
La saldatura a travi a H è una delle colonne portanti delle odierne acciaierie. Fornisce costantemente agli edifici la resistenza di cui hanno bisogno anche quando il vento e la folla li spingono con forza. I responsabili di produzione che desiderano tolleranze più strette e tempi di fermo-avvio più rapidi non possono più permettersi di trascurare i dettagli. Questa guida si concentra su questi dettagli e poi sulla linea di produzione in rapida evoluzione. Dopo una rapida panoramica di pannelli di controllo, piastre di fissaggio e portali, vi forniremo suggerimenti che vi permetteranno di rispettare ogni norma e, magari, di sorprendervi della qualità che otterrete.
Cos'è una linea di saldatura a travi a H?

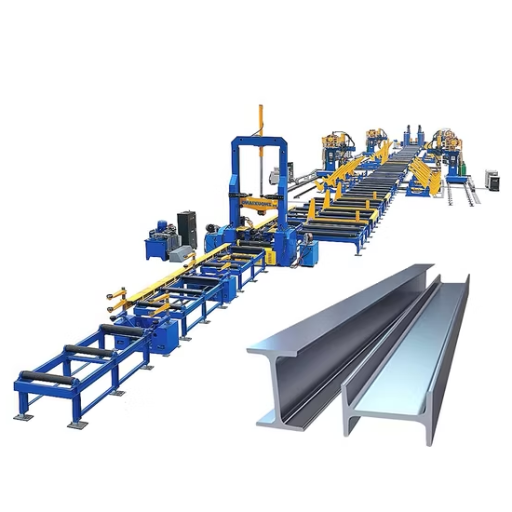
Pensate a una linea di saldatura per travi a H come a un unico punto di riferimento per trasformare lamiere piatte in quelle grandi travi a forma di H che vedete spuntare nei cantieri. L'impianto di solito impila tavoli di assemblaggio, saldatrici ad alta velocità, raddrizzatrici e attrezzature di finitura in un'unica linea fluida e in movimento. Poiché tutto rimane in movimento e le fasi sono sincronizzate con precisione, i produttori possono sfornare rapidamente montagne di travi robuste senza compromettere la precisione.
Comprensione della struttura della trave
Le travi a forma di H sono il cuore della maggior parte dei cantieri edili moderni, e non è un caso: gli ingegneri continuano a ricorrervi perché il design funziona. Immaginate una lettera H in stampatello: le flange superiore e inferiore sono larghe, l'anima verticale è solida e il profilo appare identico da quasi ogni angolazione. Quella forma accattivante distribuisce il peso così bene da essere definita il cavallo di battaglia di ponti, torri di uffici e parcheggi.
I produttori di travi si attengono a un set di numeri standard per evitare congetture una volta che le squadre di costruzione entrano in azione. Un'altezza tipica dell'anima può variare da 100 mm per lavori leggeri fino a 900 mm per i grattacieli, mentre le larghezze delle flange variano con incrementi di 50 mm o 100 mm per adattarsi. Rispettare queste dimensioni standard consente ai project manager di ordinare i componenti da magazzino e mantiene anche le travi sufficientemente leggere da consentire alle gru di lavorare senza cedere troppo presto.
Le nuove macchine possono sfornare travi a H più velocemente di quanto chiunque possa disegnarne i progetti, e questa velocità si accompagna a una flessibilità sorprendente. Oggigiorno, i clienti possono dettare altezze insolite e gradi di acciaio inusuali senza mandare in tilt la fabbrica. I controlli di qualità, dalle estremità tagliate al laser ai controlli di saldatura a ultrasuoni, garantiscono poi la conformità del pezzo finito, perché quando una trave è appesa a vite, una promessa di robustezza deve essere mantenuta esattamente come pubblicizzato.
Quando architetti e costruttori capiranno davvero come sono fatte internamente le travi a H e capiranno perché funzionano così bene, scopriranno un modo semplice per far sì che i tetti resistano meglio e che i ponti resistano allo stress.
Il ruolo della saldatrice nella produzione
Le saldatrici sono la spina dorsale della produzione di travi a H. Uniscono grandi lastre di acciaio con velocità e precisione, consentendo alle travi finite di sostenere grattacieli e ponti. I responsabili di stabilimento più intraprendenti le definiscono spesso la silenziosa spina dorsale della produzione.
