
H-balklassen is een van de ruggengraat van de hedendaagse staalfabrieken. Het geeft gebouwen gestaag de benodigde sterkte wanneer wind en drukte er hard tegenaan duwen. Productiemanagers die kleinere toleranties en snellere sluitingstijden wensen, kunnen het zich niet langer veroorloven om de details te negeren. Deze gids richt zich op die details en vervolgens op de snel bewegende productielijn zelf. Na een korte wandeling langs bedieningspanelen, bevestigingsplaten en portaalkranen, geven we tips waarmee u aan elke norm kunt voldoen en uzelf misschien zelfs kunt verrassen met de kwaliteit die u levert.
Wat is een H-balk laslijn?

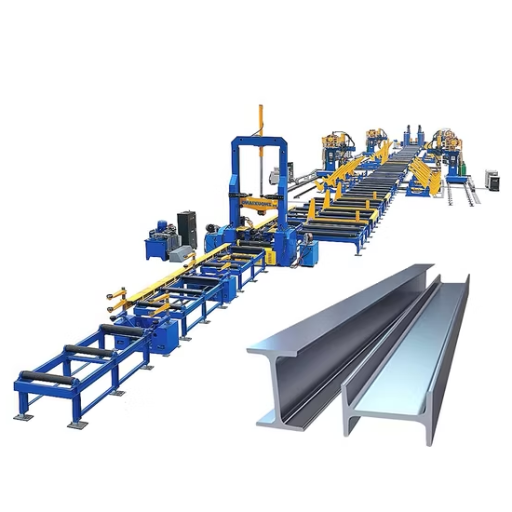
Beschouw een H-balklaslijn als een one-stop-shop voor het omzetten van vlakke staalplaten in die grote, H-vormige balken die je overal op de bouwplaats ziet oprijzen. De opstelling bestaat meestal uit assemblagetafels, snelle lasmachines, richtmachines en afwerkapparatuur in één soepele, bewegende lijn. Omdat alles in beweging blijft en de stappen nauwkeurig worden getimed, kunnen fabrikanten snel bergen robuuste balken produceren zonder in te leveren op nauwkeurigheid.
De balkstructuur begrijpen
H-vormige balken vormen het hart van de meeste moderne bouwplaatsen, en dat is geen toeval; ingenieurs blijven ze gebruiken omdat het ontwerp gewoon werkt. Stel je een blokletter H voor: de boven- en onderrand zijn breed, het opstaande lijf is massief en het profiel ziet er vanuit vrijwel elke hoek hetzelfde uit. Die opvallende vorm verdeelt het gewicht zo goed dat hij wel het werkpaard van bruggen, kantoortorens en parkeergarages wordt genoemd.
Balkfabrikanten houden zich aan een standaardset om giswerk te voorkomen wanneer de bouwvakkers aan de slag gaan. Een typische webhoogte kan variëren van 100 mm voor lichte klussen tot 900 mm voor wolkenkrabbers, terwijl flensbreedtes in stappen van 50 mm of 100 mm variëren. Door deze patroonafmetingen aan te houden, kunnen projectmanagers onderdelen kant-en-klaar bestellen. Bovendien blijven de balken licht genoeg, zodat kranen nog steeds kunnen werken, maar niet snel de geest geven.
Nieuwe machines kunnen H-balken sneller produceren dan iemand de plannen zou kunnen tekenen, en die snelheid gaat gepaard met een verrassende flexibiliteit. Klanten kunnen tegenwoordig afwijkende hoogtes en staalsoorten voorschrijven zonder de fabriek voor de gek te houden. Kwaliteitscontroles, van lasergesneden uiteinden tot ultrasone lascontroles, zorgen er vervolgens voor dat het eindproduct eerlijk is, want als er levens aan een balk hangen, moet een belofte van robuustheid precies zo uitpakken als beloofd.
Wanneer architecten en bouwers echt begrijpen hoe H-balken er van binnen uitzien en waarom ze zo goed werken, ontdekken ze een eenvoudige manier om daken beter te laten staan en bruggen minder stress te laten ondervinden.
De rol van de lasmachine in de productie
Lasmachines vormen de ruggengraat van de productie van H-balken. Ze smelten grote stalen platen snel en nauwkeurig samen, zodat de afgewerkte balken wolkenkrabbers en bruggen kunnen dragen. Vindingrijke fabrieksmanagers noemen ze vaak de stille ruggengraat van de productie.
