
Nel settore manifatturiero, la potenza della precisione abbinata alla resistenza è difficile da trovare, se non con tecniche come la saldatura laser, in particolare la saldatura a fascio di elettroni (EBW). Questa saldatrice avanzata, alimentata da cavalli, utilizza flussi di elettroni ad alta energia per fondere i materiali con una precisione ineguagliabile. Ciò rende la saldatura a fascio di elettroni fondamentale nei settori medico e aerospaziale. Nel seguente articolo, spiegheremo i componenti critici del funzionamento dell'EBW, ne analizzeremo i principali vantaggi, sveleremo cosa la rende un cavallo di battaglia così affidabile per l'industria dei componenti e perché ha permesso ai produttori di realizzare componenti versatili ma robusti e affidabili. Questa guida svelerà tutte le meraviglie dell'EBW, che siate appassionati di tecnologia, professionisti del settore o semplicemente interessati alle moderne tecniche di produzione.
Che cosa è la saldatura a fascio di elettroni?
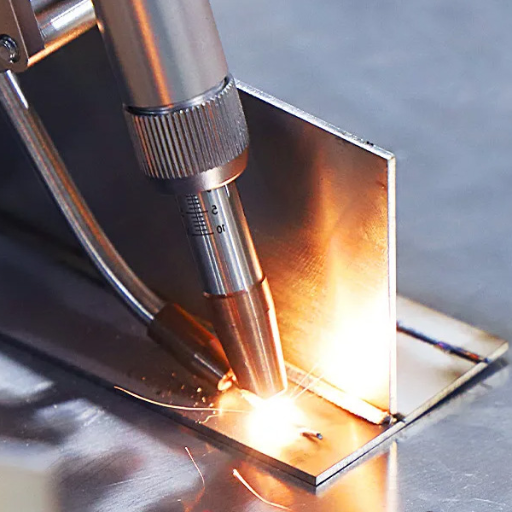
La saldatura a fascio di elettroni (EBW) è una tecnica di saldatura sofisticata che impiega un fascio di elettroni concentrato che si muove ad alta velocità per unire i materiali. Colpendo il pezzo, l'energia cinetica degli elettroni si trasforma in calore, che successivamente fonde il materiale e forma una saldatura. È necessario un ambiente sotto vuoto per prevenire la contaminazione, rendendo così l'EBW perfetta per saldature ad alta affidabilità in settori come quello aerospaziale, automobilistico e medicale.
Comprendere i passaggi della procedura di saldatura a fascio di elettroni
Il processo di saldatura a fascio di elettroni (EBW) comprende numerosi fattori che devono essere eseguiti in modo sequenziale per garantire la precisione e la costanza della saldatura. Per iniziare, i pezzi vengono caricati in una saldatrice e posizionati all'interno di una camera a vuoto. L'ambiente sotto vuoto, compreso tra 10⁻⁴ e 10⁻⁶ Torr, limita l'ossigeno, garantendo una saldatura pulita e senza contaminazioni. Dopo aver raggiunto la pressione specificata, viene creato il vuoto, seguito dalla creazione di flussi di elettroni ad alta velocità utilizzando cannoni elettronici al tungsteno. L'EBW richiede anche tensioni di accelerazione da 60 kV a 200 kV a seconda del materiale e dello spessore da saldare.
L'impatto sul pezzo con un fascio di elettroni focalizzato innesca una sequenza in cui l'energia cinetica si trasforma in calore, fondendo e fondendo il materiale. L'applicazione precisa e localizzata del calore riduce al minimo la distorsione, consentendo al contempo di ottenere saldature profonde, strette ed eccezionalmente resistenti. L'EBW si distingue dalle altre tecniche per la sua capacità di saldare materiali di diversi centimetri di spessore in un'unica passata.
Studi recenti hanno evidenziato l'efficacia della saldatura a fascio di elettroni, con efficienze stimate intorno al 95-98%. Altre caratteristiche distintive includono profondità di penetrazione fino a 300 mm per acciaio e altri metalli, nonché velocità di saldatura da 1 a 30 mm/s. Queste straordinarie caratteristiche rendono la saldatura a fascio di elettroni una scelta ideale per operazioni critiche nel settore aerospaziale e in altri settori che richiedono precisione e resistenza.