All'interno di un'officina di produzione molto frequentata, una singola postazione di saldatura potrebbe lavorare a mola, flash e raffreddamento per tutto il giorno senza una pausa caffè. I sistemi ad arco sommerso automatizzano gran parte di questo lavoro, inondando il giunto di flusso granulare che maschera il bagno di fusione e previene i difetti. La saldatura appare pulita ancor prima dell'arrivo della molatrice.
Gli ingegneri, appena usciti dal data-dash, riportano velocità di linea che superano i 60 cm al minuto. I robot integrati nel processo hanno ridotto le rilavorazioni di circa il 30%, il che significa molte meno riparazioni notturne per la squadra. I turni terminano comunque puntualmente la maggior parte delle volte, un raro sollievo nell'industria pesante.
Le piattaforme moderne ronzano con monitor in tempo reale, regolano la potenza al volo e consumano elettricità come le macchine di ieri. Contabili e ispettori ambientali danno entrambi un doppio sguardo a questi numeri.
Quando i produttori si affidano a questo tipo di attrezzature, possono raggiungere specifiche di qualità, evitare rallentamenti e accontentare gli acquirenti. Per le officine di travi a H alla ricerca di contratti sempre più grandi, evitare questi grattacapi fa praticamente la differenza tra profitto e perdita. Saldatrici come queste potrebbero non rubare la scena, ma si guadagnano un applauso non meno fragoroso.
Componenti chiave di una linea di produzione di travi
- Sistema di trasporto: trasporta i materiali senza soluzione di continuità da una fase di produzione all'altra. Il movimento costante elimina i ritardi di movimentazione tra le attività.
- Saldatrice: fonde insieme sezioni di acciaio con precisione e velocità straordinarie. Gli operatori si affidano all'attrezzatura per realizzare giunzioni strutturalmente solide ogni volta.
- Dispositivo di assemblaggio: allinea e posiziona meccanicamente i componenti della trave prima del fissaggio definitivo. Il dispositivo riduce al minimo l'errore umano nell'orientamento e nella spaziatura.
- Pressa raddrizzatrice: riforma idraulicamente i componenti deformati dal calore di saldatura. Un approccio graduale e accurato ripristina la geometria senza crepare il metallo.
- Utensile da taglio: affetta o rettifica i pezzi fino a ottenere lunghezze e profili specifici. I consumabili affilati producono bordi puliti che superano l'ispezione al primo passaggio.
- Pannello di controllo: l'interfaccia grafica raccoglie dati in tempo reale da tutte le macchine presenti in reparto. I supervisori regolano i feed, monitorano i tempi di attività e gestiscono gli override da questa singola postazione di lavoro.
Come funziona il processo di saldatura per le travi a H?

- Preparazione: ogni trave d'acciaio viene sabbiata o spazzolata con filo metallico, quindi disposta sul pavimento dell'officina in modo che ogni bordo sia allineato prima che inizino a sprigionarsi le scintille.
- Saldatura: un impianto MIG o a elettrodo prende vita, fondendo il materiale di apporto nella passata di radice e fissando insieme le piastre con un cordone spesso quanto un pollice.
- Ispezione: un tecnico qualificato passa una penna colorante sulla saldatura, alla ricerca di microcricche, sottosquadri o scorie; solo il metallo pulito e uniforme ottiene un segno di spunta.
- Raddrizzamento: una pressa idraulica riporta qualsiasi curva a banana in una linea retta, perché una trave storta è un grattacapo che l'ingegnere strutturale non si lascia sfuggire.
Esplorazione delle tecniche di saldatura ad arco sommerso
La saldatura ad arco sommerso, o SAW, si distingue nella carpenteria pesante per la sua assoluta efficienza e versatilità. Un arco elettrico si forma tra un elettrodo alimentato in modo continuo e il metallo base, mentre uno spesso strato di flusso granulare ricopre l'intero bagno di saldatura. Questo strato di flusso non solo protegge la saldatura fusa da ossigeno e azoto, ma si raffredda anche rapidamente per produrre una superficie pulita e liscia come uno specchio con una quantità minima di scorie.