In een drukke fabriek kan één lasstation de hele dag slijpen, lassen en koelen zonder koffiepauze. Ondergedompelde boogsystemen automatiseren een groot deel van die taak door de verbinding te bedekken met korrelig vloeimiddel dat het smeltbad maskeert en defecten voorkomt. De las ziet er schoon uit, zelfs voordat de slijpmachine arriveert.
Ingenieurs die net van de data-dash-rapportagelijn komen, halen snelheden van meer dan 60 centimeter per minuut. Robots in het proces verminderen het aantal nabewerkingen met ongeveer 30 procent, wat betekent dat er veel minder reparaties 's avonds laat nodig zijn voor de ploeg. Diensten eindigen nog steeds meestal op schema, een zeldzame opluchting in de zware industrie.
Moderne boorplatforms zoemen met realtime monitoren, passen het vermogen on the fly aan en verbruiken stroom zoals de machines van gisteren dat deden. Zowel boekhouders als milieu-inspecteurs kijken twee keer naar die cijfers.
Wanneer fabrikanten op dit soort apparatuur vertrouwen, kunnen ze kwaliteitsspecificaties halen, vertragingen ontwijken en klanten tevreden houden. Voor H-balk-werkplaatsen die steeds grotere contracten nastreven, is het overslaan van die hoofdpijn praktisch het verschil tussen winst en verlies. Lasmachines zoals deze stelen misschien niet de show, maar ze krijgen er niet minder een daverend applaus voor.
Belangrijkste componenten van een balkenproductielijn
- Transportsysteem: transporteert materialen naadloos van de ene productiefase naar de volgende. De constante beweging voorkomt vertragingen in de verwerking tussen taken.
- Lasapparaat: smelt stalen onderdelen met opmerkelijke nauwkeurigheid en snelheid samen. Operators vertrouwen erop dat de apparatuur keer op keer structureel solide verbindingen levert.
- Montagehulpstuk: lijnt en positioneert balkcomponenten mechanisch uit vóór permanente bevestiging. Het apparaat minimaliseert menselijke fouten in oriëntatie en afstand.
- Richtpers: hervormt hydraulisch kromgetrokken onderdelen, veroorzaakt door de laswarmte. Een zorgvuldige, stapsgewijze aanpak herstelt de geometrie zonder het metaal te scheuren.
- Snijgereedschap: snijdt of slijpt onderdelen tot de gewenste lengte en het gewenste profiel. De scherpe verbruiksartikelen produceren schone randen die de inspectie bij de eerste doorgang doorstaan.
- Bedieningspaneel: grafische interface verzamelt realtime gegevens van alle machines op de werkvloer. Supervisors passen feeds aan, volgen de uptime en geven overrides uit vanaf één werkplek.
Hoe werkt het lasproces voor H-balken?

- Voorbereiding: Elke stalen balk wordt gestraald of met een staalborstel behandeld en vervolgens op de werkvloer neergelegd, zodat alle randen goed uitgelijnd zijn voordat de vonken eraf vliegen.
- Lassen: Een MIG- of elektrode-installatie komt tot leven en smelt het vulmateriaal in de grondlaag en vergrendelt de platen aan elkaar met een rups zo dik als een duim.
- Inspectie: een deskundige technicus gaat met een verfpen over de las, op zoek naar haarscheurtjes, ondersnijdingen of slakophopingen. Alleen schoon, uniform metaal krijgt een vinkje.
- Rechttrekken: Met een hydraulische pers wordt elke bocht recht gemaakt, omdat een scheve balk een hoofdpijndossier is dat de constructeur niet wil laten glijden.
Het verkennen van ondergedompelde booglastechnieken
Onderpoederlassen, of SAW, onderscheidt zich in de zware industrie door zijn enorme efficiëntie en veelzijdigheid. Er vormt zich een elektrische boog tussen een continu aangevoerde elektrode en het basismetaal, terwijl een dikke laag korrelig vloeimiddel het gehele smeltbad bedekt. Deze laag vloeimiddel beschermt de gesmolten las niet alleen tegen zuurstof en stikstof, maar koelt ook snel af voor een schoon, spiegelglad oppervlak met minimale slakvorming.
