
In de productie is de kracht van precisie gecombineerd met sterkte moeilijk te vinden, behalve met technieken zoals laserlassen, met name elektronenbundellassen (EBW). Deze geavanceerde, door paardenkracht aangedreven lasmachine gebruikt stromen hoogenergetische elektronen om materialen met ongeëvenaarde precisie samen te voegen. Dit maakt elektronenbundellassen essentieel in de medische en lucht- en ruimtevaartindustrie. In het volgende artikel leggen we de cruciale componenten van EBW uit, bespreken we de belangrijkste voordelen, onthullen we wat het zo'n betrouwbaar werkpaard maakt voor de onderdelenindustrie en waarom het fabrikanten in staat heeft gesteld om veelzijdige, maar robuuste en betrouwbare componenten te produceren. Deze gids onthult alle wonderen van EBW, of u nu een techneut bent, een industriële professional of gewoon geïnteresseerd in moderne productietechnieken.
Wat is elektronenbundellassen?
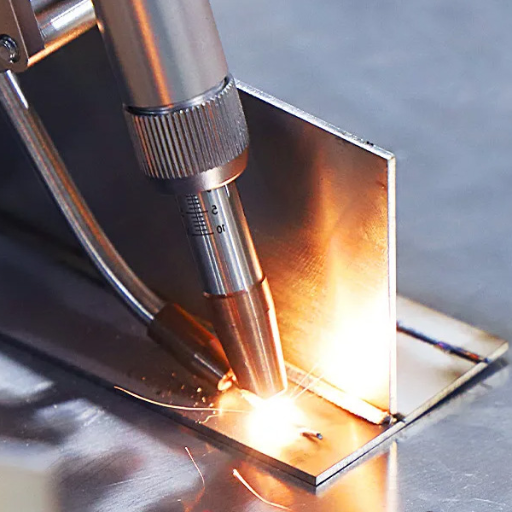
Elektronenbundellassen (EBW) is een geavanceerde lastechniek waarbij een geconcentreerde elektronenbundel met hoge snelheid materialen verbindt. Bij contact met het werkstuk zet de kinetische energie van het elektron zich om in warmte, waardoor het materiaal smelt en een las ontstaat. Een vacuümomgeving is noodzakelijk om besmetting te voorkomen, waardoor EBW perfect is voor zeer betrouwbare lassen in sectoren zoals de lucht- en ruimtevaart, de automobielindustrie en de medische industrie.
De stappen in de elektronenbundellasprocedure begrijpen
Het elektronenbundellassen (EBW) omvat tal van factoren die op een sequentiële manier moeten worden uitgevoerd om EBW-precisie en -consistentie te garanderen. Om te beginnen worden de werkstukken in een lasmachine geplaatst en in een vacuümkamer geplaatst. De vacuümomgeving, tussen 10⁻⁴ en 10⁻⁶ Torr, beperkt de zuurstoftoevoer en garandeert een schone las zonder verontreiniging. Nadat de gespecificeerde druk is bereikt, wordt een vacuüm gevormd, gevolgd door het creëren van elektronenstromen met hoge snelheid met behulp van elektronenkanonnen op basis van wolfraam. EBW vereist ook versnellingsspanningen van 60 kV tot 200 kV, afhankelijk van het te lassen materiaal en de dikte.
Door het werkstuk met een gerichte elektronenbundel te raken, wordt een proces in gang gezet waarbij de kinetische energie wordt omgezet in warmte, waardoor het materiaal smelt en samensmelt. De precieze en lokale toepassing van warmte resulteert in minimale vervorming, terwijl de lassen diep, smal en uitzonderlijk sterk zijn. EBW onderscheidt zich van andere technieken door de mogelijkheid om materialen van enkele centimeters dik in één keer te lassen.
Recente studies hebben de effectiviteit van elektronenbundellassen aangetoond, met gerapporteerde rendementen van rond de 95-98%. Andere opvallende kenmerken zijn de penetratiedieptes tot 300 mm voor staal en andere metalen, en de lassnelheid van 1 tot 30 mm/s. Deze opmerkelijke eigenschappen maken elektronenbundellassen een ideale keuze voor kritische processen in de lucht- en ruimtevaart en andere industrieën die precisie en sterkte vereisen.
EBW stelt nieuwe normen met de kwaliteit en prestaties die worden bereikt door de nauwkeurige controle en gemoderniseerde systemen, zelfs bij het werken met complexe of hoogsterkte legeringen.
Het belang van elektronen bij laswerkzaamheden
Elektronen zijn essentieel voor het EBW-proces, omdat zij de belangrijkste werkers zijn die verantwoordelijk zijn voor het lassen. Door de wolfraamdraad tot zeer hoge temperaturen te brengen, ontstaat een elektronenbundel door een stroom elektronen vrij te laten. Deze elektronen kunnen nu worden versneld tot ongeveer dertig tot zeventig procent van de lichtsnelheid met behulp van een elektrisch veld, wat nodig is om te lassen.