EBW stabilisce nuovi standard grazie alla qualità e alle prestazioni ottenute tramite un controllo meticoloso e sistemi modernizzati, anche quando si lavora con leghe complesse o ad alta resistenza.
L'importanza degli elettroni in un lavoro di saldatura
Gli elettroni sono essenziali per il processo EBW, poiché sono gli elementi chiave responsabili dell'operazione di saldatura. Portando il filamento di tungsteno a temperature elevatissime, si crea un fascio di elettroni, rilasciando un flusso di elettroni. Questi elettroni possono ora essere accelerati a circa il trenta-settanta percento della velocità della luce utilizzando un campo elettrico, necessario per la saldatura.
Questo fascio possiede un'energia elevata, che può essere misurata in un intervallo da dieci alla terza potenza a dieci alla quarta potenza W/mm². A titolo di riferimento, la saldatura ad arco ha in genere densità di energia di circa dieci W/mm², il che evidenzia i vantaggi dell'EBW. Grazie all'elevata densità di energia, il fascio ha la capacità di penetrare in profondità nei materiali, ottenendo tagli molto precisi, profondi e stretti, riducendo notevolmente le zone termicamente alterate.
Sono stati introdotti nuovi sviluppi volti ad aumentare la precisione e l'efficienza del fascio di saldatura. Ad esempio, i sistemi moderni sono in grado di applicare regolazioni in tempo reale, grazie all'uso di sensori e intelligenza artificiale, a compiti complessi, regolando i parametri per una qualità ottimale. I dati suggeriscono che l'acciaio e il titanio possono essere saldati fino a una profondità di trecento millimetri, con giunzioni estremamente resistenti e con deformazioni minime.
I settori aerospaziale, automobilistico e della produzione di energia richiedono un'ingegneria complessa e rigorosi standard prestazionali di precisione. Pertanto, l'EBW è essenziale per queste applicazioni avanzate. Nella progettazione e nell'elettronica automobilistica, ad esempio, l'EBW stimola l'innovazione. Il ruolo insostituibile degli elettroni nella saldatura continua a ridefinire i confini tecnologici nella produzione e nella fabbricazione.
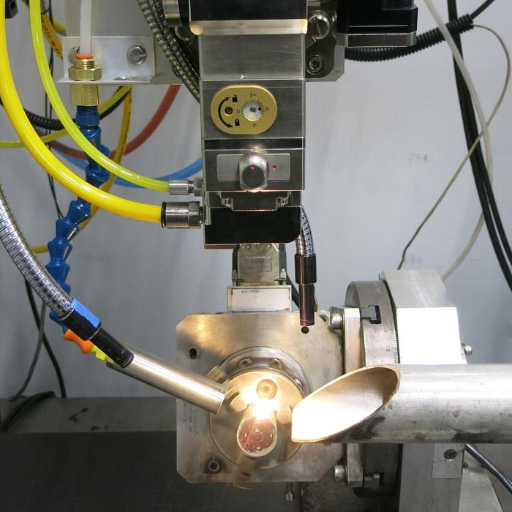
Come funziona una saldatrice in EBW
Il fulcro delle macchine EBW è la generazione di fasci di elettroni ad alta velocità che, una volta focalizzati, vengono applicati ai pezzi da unire. Con l'EBW, i materiali da unire vengono separati fisicamente, con separazioni che vanno da pochi micrometri a diversi millimetri. Gli elementi chiave di un dispositivo EBW, che incorporano un sistema di controllo con cannoni a neutroni e camere a vuoto, rendono l'intera macchina EBW perfetta per lavori di precisione.