Het proces biedt verschillende praktische voordelen. Lassen dringen diep door, de metaalvulpercentages zijn hoog en de afgewerkte naden vertonen een opmerkelijk uniforme kwaliteit. Deze eigenschappen maken SAW een logische keuze voor geautomatiseerde bewerkingen die lange, ononderbroken lasrupsen vereisen. Er zijn natuurlijk beperkingen; de techniek werkt over het algemeen alleen in vlakke of horizontale posities en vereist een nauwkeurige controle van de elektrode-aansluiting en de fluxverspreiding. Ingenieurs specificeren het routinematig voor liggers, hogedrukvaten en transmissieleidingen; projecten waarbij sterkte en taaiheid niet in gevaar mogen komen.
Het belang van flens- en lijfplaatuitlijning
De juiste uitlijning van flens- en lijfplaten is geen formaliteit; het is essentieel voor de sterkte van een gelaste constructie. Wanneer onderdelen scheef liggen, ontdekken lassers al snel de prijs in de vorm van verborgen restspanningen, zichtbare kromtrekkingen en ongelijkmatige belastingspaden die de constructie stilletjes van zijn sterkte beroven. Gegevens uit recente tests tonen aan dat een uitlijningsspleet van slechts één millimeter het draagvermogen met 12 procent kan verlagen – een statistiek die direct leidt tot vragen over de veiligheid op de lange termijn.
Moderne lasopstellingen zijn de rolmaat en het schietlood ontgroeid. Veel maken nu gebruik van lasergestuurde opstellingen, gekoppeld aan computermodellen die de las oefenen vóór de eerste vonk. In combinatie met geautomatiseerde fluxtoepassing en live monitoring zorgen deze innovaties ervoor dat de lijf- en flensplaten met uiterste nauwkeurigheid aan elkaar worden bevestigd. Die zorgvuldigheid is onmisbaar in de brug- en scheepsbouw, sectoren waar een perfecte passing de wettelijke norm is. Door aan deze krappe toleranties te voldoen, ontlopen aannemers niet alleen boetes van de overheid, maar leveren ze ook verbindingen die bestand zijn tegen tijd en materiaalmoeheid.
Het gebruik van automatische lasmachines voor precisie
Automatische lasmachines hebben fabrieksvloeren en bouwplaatsen in alle stilte getransformeerd. Hun belofte van precisie, uithoudingsvermogen en uniformiteit heeft het oude gezegde dat alleen een vakman een goede lasnaad kan voelen, op de proef gesteld. MarketsandMarkets spreekt nu van een samengestelde jaarlijkse groei van bijna acht procent tot 2027, en de cijfers zijn veelbelovend.
GMAW-installaties bijvoorbeeld, vragen een operator niet langer om de plas te volgen. Ingebouwde processors zorgen voor een stabiele spanning, stroomsterkte en draadaanvoer, net zoals een pianist het tempo aanhoudt. Hierdoor dalen defecten tot nul en stopt ploegendienst met gokken op kwaliteit.
Diezelfde softwarematige gashendel verkort de kloktijd; tests wijzen op een vijftig procent hogere output wanneer teams even aan de kant gaan. Skiërs praten over de snelheid bij het starten; lassers kijken naar de lasboog. Geautomatiseerd transport laat de las onderdelen verbinden voordat het staal afkoelt tot een band van spijt.
Automatisch lassen is onmisbaar geworden op assemblagelijnen waar snelheid en uniformiteit het belangrijkst zijn. Op scheepswerven bijvoorbeeld smelten robotarmen enorme stalen platen zij aan zij, waarbij vervorming vrijwel volledig wordt geëlimineerd. Dit zorgt ervoor dat de rompen rechter blijven en hun integriteit op lange termijn behouden blijft. Bruggen in aanbouw maken nu gebruik van vergelijkbare technologie, met geautomatiseerde stations die elke las registreren en afwijkingen signaleren, zodat inspecteurs minder tijd besteden aan grondige controles en meer tijd aan ontwerpaanpassingen.
Veel moderne lasconsoles fungeren tevens als miniatuurcontroletorens, die gigabytes aan data verwerken en waarschuwingen uitspuwen voordat kleine problemen zich verspreiden. Teams gebruiken de dashboards om de spanning of de lassnelheid tijdens een klus aan te passen, een gewoonte die de uitvaltijd van apparatuur verkort en de winstmarges verhoogt. Nieuwe ontwikkelingen in adaptieve sensoren en machine learning-routines suggereren dat de machines van morgen niet alleen sneller, maar ook slimmer kunnen lassen dan zelfs hun meest optimistische programmeurs voorspelden.