Deze straal bezit veel energie, die gemeten kan worden in een bereik van tien tot de macht drie tot tien tot de macht vier W/mm². Ter referentie: booglassen heeft doorgaans een energiedichtheid van ongeveer tien W/mm², wat het voordeel van EBW benadrukt. Dankzij de hoge energiedichtheid kan de straal diep in het materiaal doordringen, wat resulteert in zeer precieze, diepe en smalle sneden, terwijl de warmte-beïnvloede zones aanzienlijk worden beperkt.
Er zijn nieuwe ontwikkelingen die zich richten op het verhogen van de precisie en efficiëntie van de lasbalk. Moderne systemen kunnen bijvoorbeeld realtime aanpassingen doorvoeren met behulp van sensoren en kunstmatige intelligentie bij complexe taken, door de parameters aan te passen voor optimale kwaliteit. Gegevens suggereren dat staal en titanium tot een diepte van driehonderd millimeter kunnen worden gelast, waarbij de verbindingen extreem sterk zijn en slechts licht vervormd.
De lucht- en ruimtevaart, automobielindustrie en energieopwekking vereisen complexe engineering en strenge precisieprestatienormen. EBW is daarom essentieel voor deze geavanceerde toepassingen. In ontwerp en auto-elektronica stimuleert EBW bijvoorbeeld innovatie. De onvervangbare rol die elektronen spelen bij het lassen, blijft technologische grenzen binnen de productie en fabricage herdefiniëren.
Hoe een lasmachine werkt in EBW
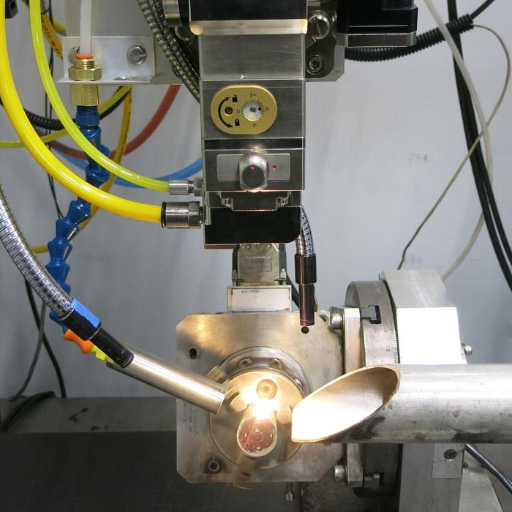
De focus van EBW-machines ligt op het genereren van snelle elektronenbundels, die, wanneer ze gefocust zijn, de te verbinden onderdelen bereiken. Bij EBW worden de te verbinden materialen fysiek gescheiden, met scheidingen variërend van enkele micrometers tot enkele millimeters. Belangrijke elementen van een EBW-apparaat, waaronder een besturingssysteem met neutronenkanonnen en vacuümkamers, maken de gehele EBW-machine perfect voor precisiewerk.
Nieuwe ontwikkelingen in EBW-technologie hebben de precisie en efficiëntie verbeterd. Moderne EBW-systemen kunnen bijvoorbeeld nu elektronenbundels leveren met een diameter van slechts 0.1 millimeter, perfect voor delicate lassen. Bovendien kan het proces lassnelheden tot 200 inch per minuut bereiken, afhankelijk van het materiaal en de dikte van het te lassen materiaal. Onderzoek wijst uit dat EBW lasdieptes van meer dan 200 mm in titanium of staal kan bereiken, waardoor het een van de beste methoden is voor het verbinden van dikke profielen.
EBW-machines zijn nu voorzien van realtime monitoring en geavanceerde koelsystemen om lasresultaten te verbeteren, kwaliteitsfouten te verminderen en de materiaaleigenschappen te verbeteren, waardoor deze industrieën verder worden verfijnd. De luchtvaart- en halfgeleiderindustrie zijn sterk afhankelijk van EBW-technologie, omdat deze hen precisie op microschaal biedt en materiaalvervorming op minimaal niveau. Het is opmerkelijk hoe snel EBW-machines zich ontwikkelen, wat aantoont hoe breed ze inzetbaar zijn voor verschillende materialen en industrieën.
Hoe werkt het lasproces met elektronenbundels?
Elektronenbundellassen (EBW) werkt door een geconcentreerde bundel snel bewegende elektronen te produceren die zich richten op het te verbinden oppervlak. De kinetische energie van deze elektronen wordt bij contact omgezet in warmte, waardoor het materiaal smelt en bindt. Dit proces vindt plaats in een vacuüm om verstrooiing te voorkomen en de las af te schermen van atmosferische interferentie voor een nauwkeurige las. EBW is een uitstekende keuze voor sterke, betrouwbare verbindingen, vooral wanneer nauwkeurigheid en minimale verontreiniging cruciaal zijn.