I nuovi sviluppi nella tecnologia EBW hanno migliorato la precisione e l'efficienza. I moderni sistemi EBW, ad esempio, ora possono offrire fasci di elettroni con diametri fino a 0.1 millimetri, perfetti per saldature delicate. Inoltre, il processo può raggiungere velocità di saldatura fino a 200 pollici al minuto, a seconda del materiale e dello spessore da saldare. La ricerca indica che l'EBW è in grado di raggiungere profondità di saldatura superiori a 200 mm in titanio o acciaio, rendendolo uno dei metodi migliori per la giunzione di sezioni spesse.
Le macchine EBW ora integrano monitoraggio in tempo reale e sistemi di raffreddamento avanzati per migliorare la saldatura, ridurre le imperfezioni qualitative e migliorare le proprietà dei materiali, perfezionando ulteriormente questi settori. L'industria aeronautica e dei semiconduttori fa ampio affidamento sulla tecnologia EBW, poiché garantisce loro una precisione a livello microscopico e una distorsione dei materiali minima. È notevole la rapidità con cui le macchine EBW si evolvono, a dimostrazione di quanto possano essere ampiamente utilizzate su diversi materiali e settori.
Come funziona il processo di saldatura a fascio di elettroni?
La saldatura a fascio di elettroni (EBW) funziona producendo un fascio concentrato di elettroni ad alta velocità che si concentrano sulla superficie da unire. L'energia cinetica di questi elettroni si trasforma in calore al contatto, provocando la fusione e la combinazione del materiale. Questo processo avviene nel vuoto per evitare dispersioni, schermando la saldatura dalle interferenze atmosferiche e garantendo la precisione. L'EBW è eccezionale per giunzioni resistenti e affidabili, soprattutto quando precisione e bassa contaminazione sono essenziali.
L'importanza di una camera a vuoto
Le camere a vuoto sono fondamentali per contenere adeguatamente la procedura di saldatura a fascio di elettroni (EBW), poiché creano un'atmosfera ideale per il processo di saldatura. Mantenere il vuoto riduce la dispersione del fascio di elettroni, consentendo di erogare l'energia necessaria con elevata precisione al pezzo in lavorazione. Come osservato in studi contemporanei, è stato riportato che i moderni sistemi EBW raggiungono livelli di vuoto di 1×10-6 torr, ottimali per la saldatura di componenti con tolleranze elevate. Le saldature sono prive di ossidazione, contaminazione e disuniformità, con conseguente superficie pulita.
Per i settori aerospaziale, automobilistico e della produzione di dispositivi medicali, la camera a vuoto è fondamentale nei processi fisico-chimici, in quanto aumenta la resistenza dei giunti e ne migliora la ripetibilità e la coerenza. La ricerca ha dimostrato che le camere a vuoto avanzate sono fondamentali nelle applicazioni di precisione, poiché riducono i tassi di guasto delle saldature del 30% rispetto alle alternative non sotto vuoto.
Sfruttare un fascio focalizzato per la precisione
Una delle innovazioni più importanti nella saldatura moderna è l'impiego di un fascio focalizzato per una precisione ineguagliabile. Le tecniche a fascio focalizzato, tra cui la saldatura a fascio di elettroni (EBW) e la saldatura laser, sono considerate tra le principali tecniche a fascio focalizzato perché convogliano l'energia in una zona specifica, ottenendo saldature precise e di alta qualità con pochissime alterazioni. Con l'ausilio di calore focalizzato o fasci di elettroni, queste tecniche formano giunzioni non solo resistenti, ma anche lisce e gradevoli alla vista.
La saldatura con fasci di elettroni deve essere eseguita all'interno di una camera a vuoto, il che è vantaggioso perché previene la contaminazione indesiderata e migliora al contempo la qualità della saldatura. Rapporti di settore affermano che la saldatura a fascio di elettroni può penetrare l'acciaio con saldature profonde cinque centimetri, superando di gran lunga molte tecniche di saldatura tradizionali. Anche l'utilizzo del laser per la saldatura presenta notevoli vantaggi: la potenza di un raggio laser può essere così elevata da poter essere focalizzato fino a un punto in cui produce saldature con una larghezza di 0.2 mm. Questa caratteristica lo rende estremamente utile per la produzione di componenti piccoli e precisi, ampiamente utilizzati in elettronica, dispositivi medici e tecnologia aerospaziale.
