
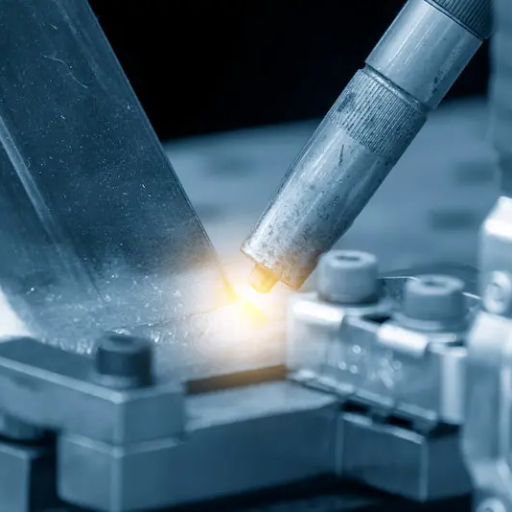
Fabrikanten hebben een geheim wapen voor snelle, schroefloze metaalverbindingen: laserlassen. Dit proces schiet een smalle lichtbundel op een werkstuk, waardoor de randen in een oogwenk aan elkaar smelten. Omdat de hitte op zijn plaats blijft, vervormen onderdelen zelden, en die precisie wordt toegepast in sectoren van de lucht- en ruimtevaart tot de assemblage van kleine printplaten. Benieuwd naar de verschillende lasers – denk aan CO2, fiber en disk – die professionals voor elke klus kiezen? Lees verder; de volgende secties bespreken apparatuur, opstellingen en praktische successen die de industrie vooruit helpen.
Wat is laserlassen?

Laserlassen voelt bijna futuristisch aan. Een smal, gloeiend heet licht snijdt door metaal en smelt de stukken in seconden samen. Omdat de hitte zo gericht is, is er weinig rommel. Fabrieken in de auto-, ruimtevaart- en gadgetindustrie zweren bij die snelheid en netheid. Wanneer tijd en precisie belangrijk zijn, wint LBW meestal.
Hoe het laserlasproces werkt
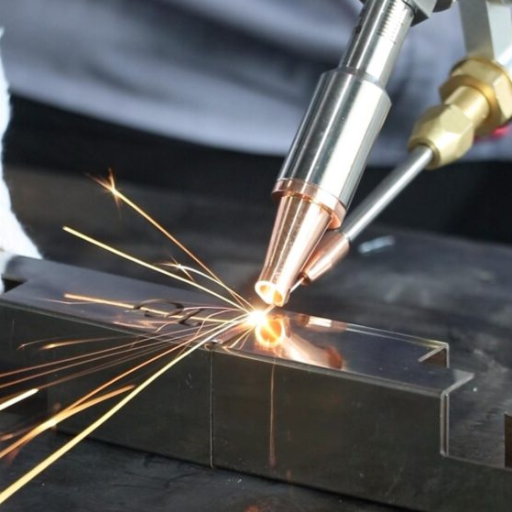
Simpel gezegd, LBW richt een superheldere laserstraal op de randen van de lasnaden en maakt ze witheet. Zodra de metaalvloeistoffen zich ophopen, bevriezen ze tot een solide verbinding, vaak sterker dan het omringende staal. Operators kunnen de instellingen aanpassen voor brede, ondiepe naden of smalle sleutelgaten, waardoor de opstelling even flexibel als snel is.
Soorten lasers die worden gebruikt bij het lassen
Laswerkplaatsen vertrouwen niet op slechts één laser; de keuze hangt echt af van de klus. Vier belangrijke stijlen duiken steeds weer op in de fabriek:
- Fiberlasers branden fel en zijn zuinig met vermogen, waardoor ze nette kralen in dunne roestvrijstalen of aluminium platen snijden.
- CO2-lasers pompen een constante wolk infraroodlicht uit die door zwaar staal heen knalt. Monteurs zweren bij die krachtbron voor mijnbouwplatforms of scheepsrompen.
- Nd:YAG-lasers schakelen tussen gepulseerde flitsen en lange energiestoten. Met die flux kunnen ze koper, plastic of zelfs glas moeiteloos lijmen.
- Diodelasers zijn betaalbaar en passen in een gemiddelde gereedschapskist. Ze schijnen lichtbundels met een laag wattage voor elektronicareparaties of sieradenwerk.
Kies er een op basis van het gewicht, de dikte en de gewenste afwerking van het metaal. Geen enkele balk is geschikt voor alles.
Belangrijkste verschillen: laserstraal versus traditioneel lassen
Laserlassen verschilt van traditioneel lassen in precisie, warmte-inbreng, snelheid, aanpasbaarheid van het materiaal en operationele kosten.
| Parameter | Lassen met laserstralen | Traditioneel lassen |
|---|---|---|
| precisie | Hoge | Gemiddeld |
| Warmte-inbreng | Laag | Hoge |
| Snelheid | Snel | Gemiddeld |
| Materiaalbereik | Veelzijdig | Beperkt |
| Kosten | Hoge | Laag |
| Automatisering | Eenvoudig | Uitdagend |
| Verdraaiing | minimaal | Significante |
| Gezamenlijke kwaliteit | Uitstekend | Veranderlijk |
Wat zijn de voordelen van laserlassen?