Il processo offre diversi vantaggi pratici. Le saldature penetrano in profondità, i tassi di riempimento del metallo sono elevati e i giunti finiti presentano una qualità notevolmente uniforme. Queste caratteristiche rendono la saldatura SAW una scelta naturale per le operazioni automatizzate che richiedono cordoni lunghi e ininterrotti. Esistono dei limiti, ovviamente; la tecnica funziona generalmente solo in posizioni piane o orizzontali e richiede un controllo preciso del passo dell'elettrodo e della distribuzione del flusso. Gli ingegneri la specificano regolarmente per travi, recipienti ad alta pressione e condotte di trasmissione, progetti in cui resistenza e tenacità non possono essere compromesse.
L'importanza dell'allineamento delle flange e delle piastre di supporto
Il corretto allineamento delle piastre di flangia e anima non è una mera formalità; è alla base dell'intero profilo di resistenza di un assieme saldato. Quando i componenti sono sghembi, i saldatori ne scoprono presto il prezzo sotto forma di tensioni residue nascoste, deformazioni visibili e percorsi di carico irregolari che silenziosamente privano la struttura della sua tenacità. I dati raccolti da recenti test rivelano che un gioco di allineamento di un solo millimetro può ridurre la capacità di carico del 12%, una statistica che si traduce direttamente in problemi di sicurezza a lungo termine.
Le moderne attrezzature di saldatura hanno ormai superato i metri a nastro e i fili a piombo. Molte ora utilizzano attrezzature a guida laser abbinate a modelli computerizzati che testano la saldatura prima della prima scintilla. Abbinate all'applicazione automatizzata del flusso e al monitoraggio in tempo reale, queste innovazioni uniscono le piastre di rinforzo e flangia con una precisione millimetrica. Questo livello di attenzione è indispensabile nella costruzione di ponti e navi, settori in cui la precisione al pollice è la base giuridica. Rispettando queste tolleranze ristrette, gli appaltatori non solo evitano le sanzioni normative, ma realizzano anche giunzioni che resistono al tempo e alla fatica.
Utilizzo di macchine di saldatura automatiche per la precisione
Le saldatrici automatiche hanno silenziosamente trasformato fabbriche e cantieri edili. La loro promessa di precisione, resistenza e uniformità ha messo alla prova il vecchio adagio secondo cui solo un artigiano può sentire il sapore di una buona perlina. MarketsandMarkets parla ora di un tasso di crescita annuo composto di quasi l'otto percento fino al 2027, e i numeri sono evidenti.
Le attrezzature GMAW, ad esempio, non richiedono più all'operatore di inseguire la pozzanghera. I processori integrati mantengono costante tensione, corrente e avanzamento del filo come un pianista che tiene il tempo. Di conseguenza, i difetti si riducono a zero e il lavoro a turni smette di compromettere la qualità.
Lo stesso software riduce drasticamente i tempi di cronometraggio; le prove lasciano intendere un aumento di produttività del cinquanta percento quando le squadre si fanno da parte. Gli sciatori parlano della velocità di apertura del cancelletto; i saldatori osservano l'arco parlare. La movimentazione automatizzata consente alla saldatura di unire i pezzi prima che l'acciaio si raffreddi in un legame di rimpianto.
La saldatura automatica è diventata indispensabile sulle linee di montaggio, dove velocità e uniformità sono fondamentali. Nei cantieri navali, ad esempio, bracci robotici fondono enormi lastre d'acciaio una accanto all'altra, eliminando praticamente ogni distorsione, un'impresa che mantiene gli scafi più dritti e ne protegge l'integrità a lungo termine. I ponti in costruzione ora si affidano a tecnologie simili, con stazioni automatizzate che registrano ogni nervatura e segnalano le deviazioni, in modo che gli ispettori dedichino meno tempo ai controlli di integrità e più tempo alle modifiche progettuali.
Molte moderne console di saldatura fungono anche da torri di controllo in miniatura, assorbendo gigabyte di dati al volo e inviando avvisi prima che piccoli problemi si trasformino in metastasi. Gli operatori utilizzano i cruscotti per modificare la tensione o la velocità di avanzamento a metà lavoro, un'abitudine che riduce i tempi di fermo delle attrezzature e aumenta i margini di profitto. I recenti progressi nei sensori adattivi e nelle routine di apprendimento automatico lasciano intendere che le macchine di domani potrebbero saldare non solo più velocemente, ma anche in modo più intelligente di quanto persino i loro programmatori più ottimisti avessero previsto.
Perché scegliere l'automazione nella produzione di travi a H?