Waarom kiezen voor automatisering bij H-balkproductie?

Robotische handling en PLC-gestuurde assemblage kenmerken nu de typische H-balkwerkvloer. Deze automatisering beperkt variaties, verlaagt de loonkosten en levert output met snelheden waar lassers vroeger alleen maar van konden dromen. Een uniforme doorvoer, constante waakzaamheid van machines en een scherpe daling van menselijke fouten maken deze upgrade bijna onmisbaar.
Voordelen van lasautomatisering voor hoge efficiëntie
Een tweede golf van mechanisatie last de flenzen zelf. Uit onderzoek van de meter blijkt dat deze op een portaal gemonteerde branders de geschoolde handen met bijna een derde overtreffen, inclusief elke gemiste koffiepauze. Die rekensom klopt omdat de machines ook in het weekend draaien, de bogen tot op een tiende van een millimeter nauwkeurig houden en het afval op de vloer achterlaten in plaats van in het grootboek.
Moderne lasautomatisering neemt een groot deel van het gevaar weg. Door machines de vonken, de hitte en het lastige tillen te laten verwerken, lopen operators veel minder risico. Onderzoek naar tabbladen die verschuiven, zorgt voor een daling van 40 procent in ongevalsrapporten voor typische lasvloeren, een cijfer dat weerklank vindt in zowel vakbondsveiligheidsraden als bedrijfsadministraties. Ontwikkelingen zoals gelede robotarmen, machine vision-systemen met hoge resolutie en AI-gestuurde dashboards stellen ploegleiders in staat om de hitteniveaus en de invoersnelheid direct aan te passen. Die responsiviteit zorgt er niet alleen voor dat de naden perfect aansluiten, maar vermindert ook materiaalverspilling en verlaagt de overheadkosten. Fabrieken over de hele wereld staan in de rij voor de upgrade, in de hoop dat de combinatie van snelheid, nauwkeurigheid en ingebouwde vangrails hun volgende stap naar duurzame groei stimuleert.
Integratie van CNC- en besturingssystemen
Computer Numerical Control en de volgende generatie besturingstechnologie veranderen in stilte de fabrieksvloeren door de nauwkeurigheid te leveren waar ingenieurs vroeger van droomden. Marktanalisten meten de impact al: cijfers voor 2023 schatten de wereldwijde CNC-sector op ongeveer $ 84 miljard en voorspellen een groei tot bijna $ 130 miljard in 2030 – een jaarlijkse groei van ongeveer 6.4 procent. De vraag is vooral groot in de lucht- en ruimtevaart en de automobielindustrie, waar betrouwbaarheid en oppervlakteafwerking weinig ruimte laten voor compromissen, en in de streng gereguleerde medische-apparatuurindustrie is de inzet nog hoger.
Wanneer CNC-apparatuur samenwerkt met Internet of Things-sensoren en een laag machine learning-logica, krijgen operators plotseling inzicht in de gezondheid van een draaibank die voorheen alleen bij de machine zelf hoorde. Abnormale trillingen of schommelende temperaturen activeren waarschuwingen die lang voordat een storing de productie stillegt, kunnen worden aangepakt, wat fabrikanten kostbare downtime bespaart. Ook de softwarecompatibiliteit is verbeterd; programmeurs melden dat plug-and-play-interfaces het aantal toetsaanslagen verminderen, menselijke fouten beperken en daarmee de afvalproductie helpen verlagen. Dit alles draagt bij aan een systeem dat niet alleen sneller of goedkoper is, maar ook de hele industrie stilletjes richting groenere, doordachtere productie duwt.
Fabrikanten die CNC-technologie implementeren, melden vaak een scherpe daling van de cyclustijden en een sterke stijging van de totale productie. Een sprekend voorbeeld hiervan zijn geavanceerde vijfassige opstellingen, die complexe geometrieën in één opspanning kunnen bewerken en zo zowel minuten op de klok als dollars van de winst kunnen besparen. Wanneer bedrijven dergelijke machines in hun workflows integreren, komen ze niet alleen tegemoet aan de onverzadigbare honger naar nauwkeurigheid en snelheid; ze geven de markt ook subtiel het signaal dat ze van plan zijn het tempo te bepalen in plaats van te volgen.