- Supernauwkeurig – Laserlassen lokaliseert de straal met bijna chirurgische precisie. Vakmensen zijn er dol op voor eenmalige klussen waarbij elk detail telt.
- Koelere werkzone – Doordat de warmte beperkt blijft, vermijdt nabijgelegen metaal de lelijke kromtrekking die zoveel projecten verpest. Die besparing is vaak al merkbaar voordat er ook maar één slijping is uitgevoerd.
- Snelle doorlooptijden – Een laserstraal maakt zijn werk in een oogwenk af, dus zelfs dikke builds verstoppen de planning niet. Snelle overwinningen zoals deze zorgen ervoor dat kleine shops op topsnelheid draaien.
- Trouw vrij met legeringen – roestvrij staal, koper, kunststof – niets lijkt de komst van een laser te deren. Operators waarderen de vrijheid om achter elke exotische spec aan te gaan die binnenkomt.
- Kogelvrije verbinding – De dunne plas koelt zo snel af dat defecten nauwelijks zichtbaar worden. De lassen die vandaag zijn aangebracht, liggen niet wakker wanneer de inspectie volgende week begint.
- Plug-and-Play automatisering – Robotarmen grijpen de fakkel zonder na te denken en leveren keer op keer hetzelfde bijna wonderbaarlijke resultaat. Stel het één keer in, markeer het werk met een barcode en vertrouw erop dat het systeem uw beste dag keer op keer herhaalt.
Snelheid en precisie: voordelen van lassnelheid
Er verschijnen bijna elk jaar nieuwe lasapparaten en -apparaten, die een las sneller kunnen starten dan je een kop koffie kunt opdrinken. Dankzij de ultrasnelle installatie kunnen werkplaatsen klussen in uren in plaats van dagen klaren, en die extra tijd kan een klein fortuin op de balans waard zijn. Een goede laserlasser bijvoorbeeld, verslindt dun staal met een snelheid van 10 meter per minuut. Zelfs de bescheiden MIG-machine kan, mits goed ingesteld, metaal verplaatsen met een snelheid van ongeveer 15 centimeter per minuut. Snelheid? Check. En niemand klaagt over de kwaliteit.
Natuurlijk heeft het geen zin om de productie te verbreken als de lassen eruit zien alsof een peuter ze heeft getekend. Moderne machines zijn slim genoeg om de hitte volledig zelf te controleren, waardoor vervorming en verspilling vrijwel tot nul worden gereduceerd. Uit een onderzoek blijkt dat de overstap naar deze geautomatiseerde systemen de herkansingen met bijna een derde vermindert - een onzinnige papierwinkel die van de agenda's van de planners is gewist. Dat levert stabielere onderdelen op, minder kopzorgen en een proces dat zich bijna vanzelf gedraagt. Geen wonder dat fabrikanten deze machines steeds naast de assemblagelijn plaatsen.
De rol van laservermogen bij lasefficiëntie
Bij lassen maakt de kracht van de laserstraal – je kilowatt of watt – het verschil. Een robuust, krachtig apparaat kan sneller door metaal heen razen dan de meeste mensen met hun ogen kunnen knipperen en in een razend tempo perfecte naden creëren. We hebben het over een productiviteitsverhoging van bijna 50 procent wanneer je laserlassen combineert met de ouderwetse booglasmethoden die door hobbyisten worden gebruikt.
Fiberlasers van de nieuwe generatie werden hét voorbeeld van energiebesparing. Ze zoemden mee en verbrandden bijna 45 procent van de stroom uit de wandcontactdoos als bruikbaar licht. Dat is meer dan de 10 tot 15 procent die de lasers van de eerste generatie ophoestten en voorkomt dat iedereen zo hard op de energierekening zit te zweten.
Het inzetten van precies de juiste vuurkracht vermindert ook veelvoorkomende problemen zoals porositeit en die vervelende gaten die je ziet in beginnende lassen. Fabrieken die de cijfers direct aanpassen, hebben het aantal defecten met bijna een vijfde zien dalen, een statistiek die de salarissen betaalt door pure kostenbesparende vastberadenheid.
Combineer die constante stroom met robots en realtime sensoren en je krijgt een systeem dat niet alleen slim, maar ook ronduit zuinig is. Scherpe ingenieurs weten dat de truc zit in het afstemmen van wattage op het materiaal - dikkere platen, grotere balken - en die simpele aanpassing zorgt ervoor dat elke klus, van turbobehuizingen tot vleugelbekleding, perfect op zijn plek zit.