Het belang van een vacuümkamer
Vacuümkamers zijn cruciaal voor het voldoende beheersen van het elektronenbundellassen (EBW), omdat ze een ideale atmosfeer creëren voor het lasproces. Het handhaven van een vacuüm vermindert de verstrooiing van de elektronenbundel, waardoor de benodigde energie met hoge precisie aan het werkstuk kan worden geleverd. Zoals opgemerkt in recente studies, is gemeld dat moderne EBW-systemen vacuümniveaus van 1×10^-6 torr bereiken, wat optimaal is voor het lassen van onderdelen met hoge toleranties. De lassen zijn vrij van oxidatie, verontreiniging en onregelmatigheden, wat resulteert in een schoon oppervlak.
Voor de lucht- en ruimtevaart, de automobielindustrie en de productie van medische apparatuur is de vacuümkamer belangrijk bij fysiochemische processen, omdat deze de sterkte van verbindingen vergroot en de herhaalbaarheid en consistentie verbetert. Onderzoek heeft aangetoond dat geavanceerde vacuümkamers cruciaal zijn voor precisietoepassingen, omdat ze het aantal lasfouten met 30% verminderen in vergelijking met alternatieven zonder vacuüm.
Het benutten van een gefocusseerde straal voor precisie
Een van de meest cruciale moderne lasinnovaties is het gebruik van een gefocusseerde straal voor ongeëvenaarde nauwkeurigheid. Technieken met gefocusseerde stralen, waaronder elektronenbundellassen (EBW) en laserlassen, worden beschouwd als een van de belangrijkste technieken met gefocusseerde stralen, omdat ze energie naar een specifiek gebied leiden, wat resulteert in nauwkeurige lassen van hoge kwaliteit met zeer weinig aanpassingen. Met behulp van gefocusseerde warmte- of elektronenbundels vormen deze technieken verbindingen die niet alleen sterk, maar ook glad en aangenaam om naar te kijken zijn.
Lassen met elektronenbundels moet in een vacuümkamer gebeuren, wat voordelig is omdat het ongewenste verontreiniging voorkomt en tegelijkertijd de laskwaliteit verbetert. Volgens industriële rapporten kan lassen met elektronenbundels staal penetreren met lassen van vijf centimeter diep, wat veel traditionele lastechnieken ver overtreft. Het gebruik van lasers voor het lassen heeft ook duidelijke voordelen: het vermogen van een laserstraal kan zo hoog zijn dat deze zich kan focussen tot een punt waarop lassen met een breedte van 0.2 mm ontstaan. Deze eigenschap maakt het uitermate geschikt voor de productie van kleine en nauwkeurige componenten die veel worden gebruikt in de elektronica, medische apparatuur en de lucht- en ruimtevaart.
Bovendien verkleint de focusseerbare aard van de straal de warmtebeïnvloede zones (HAZ), waardoor de mechanische eigenschappen van de warmtebeïnvloede materialen intact blijven. Producten die gebruikmaken van gefocusseerd straallassen blijken een tot 40% betere vermoeiingsweerstand te hebben dan producten die met traditionele methoden worden gelast. Deze nauwkeurigheid komt ook het productieproces ten goede, omdat er minder materiaal en tijd verloren gaat door minder nabewerking en verfijning. Deze besparingen kunnen aanzienlijk zijn voor bedrijven in diverse sectoren.
Versnelde elektronenbundels voor diepe lassen
Het gebruik van versnelde elektronenbundels heeft het mogelijk gemaakt om nauwkeurige, diepe lassen te maken in zeer moeilijke materialen. Versnellende elektronenbundels stellen fabrikanten in staat om een laspenetratiediepte van enkele centimeters te bereiken, afhankelijk van het materiaal en de dikte. Dit is zeer nuttig bij het werken met hoogsmeltende materialen zoals wolfraam, titanium en roestvast staal, die zeer belangrijk zijn in de lucht- en ruimtevaart, de automobielindustrie en de nucleaire industrie.
Dankzij de recente verbeteringen aan de elektronenbundel zijn ook de efficiëntie en prestaties verbeterd. Moderne elektronenbundellasmachines werken in vacuümkamers, waardoor oxidatie geen probleem meer is en schone, foutloze lassen gegarandeerd zijn. Onderzoek heeft aangetoond dat lassen met elektronenbundels uitzonderlijke mechanische eigenschappen hebben, met een 30% hogere treksterkte dan traditionele booglassen. Bovendien hebben sommige systemen een hogere efficiëntie laten zien, met de mogelijkheid om dunne secties te lassen met een snelheid van 10 cm per minuut.
Inzichten uit recent onderzoek naar elektronenbundellassen tonen de aanzienlijke voordelen ervan aan op het gebied van kosten en tijd. In de lucht- en ruimtevaart zijn bijvoorbeeld specifieke nabewerkings- en afwerkingsprocessen na het lassen niet langer nodig. Bovendien vermindert de nauwkeurigheid van de technologie aanzienlijk de materiaalverspilling, wat bijdraagt aan milieuvriendelijke productiemethoden en voldoet aan strenge kwaliteitsnormen.