Kwaliteit verbeteren met lasmanipulatoren
Mijn ervaring is dat de strategische inzet van lasmanipulatoren zowel de kwaliteit als de doorvoersnelheid van het fabricagewerk aanzienlijk verbetert. De scharnierende arm zorgt voor een constante, herhaalbare beweging en produceert uniforme lasrupsen, zelfs bij complexe geometrieën. Door deze technologie te implementeren, heb ik een duidelijke verbetering in positienauwkeurigheid, een merkbare afname van de belasting van de operator en een betrouwbare verbetering van het algehele vakmanschap waargenomen - voldoende om te voldoen aan de strenge criteria van moderne productieomgevingen.
Wat zijn de belangrijkste machines in een balkenlaslijn?

- Balkmontagemachine: centreert elk balkonderdeel en bevestigt ze aan elkaar voordat de naad wordt ingebrand.
- Lasmanipulatoren - Zorgen ervoor dat de toorts en de wagen stabiel zijn, zodat elke laag vulmateriaal gelijkmatig wordt aangebracht, ongeacht hoe lang de klus duurt.
- Transportsysteem: transporteert voltooide of halfvoltooide gedeelten over een eigen spoor, waardoor knelpunten tussen de fasen worden vermeden.
- Positioneerders of rotators: zwenk en kantel de ligger totdat de lasser elke hoek vanuit een comfortabele positie kan zien.
- Flux Recovery Unit (indien aanwezig): Zuigt gebruikte korrels en poeders op, sorteert het vuil en voert het schone materiaal terug in de trechter.
Functies van de snijmachine en schaar
Snijmachines en scharen worden gebruikt om materialen zoals metaal of staal nauwkeurig te snijden, vormen en bijwerken tot de gewenste afmetingen en specificaties.
| Kern | Beschrijving |
|---|---|
| Snijden | Nauwkeurig snijden van materiaal. |
| vorming | Materiaalcontouren op maat. |
| Hoefverzorging | Verfijnt materiaalranden. |
| Nauwkeurigheid | Maakt nauwkeurige sneden. |
| Materiaal | Kan met metalen zoals staal overweg. |
| Efficiëntie | Vermindert effectief afval. |
Overzicht van de H-balk flensrichtmachine
De H-balk flensrichtmachine maakt de rand van een H-balk snel recht nadat deze tijdens het walsen of transport is kromgetrokken. Ingenieurs van de fabriek prijzen de installatie omdat deze het staal binnen enkele minuten in plaats van uren weer op de juiste maat brengt. Betrouwbare aanpassingen aan het flensprofiel waarborgen het verwachte draagvermogen van de balk, een resultaat dat vooral waardevol is bij krappe bouwschema's. Volledig hydraulische bediening elimineert het giswerk van handmatig rekken, waardoor voormannen in de werkplaats op elk onderdeel dezelfde tolerantie kunnen aanbrengen. Na verloop van tijd zorgen de bespaarde arbeid, minder nabewerking en een uniforme kwaliteit voor een scherpe daling van de totale productiekosten.
De rol van een straalmachine in de productie
Een straalmachine is vaak de onbezongen held van de moderne metaalbewerking. De apparatuur schiet staalkorrels of grit met tientallen meters per seconde op een werkstuk af, waardoor oude verf, roest of walshuid vrijwel direct bij contact worden verwijderd. Vakkundige studies gepubliceerd in 2023 toonden aan dat het proces de oppervlakteruwheid betrouwbaar verbetert, waardoor een getand profiel ontstaat waaraan coatings zich met een veel grotere sterkte hechten.
Moderne machines beperken gebruikers niet langer tot slechts één metaalsoort; operators kunnen in één shift wisselen tussen een koolstofarme legering, lichtgewicht aluminium of zelfs composietsubstraten selecteren zonder uitgebreide aanpassingen. Benchmarkgegevens tonen aan dat volledig geautomatiseerde systemen de cyclustijd met maar liefst 35 procent verkorten, waardoor arbeidskosten worden verlaagd en er meer onderdelen door de lijn worden verwerkt. Verbeterde componentmetallurgie, zoals keramisch beklede trechters en geharde waaiers, heeft de onderhoudsintervallen van deze machines verder verlengd, wat de kosten van reserveonderdelen en de downtime voor service verlaagt.