Waarom laserlassen de beste keuze is
Ik geloof dat laserlassen zich onderscheidt als een superieure lastechnologie vanwege de ongeëvenaarde precisie, snelheid en veelzijdigheid. De mogelijkheid om de laservermogensinstellingen te regelen, maakt het mogelijk om hoogwaardige lassen te creëren met minimale defecten, zelfs in uitdagende materialen of configuraties. De mogelijkheid tot automatisering en integratie met realtime monitoring zorgt voor efficiëntie en consistentie, waardoor het ideaal is voor industrieën die nauwkeurigheid en betrouwbaarheid eisen. Deze geavanceerde aanpak verhoogt niet alleen de productiviteit, maar verlaagt ook de totale kosten, waardoor het zich onderscheidt van traditionele lasmethoden.
Zijn er nadelen aan laserlassen?
Laserlassen kan geweldig zijn, maar het is niet perfect. Het eerste wat de meeste werkplaatsen opmerken, is de schok van de prijs; die hightech machines zijn niet goedkoop. Kleinere operators zeggen vaak: misschien volgend jaar, als het budget wat toeneemt. Zelfs als je de apparatuur eenmaal in je bezit hebt, helpt een vaste hand. Een ervaren technicus moet de instellingen voor elke klus nauwkeurig afstellen, anders lijkt de naad meer op een scheur. Dikke stalen platen vormen een ander probleem. Een standaardstraal kan niet diep genoeg lassen, dus moeten operators eerst van gereedschap wisselen of het metaal slijpen. Ten slotte is de laserkop zelf een lastig beestje. De kosten voor routinematig onderhoud lopen snel op en een kapotte lens kan een werkplaats zowel geld als stilstand kosten.
Uitdagingen bij laserlassen
Laserlassen klinkt futuristisch – en in veel opzichten is het dat ook – maar er zijn nog steeds problemen in de praktijk die de verspreiding ervan in fabrieken vertragen. De grootste uitdaging is de schok van de prijs. Rapporten van eind 2023 laten zien dat een complete laserlasinstallatie $ 50,000 tot $ 500,000 aan voorschot kan kosten. Dat soort kosten maakt de meeste kleinere bedrijven direct kansloos.
Zodra een systeem eenmaal goed op zijn plek zit, moet de ploeg elke dienst scherp blijven. Eén foutje in de uitlijning of een snelle verkeerde instelling van vermogen, focus of snelheid kan de plas troebel maken en defecten zoals poriën, scheuren of vlekken die nooit helemaal samensmelten, aan het licht brengen. Zelfs ervaren handen blijven nerveus over die krappe marge.
Verschillende metalen spelen ook hun eigen spelletjes onder de straal. Staal en nikkel gedragen zich goed, maar aluminium en koper met een glanzend oppervlak reflecteren het licht meestal gewoon terug als een gebroken spiegel. Het matchen van optica, het verwisselen van golflengtes of het beschadigen van oppervlakken lost het probleem op, maar dan stijgt de rekening en wordt de opstelling weer onrustig.
Het voorbereiden van het lasoppervlak is een van de lastigste onderdelen van laserlassen. De plek waar de metalen elkaar raken, moet brandschoon zijn, anders hecht de straal ze niet goed. Een klein stofje, een beetje vet of zelfs een dun laagje roest kan de hele las verpesten. Werkplaatsen die in stoffige, vettige ruimtes werken, besteden vaak meer tijd aan schoonmaken dan aan het lassen.
Het is ook niet goedkoop om de machine zelf in goede staat te houden. Lasers en de delicate optica erin kunnen na urenlang gebruik verslechteren en hebben onderhoud nodig om scherp te blijven. Veldonderzoek toont aan dat onderhoudskosten jaarlijks ongeveer 2 tot 3 procent van de oorspronkelijke machineprijs bedragen, wat een nieuwe koper flink wat geld kost.
Aan de positieve kant: de technologie blijft zich razendsnel ontwikkelen. Adaptieve optica, robuuste fiberlasers en apparatuur voor on-the-fly monitoring worden steeds minder problematisch en drukken de kosten. Dankzij deze tools verliest laserlassen langzaam zijn reputatie als een exotisch proces dat slechts voor weinigen beschikbaar is.
Kostenoverwegingen bij laserlassen
De prijzen voor laserlasapparatuur zijn de laatste tijd flink gedaald. Nieuwe productietechnieken en stevige concurrentie hebben de kostencurve omlaag geduwd. Hoogwaardige fiberlaserinstallaties die ooit een klein fortuin kostten, staan nu naast alledaagse apparaten op de cataloguspagina van de leverancier. Voorbeelden laten zien dat een koper tussen de $ 20,000 en $ 200,000 kan uitgeven, waarbij het wattage en de extra kosten de uiteindelijke rekening bepalen.