De versnelde versies van elektronenbundellassen blijven een revolutie teweegbrengen in de metaalverbindingssector door industrieën te voorzien van een betrouwbare oplossing voor het genereren van robuuste, duurzame en hoogwaardige lassen in uiteenlopende toepassingen.
Voordelen van elektronenbundellassen
- Hoge precisie: De warmte die door een elektronenbundel wordt toegepast, is ideaal voor complexe of kwetsbare onderdelen, omdat het materiaal niet oververhit raakt en er extreme precisie mogelijk is.
- Minimale materiaalvervorming: Door gerichte toepassing van warmte wordt de thermische vervorming van het materiaal verminderd, terwijl de structuur behouden blijft.
- Kostenefficiëntie: Deze aanpak stroomlijnt processen en vermindert materiaalverspilling, wat resulteert in een verlaging van de productiekosten.
- Hoge laskwaliteit: lassen die met deze methode worden geproduceerd, zijn duurzaam en van hoge kwaliteit, en bestand tegen intensief gebruik.
- Veelzijdigheid: Deze methode wordt gebruikt in de lucht- en ruimtevaart-, automobiel- en elektronica-industrie, omdat het werkt op veel verschillende materialen met verschillende diktes.
Verkrijgbare hoge penetratiediepten
Tijdens het lassen moeten enkele belangrijke factoren worden geoptimaliseerd om een hoge penetratiediepte te bereiken, zoals laservermogen, lassnelheid, materiaaleigenschappen en bundelfocus. Sommige moderne laserlasmachines kunnen meer dan 10 mm penetratie in bepaalde metalen zoals staal of titanium bereiken, met behoud van de lasintegriteit.
Volgens industriële statistieken zijn lasersystemen met een hoog vermogen van 10 kW of meer geschikt voor diep lassen, met name met een toepassing van keyhole-lassen. Zo is bijvoorbeeld aangetoond dat een laser van 12 kW focusserende roestvrijstalen stralen tot een diepte van ongeveer 25 mm kan doordringen, mits de straal optimaal gefocusseerd is en de lassnelheid nauwkeurig is afgesteld. Parameters zoals de straalpositionering, het gebruikte beschermgas, enz. zijn cruciaal om porositeit in de vorm van een cashewnoot en een uniforme lasvorming te voorkomen.
Bovendien zorgt het gebruik van realtime monitoringsystemen voor optimale stabiliteit van processen en dynamische parameteraanpassingen, wat direct resulteert in diepere penetratie en consistent lassen. Deze combinatie van technologie en controle is essentieel voor het handhaven van procesbetrouwbaarheid bij het lassen van dikke materialen in de bouw en scheepsbouw, zware machines, energie, enz.
Minimaliseren van vervorming in lasmetalen
Het verminderen van vervorming tijdens het lasproces is belangrijk omdat dit de sterke eigenschappen van de structuur helpt behouden. Vervorming treedt op als gevolg van verwarmings- en afkoelingscycli, waardoor interne spanningen en vormveranderingen van het materiaal ontstaan. Deze uitdagingen kunnen worden aangepakt met verschillende benaderingen of technieken.
Een van de manieren om vervorming te beheersen is het effectief gebruiken van lasvolgordes, zoals backstep- of skiplassen. Het is bekend dat dergelijke lasvolgordes de kans op kromtrekken verminderen door de warmte gelijkmatig over het materiaal te verdelen. Recente studies hebben aangetoond dat het voorverwarmen van het werkstuk tot een bepaalde waarde de bovengrens van thermische gradiënten verhoogt en de kans op ongewenste vervorming vermindert. Onderzoek toont ook aan dat vervorming in koolstofstaallassen aanzienlijk kan worden verminderd, met 30%, wanneer het wordt voorverwarmd tot 300 °C.
Het gebruik van mechanische hulpmiddelen zoals klemmen en beugels helpt ook bij het behoud van de vorm van een materiaal tijdens het lasproces. Geavanceerde technologieën zoals eindige-elementenanalyse (FEA) maken het mogelijk om vervorming te voorspellen tijdens het lasproces zelf. Het plannen van beheersmaatregelen is eenvoudiger met simulaties. Constructies met complexe lassen profiteren aanzienlijk van FEA-modellering, aangezien is aangetoond dat dit het risico op vervorming met 40% vermindert.
Ten slotte vermindert het gebruik van processen met een lage warmte-inbreng, zoals TIG- en laserlassen, de breedte van de warmtebeïnvloede zone (HAZ) en thermische spanningen. Een vergelijkende studie toont aan dat TIG-lassen ongeveer 15-20% minder vervorming genereert dan traditionele booglasprocessen. Met nauwgezet toezicht en beheersing in combinatie met deze methoden kunnen industrieën niet alleen de laskwaliteit verbeteren, maar ook de geometrische getrouwheid van de eindproducten behouden.