La movimentazione robotizzata e l'assemblaggio controllato da PLC caratterizzano ormai la tipica officina di produzione di travi a H. Tale automazione riduce le variazioni, riduce i costi del personale e distribuisce la produzione a velocità che i saldatori di un tempo potevano solo ammirare. La produttività uniforme, la costante sorveglianza delle macchine e la drastica riduzione degli errori umani rendono questo aggiornamento pressoché indispensabile.
Vantaggi dell'automazione della saldatura per un'elevata efficienza
Una seconda ondata di meccanizzazione salda le flange direttamente. Studi di misura affermano che queste torce montate su portale superano di quasi un terzo le prestazioni delle mani esperte, contando ogni pausa caffè saltata. Questa aritmetica rimane costante perché le attrezzature ronzano anche nei fine settimana, mantengono gli archi stretti al decimo di millimetro e lasciano gli scarti sul pavimento invece che nel registro.
L'automazione moderna della saldatura elimina gran parte del pericolo. Lasciando che siano le macchine a gestire scintille, calore e sollevamenti scomodi, gli operatori trascorrono molto meno tempo in situazioni pericolose. Si registrano variazioni a fronte di un calo del 40% delle segnalazioni di incidenti nei tipici reparti di saldatura, un dato che trova riscontro sia nei consigli di sicurezza sindacali che nei registri aziendali. Avanzamenti come bracci robotici articolati, sistemi di visione artificiale ad alta risoluzione e cruscotti basati sull'intelligenza artificiale consentono ai supervisori di turno di modificare al volo i livelli di calore e la velocità di alimentazione. Questa reattività non solo mantiene le giunzioni precise, ma riduce anche gli sprechi di materiale e i costi generali. Le fabbriche di tutto il mondo sono in fila per l'aggiornamento, sperando che la combinazione di velocità, precisione e barriere di sicurezza integrate alimenti la loro prossima fase di crescita sostenibile.
Integrazione di CNC e sistemi di controllo
Il controllo numerico computerizzato e la tecnologia di controllo di nuova generazione stanno silenziosamente rimodellando gli stabilimenti produttivi, offrendo il livello di precisione che gli ingegneri un tempo sognavano. Gli analisti di mercato ne stanno già misurando l'impatto: i dati del 2023 stimano il settore CNC globale a circa 84 miliardi di dollari e prevedono una crescita fino a quasi 130 miliardi di dollari entro il 2030, con un aumento annuo di circa il 6.4%. La domanda è particolarmente forte nei settori aerospaziale e automobilistico, dove affidabilità e finitura superficiale lasciano poco spazio a compromessi, e nel settore dei dispositivi medici, rigidamente regolamentato, la posta in gioco è ancora più alta.
Quando le apparecchiature CNC si integrano con i sensori dell'Internet delle Cose e con un livello di logica di apprendimento automatico, gli operatori ottengono improvvisamente una finestra sullo stato di salute di un tornio che prima riguardava solo la macchina stessa. Vibrazioni anomale o variazioni di temperatura attivano avvisi su cui è possibile intervenire molto prima che un guasto interrompa la produzione, risparmiando ai produttori costosi tempi di fermo. Anche la compatibilità software è migliorata; i programmatori segnalano che le interfacce plug-and-play riducono la pressione dei tasti, riducono l'errore umano e, di conseguenza, contribuiscono a ridurre i tassi di scarto. Tutto ciò si traduce in un sistema che non è solo più veloce o più economico, ma che spinge silenziosamente l'intero settore verso una produzione più ecologica e più attenta.
I produttori che adottano la tecnologia CNC segnalano spesso forti cali nei tempi di ciclo e forti aumenti della produzione complessiva. Un esempio significativo è dato dalle configurazioni avanzate a cinque assi, in grado di lavorare geometrie complesse in un'unica operazione di attrezzaggio, riducendo sensibilmente sia i minuti di lavoro che i costi finali. Quando le aziende integrano tali macchinari nei propri flussi di lavoro, non solo soddisfano l'insaziabile desiderio di precisione e velocità, ma segnalano in modo discreto al mercato che intendono dettare il ritmo, anziché seguirlo.