De energierekening blijft hoog, maar moderne fiberlasers tappen slechts zo'n 40 procent van de stroom af. Dat percentage is niets vergeleken met het elektriciteitsverbruik van oudere lasmethoden, dus de besparingen sijpelen maandelijks binnen. Veel werkplaatsen combineren de lassers met robotarmen en waakhondsoftware, die de arbeidskosten verlagen door perfecte naden te creëren en afval tot een minimum te beperken. De schok van de prijsverlaging wordt vaak minder wanneer klanten berekenen hoeveel gebrekkige onderdelen de kwaliteitspoorten nooit halen.
Vooruitkijkend naar 2030, voorspellen experts een jaarlijkse groei van 8 procent voor de wereldwijde laserlasindustrie. Autobouwers, vliegtuigbouwers, printplaatfabrikanten en bouwteams staan allemaal in de rij voor technologie die snellere productieruns en kleinere winstmarges belooft. De langdurige break-evenstrijd tussen de initiële prijs en de besparingen gedurende de levensduur speelt nog steeds in het voordeel van lasers, en dat punt wordt met elke nieuwe productielijn luider.
Beperkingen van laserlasmachines
Lasers kunnen in een oogwenk verbluffende lassen maken, maar de technologie kent een paar hardnekkige problemen. Ten eerste is de schok van de prijs moeilijk te negeren: een gloednieuwe machine, de laserbron, waterkoelers en de perfecte optiek slokken het budget sneller op dan de meeste winkels kunnen knipperen. Die initiële investering zet iedereen die met een krap budget werkt vrijwel buitenspel.
Zelfs als je het geld op de een of andere manier weet te regelen, zal de installatie niet vanzelf goed werken. Iemand moet de lichtbundel in de gaten houden, het vermogen nauwkeurig afstellen en de veiligheidsregels op de voet volgen; goede technici met die kennis staan niet bepaald op elke straathoek te wachten.
De materiaalkeuze gooit nog een spaak in het wiel. Staal, aluminium en titanium nemen gemakkelijk een energieboost op, maar glanzend koper knipoogt naar de straal en blijft koel. Knoeien met pulsbreedte en exotische optica helpt, maar die oplossingen zorgen voor hoofdpijn die de meeste NERD-winkels liever zouden overslaan.
De vorm en dikte van de verbinding kunnen het proces ook verstoren. Een smalle groef in een massief gietstuk kan drie elektrodepassages vergen voordat een laser überhaupt zijn draai vindt. Wanneer dat gebeurt, lijkt de ouderwetse stick- of MIG-optie de slimste optie.
Het gebruik van een laserlasapparaat met hoog vermogen is niet goedkoop, zelfs niet nadat je het apparaat hebt gekocht. Experts schatten de jaarlijkse onderhoudskosten op tussen de $ 10,000 (laagste prijs) en $ 50,000 (hoogste prijs) wanneer het systeem zwaar belast wordt. Die rekening kan behoorlijk hoog uitpakken als je werkplaats klein is of al een krap budget heeft.
Stof, vochtigheid en plotselinge temperatuurschommelingen hebben ook een negatieve invloed op de hechting van een laserstraal. Om de werkruimte brandschoon en klimaatgecontroleerd te houden, zijn extra ventilatoren, filters en vloeroppervlak nodig, wat allemaal ten koste gaat van de winst.
Door deze voortdurende kosten af te wegen tegen de snelheid en sterkte van laserverbindingen, kan een fabriek beslissen of de technologie echt rendabel is. Voor sommigen is de duidelijke voorsprong in laskwaliteit elke cent waard; voor anderen is conventionele apparatuur een betere investering.
Hoe werken laserlasmachines?
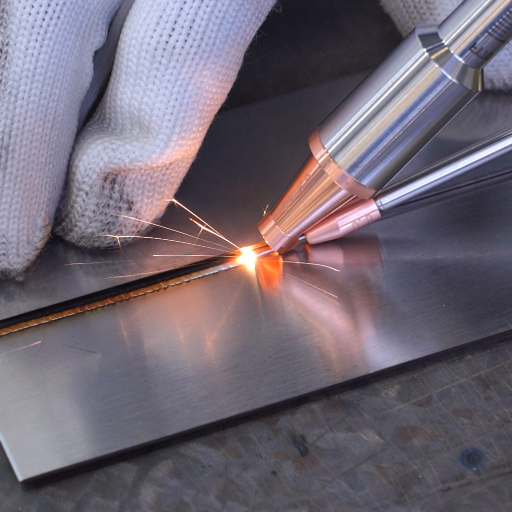
Een laserlassysteem levert geconcentreerde optische energie aan een smalle punt op twee werkstukken, waardoor de lokale temperatuur snel stijgt totdat het basismetaal gesmolten is. Omdat de straaldiameter in micrometers kan worden gemeten, blijft de effectieve warmtebeïnvloede zone beperkt tot de directe verbinding, wat resulteert in een nette, vaak spiegelende las. Operators passen parameters aan zoals de focuspositie, de bewegingssnelheid en de pulsduur, waardoor het proces zowel dunne elektronica als robuuste turbinebehuizingen met dezelfde betrouwbaarheid kan verwerken. De hoge gerichte energie van de laser maakt penetratiedieptes mogelijk die anders omvangrijkere, langzamere boogmethoden zouden vereisen, een voordeel dat met name wordt gewaardeerd in de lucht- en ruimtevaart en de productie van medische apparatuur.