Energiedichtheid van de elektronenbundel
EBW is een van de meest effectieve processen met een zeer hoge energiedichtheid. Recente studies tonen aan dat elektronenbundels een energiedichtheid van maar liefst 10^8 W/cm² kunnen bereiken, wat enkele ordes van grootte hoger is dan die van boog- of laserlassen. Dankzij deze hoge energiedichtheid kan penetratie met relatief minder warmte worden bereikt, waardoor de warmtebeïnvloede zone (HAZ) en thermische vervorming verder worden geminimaliseerd.
Onderzoek dat laserlassen en elektronenbundellassen vergelijkt, toonde aan dat met laatstgenoemde materialen tot 300 mm dik in één keer kunnen worden gelast, terwijl laserlassen slechts een penetratie van 25-30 mm bereikt. Bovendien voorkomt de vacuümomgeving van elektronenbundellassen verontreiniging en oxidatie van het smeltbad, wat resulteert in een betere laskwaliteit en mechanische eigenschappen.
Precisie en nauwkeurigheid staan nu centraal in moderne bundelregeling. Moderne elektronenbundellasmachines beschikken bijvoorbeeld over digitaal aangestuurde systemen met hoge resolutie, waardoor de bundelintensiteit en -focus beter kunnen worden gemanipuleerd. Deze precisie verbetert de nauwkeurigheid en bespaart energie, waardoor EBW een groene technologie is voor de lucht- en ruimtevaart, de automobielindustrie en de nucleaire sector.
Nadelen van elektronenbundellassen

Elektronenbundellassen (EBW) heeft een korte lijst met negatieve aspecten. Om te beginnen vereist het proces een hoogvacuümomgeving. Dit verhoogt de complexiteit van de benodigde apparatuur en verhoogt de bedrijfskosten. Bovendien is productie op kleine tot middelgrote schaal niet rendabel vanwege de hoge initiële onderhouds- en instelkosten. EBW vereist bovendien precisie en deskundige procesbeheersing, aangestuurd door een hoge mate van expertise van de operator – nog een reden waarom het in deze industrieën moeilijk toepasbaar is. Uiteindelijk is de flexibiliteit met betrekking tot de toepassing in sommige industrieën beperkt, omdat de afmetingen van de componenten die EBW kan verwerken, worden beperkt door de grootte van de vacuümkamer.
Moeilijkheden van de vacuümkamer
Voor EBW vormt de noodzaak om een vacuüm te handhaven beperkingen bij het verkrijgen en onderhouden van verschillende componenten die meerdere industrieën bestrijken. Het belangrijkste probleem is de grootte van de vacuümkamer. Veel EBW-systemen zijn uitgerust met kamers die slechts een specifieke reeks kleine tot middelgrote componenten kunnen bevatten, waardoor ze ongeschikt zijn voor industrieën die grotere onderdelen moeten lassen. Onderzoek suggereert bijvoorbeeld dat vacuümkamers slechts componenten tot 10 meter groot kunnen bevatten, wat hun gebruik in de bouw, scheepsbouw en lucht- en ruimtevaart ernstig beperkt. Een andere zorg is de hoge kosten voor het handhaven van hoge vacuümomstandigheden. Het handhaven van een vacuümomgeving vereist geavanceerde en dure vacuümpompen, wat zowel het energieverbruik als de operationele kosten verhoogt. Studies tonen aan dat onderhoud aan het vacuümsysteem kan bijdragen aan maar liefst 20% van de totale systeemuitval, wat resulteert in productiviteitsverlies. Bovendien vereist het bereiken en handhaven van een hoge vacuümtoestand een uitgebreide, nauwgezette planning die contraproductief is voor knelpuntindustrieën die prioriteit geven aan snelheid.
Tot slot kan verontreiniging met zwevende deeltjes in de vacuümomgeving problemen veroorzaken. Verontreinigingen, al dan niet deeltjesvormig, afkomstig van componenten of apparatuur kunnen de laskwaliteit aantasten, ondanks de afgesloten structuur van de kamer. Deze kwetsbaarheid illustreert de noodzaak van strenge cleanroomnormen, die de operationele complexiteit en de benodigde tijd vóór het lassen vergroten. Dergelijke uitdagingen, en andere, blijven de focus van lopend onderzoek gericht op de verdere ontwikkeling van EBW-technologie.
Hoge kosten van lasapparatuur
De aanschafkosten van een elektronenbundellasmachine (EBW) vormen een lithografisch obstakel voor de implementatie van deze technologie in diverse industrieën. Geavanceerde snij-elektronenbundels variëren in prijs van honderdduizend tot een miljoen dollar, vanwege de vereiste unieke vacuümkamers en krachtige elektronenbundelgeneratoren.
Onderhoudswerkzaamheden compliceren het probleem nog verder. Voor een kleinschalige fabrikant blijken tienduizenden uitgaven aan een EBW-machine, in combinatie met extra operationele kosten zoals elektriciteit, koelmechanismen en andere ondersteunende diensten, een enorme last. De ongeëvenaarde precisie en verbluffende kwaliteit die EBW biedt, worden overschaduwd door de exorbitante prijzen, die te duur zijn voor iedereen behalve de defensie-industrie, de lucht- en ruimtevaart en de automobielindustrie.