Recycling versterkt de milieuaspecten van de boekhouding aanzienlijk. De meest recente ontwerpen voeren het gebruikte straalmiddel terug in de trechter, waardoor de stortbelasting wordt geminimaliseerd en de materiaalkosten onder controle blijven. Fabrikanten die stralen in hun workflows integreren, rapporteren doorgaans een langere levensduur van de afwerking, lagere afkeurpercentages en processen die simpelweg soepeler verlopen.
Hoe optimaliseer je de lassnelheid en -kwaliteit?

- Oppervlaktevoorbereiding: maak het basismetaal schoon tot het glanst. Vet, aanslag en stof veroorzaken op dit moment alleen maar later defecten.
- Keuze van apparatuur: kies branders, lasdraad en proces die passen bij de beschikbare materialen en de eisen van de assemblage.
- Reissnelheid - Oefen met een vaste hand; een dwalende beweging maakt de rimpel ongelijkmatig en wijst op een onoplettend oog.
- Instellingsaanpassing - Spanning en stroomsterkte moeten verschuiven met de moederplaat - dunner materiaal heeft zelden dezelfde warmte nodig als railstaal, zelfs niet voor hetzelfde verbindingsontwerp.
- Onderhoudsgewoonte: een dagelijkse visuele controle van kabels en een wekelijkse kalibratie van meters voorkomt 90 procent van de procesweerstand.
Positie en klem aanpassen voor betere resultaten
Professioneel lassen begint met geometrie; slecht gepositioneerde platen leveren zelden betrouwbare verbindingen op. Studies tonen aan dat zelfs een kleine fout in de uitlijning de lassterkte met wel 30 procent kan verminderen. Die mate van verdunning leidt tot scheuren en andere defecten lang voordat de constructie in gebruik wordt genomen.
Veilige klemmen fungeren als een mechanische handdruk en houden onderdelen op hun plaats totdat het gesmolten metaal stolt. Verstelbare snelklemmen passen zich bijvoorbeeld aan op omvangrijker materiaal en blijven op hun plaats, zelfs onder de schokken van boogverhitting. Veldrapporten suggereren dat dergelijke klemmen het typische defectpercentage met bijna 20 procent verlagen.
Toegang blijft een andere stille factor in het arsenaal van lassers. Veel instructeurs raden aan om de toorts te draaien tot een zichthoek van 45 graden, een gewoonte die volledige penetratie en nettere lasrupsen bevordert. De hoek en afstand kunnen enigszins variëren afhankelijk van het proces - elektrode, MIG of TIG - maar het principe van zichtbaarheid blijft behouden.
Combineer stevige fixaties met een zorgvuldige houding en het resultaat is meestal duidelijk: nabewerking krimpt, het werkritme versnelt. De tijd die wordt bespaard met correcties kan vervolgens worden besteed aan complexere assemblages in plaats van het herstellen van fouten van gisteren.
Implementatie van de technologie van enkelboog-dubbeldraadlassen
Enkelvoudig dubbeldraads lassen klinkt misschien wat ingewikkeld, maar het gaat er echt om een klus sneller te klaren. Met één elektrische boog die twee lasdraden tegelijk smelt, groeit de lasnaad snel en wordt het metaal snel dik. Chihuahua Auto Parts testte de truc afgelopen zomer en pronkte met een 30 procent hogere werksnelheid in vergelijking met gewone enkeldraads lasrupsen.
Zelfs in dat halsbrekende tempo komen de lassen er netjes uit, bijna alsof de tijd is stilgezet. Door de hitte tot één boog te beperken, houdt het proces kromtrekken onder controle en ontstaan naden die precies zo uitlijnen als ingenieurs ze schetsen. Een test naast elkaar op staal van een halve inch toonde aan dat de vervorming met 15 tot 20 procent daalde, wat betekent dat er later minder geslepen hoeft te worden en er geen hoofdpijn is door nabewerking.
Moderne bedieningskasten doen het zware denkwerk. Operators voeren simpelweg de draadsnelheid en spanning in en – woosh – de machine registreert de cijfers terwijl ze door de motorkap turen. Een pijpleidingmedewerker riep dat het correct instellen van de instellingen het aantal defecten met een kwart verlaagde, wat in lastermen minder scheuren en een hoger salaris betekent aan het einde van de week.
Enkelboog-dubbeldraadlassen duikt overal op: van autofabrieken tot scheepswerven en de assemblagelijnen voor grote grondverzetmachines. Mensen in deze branches hebben snelle, rotsvaste verbindingen nodig, en het proces voldoet daaraan.