Laserlassystemen begrijpen
Laserlassystemen leveren met hun zeer geconcentreerde energie schone, snelle verbindingen op metalen, polymeren en glas. Een typische unit bestaat uit een compacte energiecentrale, optische routeringshardware, variabele glazen lenzen en een gebruikersinterface die meer aanvoelt als vluchtbesturing dan als een frame op de werkvloer. Verplaats het recept naar een fiberlaserunit en fabrikanten profiteren direct van robuuste betrouwbaarheid, lagere energierekeningen en een operationele levensduur die kan worden gemeten in jaren in plaats van weken of maanden.
Prestatiegegevens tonen aan dat de lassnelheid tot wel tien keer zo hoog kan zijn als die van lasboogwerkplaatsen wanneer roestvrijstalen platen of aluminium behuizingen in de mal worden geschoven. Bouwers van lucht- en ruimtevaart-, auto- en consumentenelektronica melden allemaal dat de hogere cadans de levertijd verkort en tegelijkertijd de vlakheid behoudt die ooit een luxe was bij de finish. Omdat de straal de energie zo nauwkeurig lokaliseert, krimpt de verraderlijke, door hitte beïnvloede ring zo erg dat veel inspecteurs er helemaal niet meer naar zoeken. Gesloten-lus optica, camerafeedback en flexibele robotica hebben de technologie van prototypelaboratoria naar alledaagse massalijnen gebracht – en de herhaalde nauwkeurigheid evenaart nu, volgens sommigen, de precisie van moderne halfgeleiderpatroonopstellingen.
Nieuwe marktramingen suggereren dat de wereldwijde vraag naar laserlasapparatuur in 3 de $ 2028 miljard zou kunnen overschrijden. Deze prognose weerspiegelt een toenemende afhankelijkheid van technologie uit de lucht- en ruimtevaart, de productie van medische apparatuur en de hernieuwbare energiesector, die allemaal een strikte controle op de laskwaliteit vereisen. Voor fabrikanten die de snelheid willen verhogen zonder in te leveren op nauwkeurigheid, blijkt een nieuwe generatie laserwerkstations een gamechanger te zijn.
De rol van fiberlasers bij het lassen
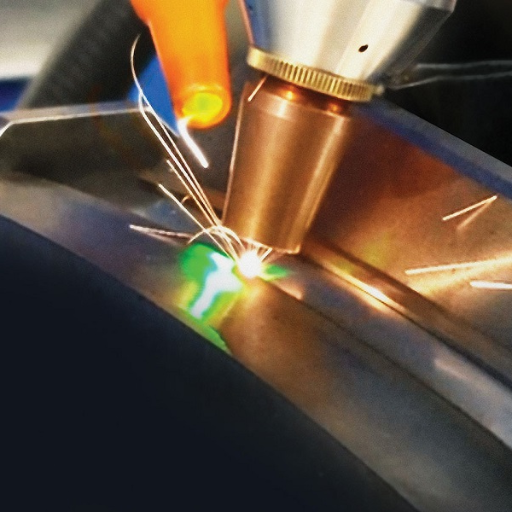
De technologie van fiberlaserlassen heeft de moderne fabricagepraktijk in stilte veranderd door ongebruikelijke nauwkeurigheid te combineren met een opmerkelijke vermogensafgifte. Ingenieurs beschrijven het proces nu in alledaagse termen als helder, schoon en vrijwel vervormingsvrij. Het is dan ook niet verwonderlijk dat marktanalisten inschatten dat fiberlassystemen in 2023 bijna de helft van de totale omzet van laserlassen in het land vertegenwoordigden, een signaal dat fabrieksmanagers inzetten op betrouwbare herhaalbaarheid in plaats van op verrassingen door een plotselinge opvlamming.
De groeiverwachtingen voor het segment schommelen rond de acht procent per jaar tot 2028, en daar zijn goede redenen voor. Verschillende recente ontwikkelingen – horizontale vermogensschaling, scherpere focusintegriteit en een langere levensduur tussen revisies van de stroomvoorziening – hebben de systemen zelfs voor middelgrote werkplaatsen betaalbaar gemaakt. Zowel in de lucht- en ruimtevaart als in de productie van groene energie worden de machines nu gebruikt om roestvrij staal, aluminium en exotische nikkel-chroomlegeringen tot eindproducten te verwerken, zonder dat er nog een spoor van te bekennen is.
Door automatiseringssystemen te koppelen aan fiberlaserlasapparatuur, wordt het productieniveau aanzienlijk verhoogd. Een geautomatiseerd systeem kan complexe verbindingen keer op keer uitvoeren zonder afwijkingen, waardoor menselijke fouten worden verminderd en een uniforme kwaliteit wordt gewaarborgd. Die betrouwbaarheid en herhaalbaarheid verklaren waarom fiberlaserapparatuur nu de ruggengraat vormt van hightech werkplaatsen en waarom het fabrikanten blijft pushen om nieuwe ontwerpgrenzen te verleggen.