Er is geprobeerd deze kosten te matigen door de bundelgeneratie efficiënter te maken en machines met modules te bouwen. Geleidelijke kostenbesparingen, zoals het uitharden van componenten die minder energie verbruiken, hebben veelbelovende resultaten opgeleverd in de software voor bundelbesturing.
Uitdagingen die gepaard gaan met verschillende lastechnieken
Naar mijn mening hangen de uitdagingen die gepaard gaan met verschillende lastechnieken voor elke lasser af van de toepassing en het te gebruiken materiaal. Voorbeelden van moeilijkere technieken zijn laserlassen, dat een hoge precisie vereist met bijzondere aandacht voor detail, gespecialiseerde apparatuur en strikte naleving van protocollen. Andere belangrijke factoren die de moeilijkheidsgraad beïnvloeden, zijn de aard van de verbindingen, de uitlijning van de balken en de materiaaleigenschappen. Deze moeilijkheden kunnen worden overwonnen met de juiste training en het gebruik van moderne technologieën.
EBW versus laserlassen: een vergelijkende analyse
Zowel elektronenbundellassen (EBW) als laserlassen zijn verticals onder hoognauwkeurige technieken. Deze twee lasmethoden verschillen van elkaar afhankelijk van de benodigde apparatuur, functionele eisen en hun specifieke toepassingen. Laserlassen maakt bijvoorbeeld gebruik van elektronenbundels die in een laserpunt zijn gebundeld, waardoor het nuttig is om zowel snelheid als precisie toe te passen op dunne materialen. EBW daarentegen maakt gebruik van een gebundelde elektronenbundel die vacuümkamers vereist, waardoor het meer geschikt is voor dikkere materialen en toepassingen die diepe, smalle lassen vereisen. Hoewel EBW een hogere penetratie biedt, is laserlassen flexibeler en gemakkelijker te integreren in geautomatiseerde systemen. Het is duidelijk dat de twee opties fundamenteel uitwisselbaar zijn en alleen verschillen in specifieke projectdetails, materiaaldikte, lasomgeving en de gewenste nauwkeurigheid en snelheid.
Energie-efficiëntie: vergelijking van de EB-lasmethode met laserlassen
Wat energie-efficiëntie betreft, bezitten zowel elektronenbundellassen (EBW) als laserlassen unieke eigenschappen dankzij hun werkingsmethoden. EBW-laserlassen heeft een van de hoogste energie-efficiënties van alle lasmethoden met verschillende structuren, aangezien bijna 95% van de energie effectief wordt benut dankzij de energieconcentratie. De efficiëntie is hoger in vacuümomgevingen, hoewel het opzetten van deze vacuümkamers tijdrovend en energie-intensief kan zijn. In massaproductieomgevingen doet deze tijdrovende installatie echter een deel van het efficiëntievoordeel teniet.
Laserlassen verbruikt daarentegen tot wel 80-85% energie, omdat er geen vacuüm nodig is. De stralen kunnen direct in het gebied worden geschoten om de functie uit te voeren. Moderne apparaten maken bovendien gebruik van fiberlasers, die beter presteren doordat ze elektrische energie tot wel 40% omzetten in laserenergie, waardoor het energieverbruik verder wordt verlaagd. Bovendien heeft het toenemende gebruik van optica, waaronder bundelvorming en adaptieve optica, in laserlassen bijgedragen aan het verminderen van energieverspilling en het verbeteren van de outputcontrole, waardoor het een sterke kandidaat is geworden voor energiebeperkte toepassingen.
Uit een onderzoek bleek bijvoorbeeld dat laserlastechnologie met fiberlasers bij processen met dunne roestvrijstalen platen tot 30% energiezuiniger was dan CO2-lasersystemen, waardoor kosten werden bespaard en de operationele snelheid en nauwkeurigheid behouden bleven. Aan de andere kant wordt elektronenbundellassen (EBW) vaak de voorkeur gegeven voor het lassen van dikke materialen zoals titanium onderdelen in de lucht- en ruimtevaart vanwege de ongeëvenaarde energie-efficiëntie in gecontroleerde omgevingen en de hoge penetratiediepte, vooral bij dikkere materialen.
Snelheid en nauwkeurigheid in lassystemen
Recente ontwikkelingen in precisielastechnologie hebben de koers van veel industrieën veranderd, omdat ze de nauwkeurigheid en snelheid verbeteren en producten van hoge kwaliteit leveren in een kortere productietijd. Een voorbeeld hiervan zijn laserlassers, die bekend staan om hun nauwkeurigheid dankzij de kleine focus en het grote aanpassingsvermogen van de systemen. Na het bereiken van de juiste focus en het werken met dunne onderdelen, kunnen fiberlasers met hoog vermogen lassnelheden van 10 meter per minuut bereiken. Dit maakt ze nuttig in de productie van auto's en elektronische onderdelen. Hun controle voorkomt ook veel mogelijke defecten, wat de noodzaak tot nabewerking of correctie vermindert en de productieprocessen verder stroomlijnt.