Migliorare la qualità con i manipolatori di saldatura
Nella mia esperienza, l'uso strategico dei manipolatori di saldatura migliora notevolmente sia la qualità che la produttività del lavoro di fabbricazione. Il braccio articolato offre un movimento costante e ripetibile, producendo cordoni uniformi anche su geometrie complesse. Adottando questa tecnologia, ho osservato notevoli miglioramenti nella precisione di posizionamento, una notevole riduzione dello sforzo dell'operatore e un miglioramento significativo della qualità complessiva della lavorazione, sufficienti a soddisfare i rigorosi criteri degli ambienti di produzione moderni.
Quali sono le macchine principali in una linea di saldatura a trave?

- Macchina per l'assemblaggio delle travi: centra ogni parte della trave e le fissa insieme prima che la giunzione venga bruciata.
- Manipolatori per saldatura: stabilizzano la torcia e il carrello in modo che ogni passaggio del materiale di riempimento sia uniforme, indipendentemente dalla durata del lavoro.
- Sistema di trasporto: trasporta sezioni finite o semifinite lungo il proprio percorso, evitando colli di bottiglia tra le fasi.
- Posizionatori o rotatori: ruotano e inclinano la trave finché l'operatore addetto alla saldatura non riesce a vedere ogni angolo da una posizione comoda.
- Unità di recupero del flusso (se presente): aspira granuli e polveri esauriti, separa i detriti e reimmette il materiale pulito nella tramoggia.
Funzioni della macchina da taglio e della cesoia
Le macchine da taglio e le cesoie vengono utilizzate per tagliare, modellare e rifinire con precisione materiali come metallo o acciaio, in base alle dimensioni e alle specifiche desiderate.
| Punto chiave | Descrizione |
|---|---|
| Taglio | Taglio preciso del materiale. |
| Shaping | Adatta i contorni dei materiali. |
| Guarnizione | Rifinisce i bordi del materiale. |
| Precisione | Permette di ottenere tagli di precisione. |
| Materiale | Maneggia i metalli come l'acciaio. |
| EFFICIENZA | Riduce efficacemente gli sprechi. |
Panoramica della macchina raddrizzatrice per flange a trave H
La macchina raddrizzatrice per flange di travi a H raddrizza rapidamente il bordo di una trave a H dopo che si è deformata durante la laminazione o il trasporto. Gli ingegneri dello stabilimento lodano la macchina per la capacità di riportare l'acciaio alle specifiche in pochi minuti anziché ore. Le affidabili modifiche al profilo della flangia salvaguardano la capacità di carico prevista della trave, un risultato che si rivela particolarmente prezioso in tempi di costruzione serrati. I controlli completamente idraulici eliminano le incertezze legate alla movimentazione manuale, aiutando i capisquadra a imprimere la stessa tolleranza su ogni pezzo. Nel tempo, il risparmio di manodopera, la riduzione delle rilavorazioni e la qualità uniforme si traducono in una drastica riduzione dei costi di fabbricazione complessivi.
Il ruolo di una macchina per la granigliatura nella produzione
Una granigliatrice è spesso l'eroe non celebrato della moderna lavorazione dei metalli. L'attrezzatura lancia pallini d'acciaio o graniglia contro il pezzo in lavorazione a diverse decine di metri al secondo, rimuovendo vecchie vernici, ruggine o scaglie di laminazione quasi al contatto. Studi di settore pubblicati nel 2023 hanno scoperto che il processo aumenta in modo affidabile la rugosità superficiale, creando un profilo dentato a cui i rivestimenti aderiscono con una tenacia molto maggiore.
Le macchine moderne non limitano più gli utenti a un solo metallo; gli operatori possono passare da una lega a basso tenore di carbonio all'alluminio leggero o persino selezionare substrati compositi in un unico turno senza dover ricorrere a un'ampia riorganizzazione. I dati di riferimento indicano che i sistemi completamente automatizzati riducono i tempi di ciclo fino al trentacinque percento, riducendo i costi di manodopera e consentendo al contempo di inserire più componenti sulla linea. Il miglioramento della metallurgia dei componenti, ovvero tramogge rivestite in ceramica e giranti temprate, ha ulteriormente allungato gli intervalli di manutenzione di queste macchine, riducendo così la spesa per i pezzi di ricambio e i tempi di fermo per assistenza.
Il riciclo rafforza in modo distintivo l'aspetto ambientale del bilancio. I progetti più recenti convogliano l'abrasivo esausto nella tramoggia, riducendo al minimo il carico in discarica e mantenendo sotto controllo i costi dei materiali. I produttori che integrano la granigliatura nei loro flussi di lavoro in genere segnalano finiture più durature, minori tassi di scarto e operazioni che semplicemente procedono in modo più fluido dall'inizio alla fine.