Vergelijking met elektronenbundellassen
Fiberlaserlassen en elektronenbundellassen (EBW) blijven belangrijke pijlers in de hoogprecisiefabricage, maar hun operationele profielen lopen sterk uiteen. De eerste vereist alleen een geaarde voeding en zichtlijn, terwijl de tweede de werkstukken in een vacuümkamer opsluit, wat de insteltijd en kapitaalkosten verhoogt. Voor veel werkplaatsen zorgt alleen dat verschil ervoor dat de overstap naar glasvezel de overstap maakt.
Energiestroom is een ander gespreksonderwerp. Moderne glasvezelsystemen zetten routinematig 40 procent of meer van de geleverde elektriciteit om in gericht licht, terwijl EBW-systemen op een bescheidener 15 tot 20 procent blijven steken. Dit verschil, gecombineerd met het vermogen van de laser om bijna 50 procent sneller te bewegen op bepaalde verbindingen, resulteert in kortere cyclustijden en een hogere doorvoer op de werkvloer.
De veelzijdigheid van de fiberbeam is ook gunstig. Hij pakt moeiteloos reflecterende metalen zoals aluminium en koperen gietstukken aan, die traditionele EBW-systemen in de weg zitten door een bijna perfecte oppervlaktevoorbereiding. Bovendien zorgen de fijnere spotgrootte en de strakkere focusserende optiek voor een kleinere warmtebeïnvloede zone, waardoor vervorming onder controle blijft en ingenieurs zonder na te denken nauwere toleranties kunnen specificeren.
Fiberlasermachines vragen in het begin een hogere investering, maar het beperkte onderhoud, de langere levensduur en de snellere doorvoer kunnen die meerprijs omzetten in een aantrekkelijk rendement op de lange termijn. Recente onderzoeken wijzen erop dat bedrijven die al fiberlasers gebruiken hun productiekosten met bijna een derde verlagen in vergelijking met conventionele elektronenbundelsystemen. Bedrijven in de auto-industrie, de lucht- en ruimtevaart en de consumentenelektronica blijven zich aangetrokken voelen tot de nieuwe technologie, omdat ze streven naar snellere opschaling en nauwere toleranties.
Waar wordt laserhybride lassen gebruikt?

Laserhybridelassen vindt zijn weg naar markten die geen concessies kunnen doen aan de sterkte van verbindingen of de positionele nauwkeurigheid. Autofabrikanten vertrouwen op het proces om carrosserieën en draagframes in één snelle doorgang te versmelten. Scheepswerven gebruiken het om zware stalen platen aan elkaar te hechten en vervorming te beperken. Lucht- en ruimtevaartbedrijven waarderen de snelheid en gerichte precisie bij de productie van gewichtsgevoelige constructie-elementen. De techniek overschrijdt materiaalgrenzen en verenigt legeringen, composieten en metalen betrouwbaar onder één boog, waardoor de aantrekkingskracht ervan steeds groter wordt.
Branches die profiteren van laserlastoepassingen
Laserlassen heeft zich in alle stilte verspreid, ver voorbij de oorsprong in hightechlaboratoria. Autofabrikanten vertrouwen nu op het proces omdat de straal vrijwel geen sporen achterlaat en toch sneller plaatstaal aan elkaar naait dan arbeiders een mal kunnen plaatsen. Vleugelfabrikanten in de lucht- en ruimtevaart zingen hetzelfde liedje: lichtgewicht verbindingen die turbulentiebelasting weerstaan en vrijwel niets aan een frame toevoegen. Elektronica-ingenieurs, gebogen over microscopisch kleine printplaten, vertrouwen erop dat een gepulste laser gouden draden aan chips hecht zonder het plastic eromheen te smelten. Chirurgen zetten ondertussen het leven van hun patiënten op het spel met instrumenten en stents die met een vergelijkbare optische puls in vorm worden gebracht, waardoor metalen naden schoner zijn dan de lucht in een operatiekamer. Zelfs windmolenbouwers zijn ermee aan de slag gegaan; de laser springt gemakkelijk van legering naar legering, en die veelzijdigheid zorgt ervoor dat bladen en warmtewisselaars in bedrijf blijven wanneer er stormen woeden.
Samenvoeging van laser- en booglastechnologieën
Lasingenieurs experimenteren al meer dan twintig jaar met de synthese van laser- en boogprocessen. Het project is niet langer alleen onderzoek; het hervormt fabrieksvloeren. Eén enkele combinatie van stralen en bogen kan vervorming verminderen, de lassnelheid met een derde of meer verhogen en een schonere lasnaad opleveren dan elk gereedschap afzonderlijk zou kunnen. De hybride opstelling is daarom geschikt voor elke toepassing waarbij dun, lichtgewicht metaal moet worden gesmolten zonder het uit te rollen voor een extra afwerking.