Analoog daaraan is elektronenbundellassen (EBW) buitengewoon nauwkeurig, omdat het in een vacuüm werkt als extra maatregel om de kans op besmetting te verkleinen. In sommige toepassingen kan de penetratiediepte oplopen tot 300 mm en zorgt EBW voor consistente en betrouwbare lassen in dikke materialen. Onderzoek toont aan dat EBW voor de lucht- en ruimtevaart en de nucleaire industrie, waar betrouwbaarheid cruciaal is, de totale lastijd met 50% kan verkorten ten opzichte van conventionele systemen. Dit is wederom een voorbeeld van hoe moderne lastechnologiesystemen niet alleen kunnen voldoen aan, maar zelfs overtreffen, de verwachtingen en eisen in elke branche op het gebied van snelheid, precisie en algehele efficiëntie.
Toepassingsgebieden en verschillen in lastechnologie
Toepassingsgebieden van lastechnologieën zijn onder meer de lucht- en ruimtevaart, automobielindustrie, bouw, scheepsbouw, kernenergie en de maakindustrie. De verschillen zitten in de energiebron, precisie, geschiktheid van het materiaal en de kosten.
| Kern | EBW | TIG | MIG | Puntlassen |
|---|---|---|---|---|
| Energiebron | Electron Beam | Elektrische boog | Elektrische boog | Elektrische puls |
| precisie | Hoge | Gemiddeld | Laag | Laag |
| Materialen | Alleen metalen | Diversiteit | Alleen metalen | Alleen metalen |
| Kosten | Hoge | Gemiddeld | Laag | Laag |
Referentie bronnen
- Ontwikkeling van elektronenoptische mogelijkheden voor de productie van grote componenten door middel van elektronenbundellassen
- Auteurs: T. Dutilleul, R. Widdison, W. Kyffin
- Dagboek: Lassen in de wereld
- Publicatie datum: 23 februari 2024
- Citatietoken: (Dutilleul et al., 2024)
- Overzicht:
- Deze studie bespreekt de ontwikkelingen in de technologie van elektronenbundellassen (EBW), met name de toepassing ervan in de nucleaire industrie voor het hoogproductief lassen van dikke componenten. De auteurs benadrukken het gebruik van het Pro-beam K2000-systeem bij Nuclear AMRC en benadrukken het belang van tracking-eigenschappen van het materiaal en de laslijn voor procesbetrouwbaarheid.
- Belangrijkste bevindingen:
- Het single-pass-proces van EBW verkort de productietijd aanzienlijk, maar verhoogt de belasting van de operators vanwege de hoge vereiste precisie.
- De naadvolger, die gebruikmaakt van elektronenoptische beeldanalyse, is cruciaal voor het vaststellen van afwijkingen en het garanderen van een nauwkeurige uitlijning tijdens het lassen.
- Uit het onderzoek blijkt dat er meer onderzoek nodig is om de betrouwbaarheid van het lasproces te verbeteren op basis van de resultaten van de naadvolger.
- Onderzoek naar wrijvingslassen (FSW) en elektronenbundellassen (EBW) voor 6082-T6 aluminiumlegering
- Auteurs: P. Noga, T. Skrzekut, M. Wędrychowicz, M. Węglowski, A. Węglowska
- Dagboek: Materialen
- Publicatie datum: July 1, 2023
- Citatietoken: (Noga et al., 2023)
- Overzicht:
- In dit artikel worden de EBW- en FSW-methoden voor het verbinden van de EN AW-6082 T6 aluminiumlegering vergeleken. Het beschrijft de parameters die voor beide lastechnieken worden gebruikt en presenteert uitgebreide tests op het gebied van microstructurele en mechanische eigenschappen.
- Belangrijkste bevindingen:
- Er werd vastgesteld dat de sterkte-eigenschappen van de EBW-verbinding met 23% afnamen, terwijl de FSW-verbinding een afname van 38% liet zien vergeleken met het basismateriaal.
- Uit het onderzoek bleek ook dat er aanzienlijke verschillen waren in rek tussen de twee methoden. Bij EBW werd een lagere rek vastgesteld, vanwege de verdamping van magnesium tijdens het lasproces.
- Elektronenbundellasproces voor Ti6Al-4V titaniumlegering
- Auteurs: Zbigniew Wencel, S. Wiewiórowska, P. Wieczorek, A. Gontarz
- Dagboek: Materialen
- Publicatie datum: July 1, 2023
- Citatietoken: (Wencel et al., 2023)
- Overzicht:
- In dit onderzoek wordt het EBW-proces voor Ti6Al-4V-titaniumlegering onderzocht, met de nadruk op de fysisch-chemische veranderingen die worden veroorzaakt door het lasproces en de effecten van warmtebehandeling na het lassen.