Inoltre, la focalizzabilità del fascio riduce le zone termicamente alterate (HAZ), mantenendo intatte le proprietà meccaniche dei materiali termicamente alterati. È stato dimostrato che i prodotti che incorporano la saldatura a fascio focalizzato presentano una resistenza alla fatica migliorata fino al 40% rispetto ai metodi tradizionali. Questa precisione avvantaggia anche il processo produttivo, poiché riduce gli sprechi di materiali e di tempo grazie alla riduzione delle rilavorazioni e delle rifiniture. Questi risparmi possono essere sostanziali per le aziende di diversi settori.
Fasci di elettroni accelerati per saldature profonde
L'utilizzo di fasci di elettroni accelerati ha permesso di realizzare saldature profonde e precise in materiali molto difficili. L'accelerazione dei fasci di elettroni consente ai produttori di raggiungere profondità di penetrazione della saldatura di pochi centimetri, a seconda del materiale e del suo spessore. Questo è molto utile quando si lavora con materiali ad alto punto di fusione come tungsteno, titanio e acciai inossidabili, molto importanti nei settori aerospaziale, automobilistico e nucleare.
Grazie ai recenti miglioramenti apportati al fascio di elettroni, anche l'efficienza e le prestazioni sono migliorate. Le moderne saldatrici a fascio di elettroni operano in camere a vuoto, eliminando così il problema dell'ossidazione e garantendo saldature pulite e prive di difetti. La ricerca ha dimostrato che le saldature prodotte con fasci di elettroni presentano eccezionali proprietà meccaniche, con un aumento della resistenza alla trazione del 30% rispetto alle saldature ad arco tradizionali. Inoltre, alcuni sistemi hanno mostrato un aumento dell'efficienza, con la capacità di saldare sezioni sottili a 10 cm al minuto.
I risultati di recenti ricerche sulla saldatura a fascio di elettroni ne evidenziano i notevoli vantaggi in termini di costi e durata. Ad esempio, nella produzione aerospaziale, non sono più necessarie specifiche lavorazioni meccaniche e di finitura post-saldatura. Inoltre, la precisione della tecnologia riduce notevolmente gli sprechi di materiale, contribuendo a supportare pratiche di produzione ecocompatibili e a soddisfare rigorosi standard qualitativi.
Le versioni accelerate della saldatura a fascio di elettroni continuano a rivoluzionare il settore della giunzione dei metalli, fornendo alle industrie una soluzione affidabile per generare saldature robuste, durature e ad alte prestazioni in diverse applicazioni.
Vantaggi della saldatura a fascio di elettroni
- Alta precisione: il calore applicato tramite un fascio di elettroni è ideale per parti complesse o fragili poiché non surriscalda il materiale e consente un'estrema precisione.
- Deformazione minima del materiale: l'applicazione mirata del calore riduce la distorsione termica del materiale, mantenendone la struttura.
- Efficienza dei costi: questo approccio semplifica i processi e riduce gli sprechi di materiali, diminuendo le spese di produzione.
- Elevata qualità della saldatura: le saldature prodotte con questo metodo sono durevoli e di alta qualità, in grado di sopportare un uso intenso.
- Versatilità: questo metodo è utilizzato nei settori aerospaziale, automobilistico ed elettronico perché funziona su numerosi materiali di diversi spessori.
Elevate profondità di penetrazione ottenibili
Durante la saldatura, alcuni fattori importanti devono essere ottimizzati per ottenere un'elevata profondità di penetrazione, come la potenza del laser, la velocità di saldatura, le proprietà del materiale e la messa a fuoco del fascio. Alcune moderne saldatrici laser possono raggiungere una penetrazione di oltre 10 mm in determinati metalli come acciaio o titanio, mantenendo l'integrità della saldatura.