Autofabrikanten hebben het idee omarmd omdat het hoogwaardig staal in één keer met aluminium verbindt. Tests tonen aan dat de verbinding volledige ductiliteit behoudt over openingen die variëren van plaat tot plaat; breuk komt niet onder de norm voor het moedermetaal. Na verloop van tijd verkort die betrouwbaarheid de productiecycli en vermindert het de hoeveelheid schroot, waardoor de prijs dichter bij de budgetprognoses blijft.
Vliegtuigbouwers hebben het hybride proces als onschatbaar waardevol ervaren, omdat het uitzonderlijk schone verbindingen met een hoge integriteit oplevert. Laserbooglassen elimineert de meeste porositeit en ondersnijding die dunne, zwaar belaste delen zoals turbinebehuizingen of onder druk staande romphuiden kunnen beïnvloeden. Bij zij-aan-zij-tests meten ingenieurs routinematig een toename van de treksterkte met 15 tot 20 procent zodra de twee energiebronnen zijn samengesmolten. Deze toename vertaalt zich direct in een langere levensduur en verbeterde veiligheid voor passagiers.
In bredere zin heeft de combinatie van een gerichte lichtstraal met een gesmolten staaf een nieuw hoofdstuk geopend in de hightech-fabricage. Fabrikanten die ooit vreesden voor op hol geslagen kosten, rapporteren nu dunnere, lichtere assemblages en halen nog steeds leveringstermijnen die tien jaar geleden onmogelijk leken.
Innovaties in moderne lasertechnieken
In stilte en bijna van de ene op de andere dag is de gewone laboratoriumlaser getransformeerd tot iets buitengewoons. Onderzoekers gebruiken nu femtosecondelasers die lichtpulsen van een quadriljoenste van een seconde uitstoten, een interval zo kort dat het bijna theoretisch aanvoelt. Omdat er nauwelijks warmte achterblijft, noemen procesingenieurs de techniek koudbewerking. Die benaming klinkt misschien promotioneel, maar fabrikanten kunnen er delicate biomedische implantaten en gevoelige printplaten mee bewerken zonder het gebruikelijke smelten of kromtrekken.
Nog niet zo lang geleden vereiste dergelijke controle een moeizame proef-en-fout-opstelling; tegenwoordig is een groot deel ervan voorgeïnstalleerd met kunstmatige intelligentie. Zelflerende lasersnijders meten de reflectie van het materiaal, stellen de focus bij en regelen het vermogen in de tijd die een operator nodig heeft om koffie te drinken. Fabrieken die deze technologie gebruiken, rapporteren tot wel 30 procent minder afval en een aanzienlijk lagere energierekening, cijfers die de aandacht trekken wanneer ze naast oudere pons- en breekmachines worden geplaatst. AEW-technologie is niet langer alleen een gespreksonderwerp op vakbeurzen; het heeft in alle stilte de werkvloer overgenomen.
MarketsandMarkets schat dat de wereldwijde markt voor laserbewerking zal groeien van ongeveer $ 4.5 miljard in 2023 tot bijna $ 6.8 miljard in 2028, een groei die wordt aangewakkerd door nieuwe technologie en een sterk groeiende vraag vanuit de lucht- en ruimtevaart, auto-industrie en consumentenelektronica. Wanneer lasers worden gekoppeld aan computergestuurde robots, kunnen bedrijven nu duizenden onderdelen per dag produceren, terwijl kwaliteit voorop staat.
Nieuwe fiberlaserplatforms hebben de efficiëntiemarkt radicaal veranderd. Met een levensduur van meer dan 100,000 uur en een fractie van het onderhoud dat CO2-units vereisen, hebben fiberlasers hun voorgangers in de meeste productiecabines geruisloos verdrongen. Ze snijden ook door lastige reflecterende metalen zoals aluminium en koper alsof die legeringen karton zijn.
Deze ontwikkelingen blijven de mogelijkheden van lasers vergroten, en dat merken de industrie. Door het prestatiehandboek te herschrijven, verfijnen ingenieurs niet alleen bestaande lijnen; ze schetsen compleet nieuwe toepassingen die gisteren nog sciencefiction leken.
Referentie bronnen
- Een uitgebreid overzicht van recente laserstraallasprocedures: geometrische, metallurgische en mechanische karakteristiekmodellering
- Auteurs: SF Nabavi, A. Farshidianfar, Hamid Dalir
- Gepubliceerd in: Het internationale tijdschrift voor geavanceerde fabricagetechnologie
- Publicatie datum: November 16, 2023
- Citation: (Nabavi et al., 2023, pp. 4781-4828)
- Overzicht: Deze review biedt een uitgebreid overzicht van de recente ontwikkelingen in laserstraallasprocessen (LBW), met de nadruk op geometrische, metallurgische en mechanische eigenschappen. Er worden verschillende modelleringstechnieken besproken die gebruikt worden om de uitkomsten van LBW te voorspellen, waarbij het belang van inzicht in deze eigenschappen voor het verbeteren van de laskwaliteit en -prestaties wordt benadrukt.