Come ottimizzare la velocità e la qualità della saldatura?

- Preparazione della superficie: pulire il metallo di base finché non brilla; grasso, calcare o polvere ora non faranno altro che causare guasti in seguito.
- Selezione dell'attrezzatura: scegli le torce, il filo di apporto e il processo adatti ai materiali a disposizione e alle esigenze dell'assemblaggio.
- Velocità di viaggio: mantieni una mano ferma; un movimento irregolare rende l'onda irregolare e denota un occhio distratto.
- Regolazione dell'impostazione: la tensione e l'amperaggio dovrebbero variare insieme alla piastra madre: un materiale più sottile raramente necessita dello stesso calore dell'acciaio per rotaie, anche per lo stesso tipo di giunto.
- Abitudine alla manutenzione: un controllo visivo giornaliero dei cavi e una calibrazione settimanale degli indicatori prevengono il 90 percento degli effetti di processo.
Regolazione della posizione e del morsetto per risultati migliori
La saldatura professionale inizia dalla geometria; piastre mal posizionate raramente producono giunti affidabili. Studi indicano che anche un minimo disallineamento può ridurre la resistenza della saldatura fino al 30%. Questo livello di assottigliamento favorisce la formazione di crepe e altri cedimenti molto prima che la struttura entri in servizio.
I morsetti di sicurezza agiscono come una stretta di mano meccanica, mantenendo i pezzi fermi fino alla solidificazione del metallo fuso. I morsetti a ginocchiera regolabili, ad esempio, si adattano a materiali più voluminosi e rimangono in posizione anche sotto l'effetto dell'arco elettrico. Rapporti sul campo suggeriscono che questi dispositivi riducono i tassi di difettosità tipici di quasi il 20%.
L'accesso rimane un altro elemento silenzioso nell'arsenale dei saldatori. Molti istruttori consigliano di ruotare la torcia fino a raggiungere un angolo di visione di 45 gradi, un'abitudine che favorisce una penetrazione completa e cordoni più netti. L'angolazione e la distanza possono variare leggermente a seconda del processo – elettrodo, MIG o TIG – ma il principio della visibilità rimane valido.
Combinando fermi fermi con una postura ponderata, il risultato è solitamente evidente: le rilavorazioni si riducono, il ritmo in officina accelera. Il tempo risparmiato sulle correzioni può quindi essere impiegato per assemblaggi più complessi, anziché per correggere gli errori del giorno prima.
Implementazione della tecnologia di saldatura a doppio filo ad arco singolo
La saldatura a doppio filo ad arco singolo sembra sofisticata, ma in realtà serve a finire il lavoro più velocemente. Con un arco elettrico che fonde due fili d'apporto contemporaneamente, il bagno di fusione si forma rapidamente e il metallo si deposita rapidamente in uno spessore considerevole. Chihuahua Auto Parts ha testato questo trucco la scorsa estate e si è vantata di un aumento del 30% della velocità di lavorazione rispetto ai tradizionali cordoni a filo singolo.
Anche a quel ritmo vertiginoso, le saldature risultano pulite, quasi come se qualcuno avesse fermato il tempo. Concentrando il calore su un unico arco, il processo mantiene la deformazione sotto controllo e lascia giunzioni che si allineano esattamente come le hanno disegnate gli ingegneri. Una prova parallela su acciaio da mezzo pollice ha mostrato una riduzione della distorsione del 15-20%, il che significa meno molatura successiva e nessun problema di rilavorazione.
Le moderne centraline di controllo si occupano del lavoro più impegnativo. Gli operatori si limitano a impostare la velocità del filo, la tensione e... wow! La macchina registra i numeri mentre loro sbirciano attraverso il cofano. Un operaio di una conduttura ha urlato che impostare correttamente le impostazioni riduceva di un quarto il tasso di difetti, il che, in termini di saldatura, significa meno crepe e uno stipendio più alto a fine settimana.
La saldatura a doppio filo ad arco singolo sta prendendo piede ovunque: dalle fabbriche di automobili ai cantieri navali, fino alle linee di assemblaggio di grandi macchine movimento terra. Chi lavora in questi settori ha bisogno di giunzioni rapide e solide, e il processo è all'altezza.