Secondo le statistiche di settore, i sistemi laser ad alta potenza che operano a 10 kW o più sono in grado di effettuare saldature a penetrazione profonda, in particolare con l'applicazione della modalità "keyhole". A titolo di esempio, è stato dimostrato che un laser da 12 kW penetra fasci di acciaio inossidabile focalizzati fino a una profondità di circa 25 mm, a condizione che il fascio sia focalizzato in modo ottimale e che le velocità di avanzamento siano regolate con precisione. Parametri come il posizionamento del fascio, il gas di protezione utilizzato, ecc. sono fondamentali per evitare porosità a forma di anacardio e per una formazione uniforme della saldatura.
Inoltre, l'utilizzo di sistemi di monitoraggio in tempo reale garantisce la stabilità ottimale dei processi e la regolazione dinamica dei parametri, che si traduce direttamente in una penetrazione più profonda e una saldatura uniforme. Questa combinazione di tecnologia e controllo è essenziale per mantenere l'affidabilità del processo nella saldatura di materiali spessi in edilizia e cantieristica navale, macchinari pesanti, energia, ecc.
Riduzione al minimo della distorsione nei metalli di saldatura
Ridurre la distorsione durante il processo di saldatura è importante perché contribuisce a preservare le proprietà di resistenza della struttura. La distorsione si verifica a causa di cicli di riscaldamento e raffreddamento, creando tensioni interne e alterazioni della forma del materiale. Queste sfide possono essere affrontate utilizzando diversi approcci o tecniche.
Uno degli approcci per controllare la distorsione è l'uso efficace di sequenze di saldatura, come la saldatura a passo indietro o a salto. È noto che tali sequenze di saldatura mitigano il rischio di deformazione dissipando uniformemente il calore sul materiale. Studi recenti hanno dimostrato che il preriscaldamento del pezzo in lavorazione a un determinato valore contribuisce ad aumentare il limite superiore dei gradienti termici e riduce il rischio di distorsioni indesiderate. La ricerca mostra inoltre che la distorsione nelle saldature in acciaio al carbonio può essere ridotta significativamente, del 30%, quando il pezzo viene preriscaldato a 300 °F.
L'utilizzo di dispositivi meccanici come morsetti e controventi contribuisce inoltre a preservare la forma del materiale durante la procedura di saldatura. L'impiego di tecnologie avanzate come l'analisi agli elementi finiti (FEA) consente di prevedere la distorsione durante la procedura di saldatura vera e propria. La pianificazione delle misure di controllo è più semplice grazie alle simulazioni. Le strutture con saldature complesse traggono grandi benefici dalla modellazione FEA, poiché è stato dimostrato che riduce i rischi di distorsione del 40%.
Infine, l'utilizzo di processi a basso apporto termico, come la saldatura TIG e la saldatura laser, riduce l'ampiezza della zona termicamente alterata (ZTA) e le sollecitazioni termiche. Uno studio comparativo rivela che la saldatura TIG genera una distorsione inferiore di circa il 15-20% rispetto ai tradizionali processi di saldatura ad arco. Con una supervisione e una governance rigorose, unite a questi metodi, le industrie possono non solo migliorare la qualità della saldatura, ma anche preservare la fedeltà geometrica dei prodotti finali.
Densità di energia del fascio di elettroni
La saldatura EBW è uno dei processi più efficaci con un'elevatissima densità energetica. Studi recenti dimostrano che i fasci di elettroni sono in grado di raggiungere densità energetiche fino a 10^8 W/cm², di diversi ordini di grandezza superiori a quelle delle saldature ad arco o laser. Con una densità energetica così elevata, la penetrazione può essere ottenuta con un calore relativamente inferiore, riducendo ulteriormente la zona termicamente alterata (ZTA) e la distorsione termica.
Una ricerca che ha confrontato la saldatura laser con quella a fascio di elettroni ha dimostrato che quest'ultima può saldare materiali fino a 300 mm di spessore in una sola passata, mentre la saldatura laser raggiunge solo una penetrazione di 25-30 mm. Inoltre, l'ambiente sottovuoto della saldatura a fascio di elettroni previene la contaminazione e l'ossidazione del bagno di fusione, con conseguente miglioramento della qualità della saldatura e delle proprietà meccaniche.
