более прочным. Кроме того, необходим мощный сварочный аппарат, способный выдерживать нагрузки, возникающие при сварке нержавеющей стали с углеродистой, особенно с точки зрения силы тока и напряжения. Сварочный процесс также выигрывает от использования защитной газовой смеси, содержащей гелий, которая обеспечивает стабильность дуги и проплавление.
❓ Можно ли считать сварку нержавеющей стали с мягкой сталью сложной?
Сварка вышеупомянутых металлов может считаться сложной задачей из-за большой разницы в химическом составе и температурах плавления. Наличие углерода в мягкой стали увеличивает вероятность образования горячих трещин и одновременно снижает коррозионную стойкость свариваемой области. Если требуется обеспечить водонепроницаемость между материалом и сталью, то лучше использовать присадочный материал, например, нержавеющую сталь марки 309, которая является аналогичной по свойствам, чтобы обработанная сталь не подвергалась эффекту растворения. Более того, в таких условиях, если применяется процесс сварки с минимальным нагревом, то также снижается риск коробления основных материалов. Очистка свариваемых поверхностей и предварительный нагрев соприкасающихся материалов также могут улучшить результат.
❓ Каковы различные механические свойства сварки углеродистой стали с нержавеющей сталью?
Сварка нержавеющей стали с углеродистой сталью может иметь существенно различающиеся механические свойства в зависимости от метода сварки и используемого присадочного материала. Как правило, добавление нержавеющей стали делает соединение устойчивым к коррозии, но углерод может снизить общую прочность и пластичность. Использование присадочного материала, такого как 309L, позволяет получить прочное соединение с хорошими механическими свойствами благодаря содержанию никеля и хрома. С другой стороны, зона термического влияния может сильно нагреться, что может привести к образованию мартенсита, что приведет к хрупкости. Поэтому для получения желаемых свойств необходимо тщательно контролировать параметры сварки и послесварочную термообработку.
❓ Можно ли использовать обычную дуговую сварку MIG для сварки нержавеющей стали?
Действительно, сварка нержавеющей стали возможна с помощью обычной сварки MIG. Однако это требует точной настройки процесса и внесения определённых изменений. Сварка нержавеющей стали, особенно углеродистой, требует использования подходящего присадочного металла и защитного газа для предотвращения загрязнений. Присадочный материал для нержавеющей стали марки 316 может использоваться для повышения коррозионной стойкости сварного шва, а защитный газ, содержащий определённое количество аргона и гелия, — для обеспечения стабильности дуги. Кроме того, для получения качественного шва крайне важно правильно настроить напряжение и силу тока на сварочном аппарате. При сварке нержавеющей стали методом MIG обязательным условием является использование правильной техники сварки и подготовка.






{kind=link}
{kind=link}
{kind=link}
{kind=link}