Vengono aggiunti continuamente dispositivi intelligenti: sensori IoT, allarmi e tutto il resto, così gli operatori possono monitorare ogni cordone in tempo reale. Grazie a questo continuo aggiornamento, la tecnologia di saldatura diventa ogni mese più precisa, pulita e affidabile.
Suggerimenti per la gestione della qualità delle giunzioni di saldatura
Giunti di saldatura solidi non si creano per caso; richiedono abilità, attrezzatura ordinata e un occhio vigile. Per quanto strano possa sembrare, quasi tre difetti di saldatura su quattro, ovvero circa il 76%, sono dovuti a qualcosa che un essere umano ha fatto o trascurato. Una formazione mirata consente ai saldatori di padroneggiare nuovi strumenti e perfezionare i vecchi trucchi, quindi ogni passata di torcia conta.
I monitor di saldatura collegati a Internet sono ormai gli occhi di tutti in officina. Monitorano il calore, le oscillazioni dell'arco, l'avanzamento del filo e altro ancora, inviando avvisi sul cruscotto non appena qualcosa va storto. Le aziende che hanno adottato questa tecnologia a pulsante segnalano una riduzione del 15-20% dei difetti e completano i lavori un quarto più velocemente.
Scegliere la bacchetta o il filo corretti non è un problema, e un materiale rovinato fa volare scintille nella direzione sbagliata. Conservare il filo d'apporto asciutto e pulito blocca la polvere che indebolisce la saldatura. Una rapida pulizia dell'ugello e una regolazione della macchina a ogni turno mantengono il bagno di saldatura stabile e il portafoglio felice, perché meno riparazioni significano un risparmio reale.
Fonti di riferimento
- Ricerca sul controllo della linea di produzione di saldatura delle travi in acciaio (Quan et al., 2022, pp. 252–256)
- Principali risultati:
- Viene studiato il controllo automatico della linea di produzione di saldatura per travi in acciaio a forma di H.
- Viene descritto il meccanismo di controllo chiave e viene presentata la progettazione complessiva dell'intero sistema di controllo, inclusa la selezione del controllore e la distribuzione dei vari punti di controllo di input e output.
- È stato progettato il diagramma di flusso della funzione sequenza del programma di controllo del sistema di controllo.
- Per realizzare il funzionamento automatico complessivo della linea di produzione vengono eseguite analisi di modellazione e ricerca della pianificazione del percorso parziale.
- Metodologia:
- Analizzato il processo di saldatura pertinente e il meccanismo di controllo chiave.
- Progettata l'architettura complessiva del sistema di controllo, inclusa la selezione del controllore e la distribuzione dei punti di controllo.
- Sviluppato il diagramma di flusso della funzione sequenza programma di controllo.
- Ha eseguito analisi di modellazione e ricerche sulla pianificazione del percorso per ottenere il funzionamento automatico della linea di produzione.
- Principali risultati:
- Modellazione di ordine superiore di una trave a parete sottile con una sezione trasversale multicella saldata e la sua applicazione all'ottimizzazione della linea di saldatura (Choi e altri, 2023)
- Principali risultati:
- È stato sviluppato un approccio di modellazione di ordine superiore per travi a parete sottile con sezioni trasversali multicella saldate.
- Il modello è stato applicato per ottimizzare la linea di saldatura per tali travi.
- Metodologia:
- È stato sviluppato un approccio di modellazione di ordine superiore per travi a parete sottile con sezioni trasversali multicella saldate.
- È stato utilizzato il modello per ottimizzare la linea di saldatura per questi tipi di travi.
- Principali risultati:
- Pistola a fascio di elettroni portatile per la saldatura nello spazio – Uno studio sui sistemi di saldatura a fascio di elettroni progettati per applicazioni spaziali.
- Effetto delle caratteristiche del fascio e dei parametri di processo sulla penetrazione e sulla microstruttura delle saldature laser e a fascio di elettroni in acciaio inossidabile e titanio – Ricerca sull’impatto delle caratteristiche della trave e dei parametri di processo sui risultati della saldatura.
- Produttore e fornitore leader di linee di saldatura a travi H in Cina
Domande frequenti (FAQ)
D: Cos'è esattamente una linea di saldatura a travi a H?