- Belangrijkste bevindingen:
- Uit het onderzoek is gebleken dat warmtebehandeling na het lassen een aanzienlijke invloed heeft op de mechanische eigenschappen en de microstructuur van de legering.
- Er werd waargenomen dat het uitvoeren van EBW met een snelheid van 8 mm/s resulteerde in een afname van het aluminiumgehalte, hoewel dit binnen aanvaardbare grenzen bleef.
Veelgestelde vragen (FAQ's)
V: Wat is elektronenbundellassen?
A: Elektronenbundellassen is een smeltlasmethode waarbij een snelle elektronenbundel als warmtebron wordt gebruikt om materialen te verbinden. Dit proces vindt plaats in een vacuümkamer om verstrooiing van elektronen te voorkomen en ervoor te zorgen dat de elektronenbundel nauwkeurig op het werkstuk wordt gericht.
V: Hoe werkt een elektronenbundellasapparaat?
A: Een elektronenbundellasmachine maakt gebruik van een elektronenbundelpistool dat elektronen uitzendt vanaf een kathode. De elektronen worden versneld naar een anode, waar ze ook worden gebundeld tot een bundel die naar de te lassen materialen kan worden gericht. Omdat de bundel kan worden gebundeld om een hoge vermogensdichtheid te bereiken, is het mogelijk om smalle en diepe lassen te produceren.
V: Wat zijn de belangrijkste onderdelen van een elektronenbundellasser?
A: De belangrijkste onderdelen van een elektronenbundellasapparaat zijn de vacuümkamer, het elektronenkanon, de kathode en de anode. Elke elektrode heeft een ander doel: het elektronenkanon produceert de bundel, de kathode zendt elektronen uit, de anode versnelt ze en de vacuümkamer zorgt voor de hoogvacuümomstandigheden die nodig zijn voor het proces.
V: Wat zijn de voordelen van elektronenbundel-lasmicroscopie?
A: Het belangrijkste voordeel van elektronenbundelscanning bij het lassen is de mogelijkheid van een hogesnelheidsbundel om te focussen op een klein gebied en te voorzien van vulling met zeer lage vervorming. Lassen met elektronenbundels is zeer zuinig in vermogen, snelheid en efficiëntie. Elektronenbundellassen zijn vrij van porositeit en vereisen geen extra vulmateriaal. De precisie waarmee de focus wordt bereikt, maakt het ook geschikt voor geautomatiseerde lasprocessen.
V: Waarvoor wordt elektronenbundellassen gebruikt?
A: Elektronenbundellassen wordt vooral toegepast in de lucht- en ruimtevaart, de automobielindustrie, de elektronica en de energieopwekking. Het is nuttig bij het lassen van metalen die sterk chemisch en warmtereactief zijn, en bij toepassingen die een hoge precisie en extreme sterkte vereisen.
V: Wat is het verschil tussen elektronenbundellassen en laserlassen?
A: Elektronenbundel- en laserlassen zijn beide precisieprocessen die gebruikmaken van energiegeconcentreerde bronnen. Er zijn echter enkele verschillen: laserlassen heeft geen hoogvacuümruimte nodig, terwijl elektronenbundellassen dat wel heeft. Bovendien is laserlassen over het algemeen flexibeler met de materialen en omgevingen waarmee het kan werken, terwijl elektronenbundellassen uitblinkt in penetratie.
V: Kan elektronenbundellassen geautomatiseerd worden?
A: Ja, automatisering kan worden geïntegreerd in de elektronenbundellasprocessen. Computersystemen kunnen de focus van de elektronenbundel regelen, waardoor veel geautomatiseerde lassystemen consistente en herhaalbare lassen kunnen produceren.
V: Is er toevoegmateriaal nodig bij het elektronenbundellassen?
A: Bij elektronenbundellassen is toevoegmateriaal meestal niet nodig. De energie van de bundel concentreert en smelt de basisdelen voldoende om ze stevig te verbinden zonder dat er extra materiaal wordt toegevoegd.
V: Welke factoren beïnvloeden het straalvermogen bij elektronenbundellassen?
A: Bij elektronenbundellassen is het bundelvermogen afhankelijk van de versnellingsspanning, bundelstroom en bundelfocus. Deze instellingen kunnen worden aangepast om de lasdiepte en de algehele kwaliteit van de las te bepalen.
V: Welke invloed heeft het hoge vacuüm bij elektronenbundellassen op het proces?
A: Het hoge vacuüm dat aanwezig is bij elektronenbundellassen is cruciaal omdat het de verstrooiing van elektronen voorkomt. Dit voordeel zorgt voor een nauwkeurige focussering van de elektronenbundel op het werkstuk, wat de penetratie en laskwaliteit verbetert.






{kind=link}
{kind=link}
{kind=link}
{kind=link}