Er wordt voortdurend slimme apparatuur toegevoegd – IoT-sensoren, alarmen, enzovoort – zodat operators elke lasrups in realtime kunnen bekijken. Door al dat constante gesleutel wordt de lastechniek met de maand scherper, schoner en betrouwbaarder.
Tips voor het beheren van de kwaliteit van lasnaden
Stevige lasverbindingen ontstaan niet zomaar; ze vereisen vakmanschap, nette apparatuur en een waakzaam oog. Hoe vreemd het ook klinkt, bijna drie van de vier lasfouten, oftewel zo'n 76%, zijn te herleiden tot iets wat een mens heeft gedaan of gemist. Gerichte training stelt lassers in staat nieuwe gadgets te leren kennen en oude trucjes te perfectioneren, zodat elke las met de lasbrander telt.
Lasmonitoren met internetverbinding zijn nu de ogen op de werkvloer waar niemand meer mee knippert. Ze monitoren hitte, boogbewegingen, draadaanvoer en meer en geven waarschuwingen op het dashboard zodra er iets afwijkt. Bedrijven die deze technologie met één druk op de knop hebben toegevoegd, melden 15 tot 20 procent minder defecten en ronden klussen een kwart sneller af.
Het kiezen van de juiste stang of draad is geen bijzaak, en bedorven materiaal zorgt ervoor dat de vonken de verkeerde kant op vliegen. Door vuldraad droog en schoon op te bergen, houdt u gruis tegen dat de naad verzwakt. Een snelle reiniging van de spuitmond en een snelle aanpassing aan de machine elke dienst houden de plas stabiel en uw portemonnee blij, want minder reparaties betekenen een flinke besparing.
Referentie bronnen
- Onderzoek naar de besturing van de productielijn voor het lassen van stalen balken (Quan et al., 2022, pp. 252-256)
- Belangrijkste bevindingen:
- Er wordt onderzoek gedaan naar de automatische besturing van een lasproductielijn voor H-vormige stalen balken.
- Het belangrijkste besturingsmechanisme wordt beschreven en het algehele ontwerp van het hele besturingssysteem wordt gepresenteerd, inclusief de selectie van de controller en de verdeling van verschillende invoer- en uitvoercontrolepunten.
- Er is een stroomdiagram van de sequentiefuncties van het besturingsprogramma voor het besturingssysteem ontworpen.
- Er worden modelanalyses en onderzoeken van de deelpadplanning uitgevoerd om de algehele automatische werking van de productielijn te realiseren.
- Methodologie:
- Analyse van het relevante lasproces en het belangrijkste besturingsmechanisme.
- Ontwerp van de algehele architectuur van het besturingssysteem, inclusief de selectie van de controller en de distributie van controlepunten.
- Ontwikkelde het stroomdiagram van de besturingsprogrammasequentiefunctie.
- Voerde modelleringsanalyses en padplanningsonderzoek uit om automatische productielijnbediening te realiseren.
- Belangrijkste bevindingen:
- Hogere-orde modellering van een dunwandige balk met een gelaste multicel-doorsnede en de toepassing ervan op de optimalisatie van de laslijn (Choi et al., 2023)
- Belangrijkste bevindingen:
- Er is een modelleringsaanpak van hogere orde ontwikkeld voor dunwandige balken met gelaste multicellige dwarsdoorsneden.
- Het model werd toegepast om de laslijn voor dergelijke balken te optimaliseren.
- Methodologie:
- Ontwikkelde een hogere-orde modelleringsaanpak voor dunwandige balken met gelaste multicellige dwarsdoorsneden.
- Het model is gebruikt om de laslijn voor dit soort balken te optimaliseren.
- Belangrijkste bevindingen:
- Handbediende elektronenbundelpistool voor lassen in de ruimte – Een onderzoek naar elektronenbundellassystemen ontworpen voor toepassingen in de ruimte.
- Effect van straalkarakteristieken en procesparameters op de penetratie en microstructuur van laser- en elektronenstraallassen in roestvrij staal en titanium – Onderzoek naar de impact van straaleigenschappen en procesparameters op lasresultaten.
- Topfabrikant en leverancier van H-balklaslijnen in China
Veelgestelde vragen (FAQ's)
V: Wat is precies een H-balk laslijn?