R: Una linea di saldatura per travi a H è un corridoio di assemblaggio specializzato in cui le lamiere d'acciaio vengono trasformate in travi strutturali a forma di H in un unico flusso continuo. Il sistema combina stazioni di assemblaggio, saldatura, raddrizzatura e taglio, in modo che le sezioni di acciaio di grandi dimensioni possano passare rapidamente dalla materia prima al prodotto finito. Ogni segmento della linea è progettato per ridurre al minimo la movimentazione e massimizzare la produttività.
D: Quali macchine popolano solitamente una linea di produzione di travi a H?
A: Una linea di produzione standard di travi a H di solito ospita un dispositivo di assemblaggio, un robusto rotatore di saldatura, un portale per il taglio al plasma, un raddrizzatore idraulico e, occasionalmente, una saldatrice a portale multi-torcia per nastri spessi. Ogni unità si interfaccia con la successiva, consentendo alle travi di passare agevolmente attraverso le operazioni necessarie. La disposizione è solitamente lineare, sebbene alcune configurazioni impieghino meccanismi di caricamento laterale per accelerare i tempi di carico.
D: Come funziona una saldatrice a travi a H?
R: Una saldatrice a travi a H blocca le piastre di giunzione assemblate, livella il giunto e deposita un cordone controllato lungo la giunzione. La maggior parte delle versioni moderne si basa sulla programmazione CNC e sul livellamento idraulico per mantenere sia la velocità di avanzamento che la stabilità dell'arco, producendo saldature in grado di soddisfare rigorosi standard di resistenza e fatica. L'intero processo spesso non richiede l'intervento dell'operatore una volta impostati i parametri, liberando gli operatori per i controlli di qualità a valle.
D: Quali vantaggi offre una saldatrice a travi a H rispetto ai metodi convenzionali?
R: La macchina, appositamente progettata, offre un livello di precisione che gli strumenti manuali raramente eguagliano. La sua testa automatizzata percorre la giunzione in modo costante, riducendo al minimo la possibilità di errore umano e consentendo ai produttori di produrre travi a un ritmo che esaurirebbe una squadra di un turno di notte. Poiché gran parte del lavoro è meccanizzato, i costi del personale diminuiscono poiché sono necessari meno saldatori per le attività di routine, e la configurazione chiusa tiene scintille e fumi lontani dagli operatori, migliorando la sicurezza in cantiere.
D: Come funziona una macchina per l'assemblaggio di travi all'interno della linea di saldatura?
R: Questa apparecchiatura afferra la trave e le flange, quindi le assembla con le angolazioni corrette mentre un robot o una torcia fissa esegue la saldatura. Fissando meccanicamente i componenti prima della fusione, l'unità garantisce che non si spostino sotto l'arco, un dettaglio che preserva l'integrità strutturale che gli ingegneri si aspettano una volta che la trave esce dalla baia. Le impostazioni per il gioco, l'inclinazione e l'apertura della radice possono essere selezionate tramite un touchscreen, riducendo le congetture comuni nelle configurazioni manuali.
D: Quale ruolo svolge una macchina per il taglio al plasma CNC nella linea di saldatura delle travi a H?
R: Montata su un portale aereo o su un tavolo che si muove autonomamente, la fresa segue un percorso programmato, sparando una colonna di gas surriscaldato che fonde il metallo millimetro per millimetro. La combinazione di precisione numerica e rapidità di movimento della torcia produce bordi così puliti che spesso la rettifica secondaria viene scartata, accelerando i tempi di fabbricazione complessivi. Le lamiere che arrivano in cantiere potrebbero ancora presentare scaglie di laminazione, ma una volta passate sotto la testa al plasma, la superficie è pronta per una saldatura salda in pochi minuti.
D: Perché installare un rotatore di saldatura in un'officina di travi a H?
R: Il rotatore ruota il fascio nella posizione corretta per la torcia, consentendo all'operatore di eseguire un cordone continuo senza doversi allontanare per avviare il dispositivo. Questo movimento costante e a mani libere riduce i tempi morti e consente un assestamento uniforme di ogni passata.
D: Cosa fa esattamente una macchina raddrizzatrice a travi a H?
R: Il raddrizzatore appiattisce nuovamente le flange piegate comprimendo l'anima tra cilindri idraulici, recuperando il profilo in modo che si adatti alle strette tolleranze necessarie per torri eoliche o travi da ponte. Una buona compressione di solito completa il lavoro.






{kind=link}
{kind=link}
{kind=link}
{kind=link}