- Methodologie: De auteurs voerden een systematische review uit van de bestaande literatuur en synthetiseerden de bevindingen uit verschillende onderzoeken om een alomvattend inzicht te bieden in LBW-processen.
- Kwaliteitsbeoordelingsmethode op basis van een spectrometer in het laserlasproces
- Auteurs: Jiyoung Yu, Huijun Lee, Dong-Yoon Kim, M. Kang, I. Hwang
- Gepubliceerd in: Conference paper
- Publicatie datum: 24 juni 2020
- Citation: (Yu et al., 2020, blz. 839)
- Overzicht: Deze studie presenteert een kwaliteitsbeoordelingsmethode voor het LBW-proces met behulp van een spectrometer. De auteurs ontwikkelden een model op basis van een diep neuraal netwerk (DNN) om de laskwaliteit te classificeren op basis van spectrale gegevens die tijdens het lassen zijn verzameld. Het model behaalde een nauwkeurigheid van ongeveer 90% bij het voorspellen van de laskwaliteit.
- Methodologie: Het onderzoek omvatte het ontwerpen van een spectrometer om het licht te meten dat wordt weerkaatst door het lasgebied. Vervolgens werd een DNN-model getraind met behulp van experimentele gegevens om de laskwaliteit te classificeren.
- Numerieke simulatie van het laserstraallasproces– Een gedetailleerd overzicht van de soorten laserlassen en eindige-elementenmodellering voor het proces.
- Lasprocessen voor de luchtvaart– Bespreekt geavanceerde lasprocessen, waaronder laserlassen, voor kritische luchtvaartcomponenten.
- Topfabrikant en leverancier van H-balklaslijnen in China
Veelgestelde vragen (FAQ's)
V: Wat is laserlassen?
A: Gefocust licht, bijna chirurgisch van uiterlijk, smelt metalen op moleculair niveau. Die slimme truc heet laserlassen.
Vraag: Hoe werkt laserlassen?
A: Een sterk geconcentreerde straal verhit de metalen sneller dan de meeste mensen knipperen, waardoor er een smalle, lasklare plas ontstaat. Het resultaat is een naad die afkoelt en hecht bijna voordat je klaar bent met knipperen.
V: Waarom zou ik voor een laser kiezen in plaats van een conventionele booglasser?
A: Snelheid, diepgang en finesse - kies een van die drie of alle drie tegelijk. Laserlassen vindt plaats waar de boog de balk verwerkt, waardoor het basismetaal veel minder vervormt en er gemakkelijker in krappe hoeken wordt geglipt.
V: Welke soorten lasers produceren hitte?
A: Winkels hebben verschillende opties op voorraad: CO2, vezels, Nd:YAG, zelfs schijflasers. Elke smaak past bij een specifiek materiaal of een specifieke klus, dus technici kiezen hun bron zoals een kok een mes kiest.
V: Is laserlassen geschikt voor elk soort metaal?
A: Het proces werkt inderdaad op een breed scala aan metalen, waaronder gewoon staal, lichtgewicht aluminium, reactief titanium en vele gespecialiseerde legeringen. Desondanks moeten ingenieurs de lasergolflengte, pulsduur en het vermogen aanpassen aan de unieke thermische en optische eigenschappen van elk metaal.
V: Wat onderscheidt warmtegeleidingslassen van smeltlassen?
A: Warmtegeleidingslassen verwarmt het oppervlak zachtjes, waardoor een dunne, gesmolten strook met geringe diepte ontstaat, terwijl smeltlassen het materiaal er helemaal doorheen duwt totdat een volledig gesmolten plasje stolt tot een robuuste verbinding. Het verschil zit hem voornamelijk in de hoeveelheid energie die de straal in het basismateriaal afgeeft.
V: Hoe worden resultaten bereikt met laserlassen op afstand?
A: Bij deze techniek bereikt een straal die door behendige robotarmen wordt gestuurd, plekken die met een stationaire toorts moeilijk of onmogelijk te bereiken zijn. Hierdoor kunnen snel naden worden aangebracht op ingewikkelde samenstellingen, terwijl het werkstuk zelf ongestoord blijft.
V: Welke voordelen biedt laserlassen op de werkvloer?
A: De belangrijkste voordelen zijn onder meer de hoge nauwkeurigheid waardoor er na het lassen zo min mogelijk hoeft te worden schoongemaakt, de razendsnelle cyclustijden waardoor de doorvoer wordt verhoogd, de ondiepe warmtebeïnvloede zones waardoor de oorspronkelijke materiaaleigenschappen behouden blijven en de eenvoudige integratie met geautomatiseerde productielijnen of 4.0-productienetwerken.






{kind=link}
{kind=link}
{kind=link}
{kind=link}