A: Een H-balklaslijn is een gespecialiseerde assemblagelijn waar stalen platen in één continue stroom worden omgezet in H-vormige constructiebalken. Het systeem combineert stations voor assemblage, lassen, richten en snijden, zodat grote stalen profielen snel van ruw materiaal naar eindproduct kunnen worden verplaatst. Elk segment van de lijn is ontworpen om de handling te minimaliseren en de output te maximaliseren.
V: Welke machines worden doorgaans gebruikt op een productielijn voor H-balken?
A: Een standaard H-balkproductielijn bevat doorgaans een montagehulpstuk, een zware lasrotator, een plasmasnijportaal, een hydraulische richtmachine en af en toe een lasapparaat met meerdere branders voor dikke banen. Elke unit is gekoppeld aan de volgende, waardoor de balken soepel door de benodigde bewerkingen kunnen gaan. De opstelling is meestal lineair, hoewel sommige opstellingen gebruikmaken van zijlaadmechanismen om de laadtijden te versnellen.
V: Hoe werkt een H-balk lasapparaat?
A: Een H-balk lasmachine klemt de geassembleerde lijf- en flensplaten vast, brengt de verbinding waterpas en plaatst vervolgens een gecontroleerde lasrups langs de naad. De meeste moderne versies maken gebruik van CNC-programmering en hydraulische nivellering om zowel de lassnelheid als de boogstabiliteit te behouden, waardoor lassen ontstaan die voldoen aan strenge vermoeiings- en sterkte-eisen. Het hele proces verloopt vaak onbeheerd zodra de parameters zijn ingesteld, waardoor operators zich kunnen bezighouden met kwaliteitscontroles verderop in het proces.
V: Welke voordelen biedt een H-balklasapparaat ten opzichte van conventionele methoden?
A: De speciaal gebouwde machine levert een precisieniveau dat handbediende apparatuur zelden evenaart. De geautomatiseerde kop beweegt de lasnaad consistent, waardoor de kans op menselijke fouten wordt verkleind en fabrikanten balken kunnen produceren in een tempo dat een ploeg tijdens een nachtdienst zou uitputten. Omdat een groot deel van het werk gemechaniseerd is, dalen de loonkosten omdat er minder lassers nodig zijn voor routinetaken. Bovendien houdt de afgesloten opstelling vonken en dampen uit de buurt van operators, wat de veiligheid op de werkvloer verbetert.
V: Hoe werkt een balkenmontagemachine in de laslijn?
A: Dit apparaat pakt het web en de flenzen vast en zet ze vervolgens in de juiste hoeken tegen elkaar terwijl een robot of stationaire brander de lasnaad bedient. Door de onderdelen mechanisch te fixeren vóór het lassen, garandeert het apparaat dat ze niet verschuiven onder de boog, een detail dat de structurele integriteit behoudt die ingenieurs verwachten zodra de balk de sleuf verlaat. Instellingen voor opening, kanteling en wortelopening kunnen worden ingesteld via een touchscreen, waardoor het giswerk dat vaak voorkomt bij handmatige instellingen, wordt verminderd.
V: Welke rol speelt een CNC-plasmasnijmachine in de H-balklaslijn?
A: Gemonteerd op een bovenloopplatform of een tafel die zelfstandig beweegt, volgt de frees een geprogrammeerd pad en schiet een kolom oververhit gas af dat het metaal millimeter voor millimeter wegsmelt. De combinatie van numerieke precisie en snelle snijbranderbeweging levert snijkanten op die zo schoon zijn dat secundair slijpen vaak overbodig is, wat de totale productietijd versnelt. Platen die op de werf aankomen, kunnen nog walshuid vertonen, maar zodra ze onder de plasmakop doorgaan, is het oppervlak binnen enkele minuten klaar voor een strakke las.
V: Waarom zou je een lasrotator installeren in een H-balkwerkplaats?
A: De rotator draait de straal in precies de juiste stand voor de brander, waardoor de operator een continue lasrups kan laten lopen zonder weg te stappen om het apparaat aan te draaien. Die constante, handsfree beweging beperkt de downtime en zorgt ervoor dat elke passage gelijkmatig verloopt.
V: Wat doet een H-balk richtmachine eigenlijk?
A: De richtmachine drukt gebogen flenzen weer plat door de strook tussen hydraulische cilinders te klemmen, waardoor het profiel binnen de nauwe toleranties past die nodig zijn voor windmolens of brugliggers. Eén keer goed knijpen is meestal voldoende.






{kind=link}
{kind=link}
{kind=link}
{kind=link}