L'attenzione alla precisione e all'accuratezza è ora rivolta al moderno controllo del fascio. Ad esempio, le moderne saldatrici a fascio di elettroni sono dotate di sistemi di controllo digitale ad alta risoluzione che consentono una maggiore manipolazione dell'intensità e della messa a fuoco del fascio. Tale precisione migliora l'accuratezza risparmiando energia, rendendo l'EBW una tecnologia ecologica per i settori aerospaziale, automobilistico e nucleare.
Svantaggi della saldatura a fascio di elettroni

La saldatura a fascio di elettroni (EBW) presenta una breve lista di aspetti negativi. Innanzitutto, il processo richiede un ambiente ad alto vuoto, il che aumenta la sofisticatezza dei macchinari necessari e i costi operativi. Inoltre, la produzione su piccola e media scala non è economica a causa degli elevati costi iniziali di manutenzione e avviamento. Inoltre, l'EBW richiede precisione e un controllo esperto dei processi, supportati da elevati livelli di competenza degli operatori – un ulteriore motivo per cui è difficile da adottare in questi settori. Infine, la flessibilità applicativa in alcuni settori è limitata perché le dimensioni dei componenti che l'EBW può gestire sono limitate dalle dimensioni della camera a vuoto.
Difficoltà dalla camera a vuoto
Per l'EBW, la necessità di mantenere il vuoto pone delle limitazioni nell'acquisizione e nel mantenimento di componenti diversi che interessano diversi settori. Il problema più significativo è la dimensione della camera a vuoto. Molti sistemi EBW sono dotati di camere in grado di ospitare solo una gamma specifica di componenti di piccole e medie dimensioni, rendendoli inadatti ai settori che richiedono la saldatura di parti più grandi. Ad esempio, la ricerca suggerisce che le camere a vuoto possono ospitare componenti di dimensioni fino a 10 metri, il che ne limita fortemente l'utilizzo nell'edilizia, nella cantieristica navale e nelle strutture aerospaziali. Un'altra preoccupazione è il costo elevato del mantenimento delle condizioni di alto vuoto. Il mantenimento di ambienti a vuoto richiede pompe per vuoto sofisticate e costose, che aumentano sia il dispendio energetico che i costi operativi. Gli studi indicano che la manutenzione del sistema a vuoto può contribuire fino al 20% dei tempi di fermo totali del sistema, con conseguente perdita di produttività. Inoltre, raggiungere e mantenere un elevato livello di vuoto richiede una pianificazione meticolosa e approfondita, controproducente per i settori che creano colli di bottiglia e che privilegiano la velocità.
Infine, la contaminazione da particolato sospeso nell'ambiente sotto vuoto può causare problemi. Qualsiasi contaminante, particolato o altro, proveniente da componenti o apparecchiature, può compromettere la qualità della saldatura nonostante la struttura sigillata della camera. Questa vulnerabilità illustra la necessità di garantire rigorosi standard di camera bianca, che aumentano la complessità operativa e i tempi necessari prima della saldatura. Tali sfide, insieme ad altre, rimangono al centro della ricerca in corso volta a far progredire la tecnologia EBW.
Costi elevati delle attrezzature di saldatura
Il costo di acquisto di una macchina per la saldatura a fascio di elettroni (EBW) rappresenta un ostacolo litografico all'adozione di questa tecnologia in diversi settori. I sofisticati sistemi di taglio a fascio di elettroni variano da centomila a un milione di dollari, a causa delle particolari camere a vuoto e dei potenti generatori di fascio di elettroni richiesti.
Gli sforzi di manutenzione complicano ulteriormente il problema. Per un produttore su piccola scala, spendere decine di migliaia di dollari per una macchina EBW, sommati ai costi operativi aggiuntivi come elettricità, sistemi di raffreddamento e altri servizi accessori, si rivela incredibilmente oneroso. La precisione ineguagliabile e la qualità sorprendente offerte da EBW sono offuscate dai prezzi esorbitanti, che risultano eccessivi per tutti gli operatori, fatta eccezione per l'industria della difesa, aerospaziale e automobilistica.
Si è tentato di moderare questi costi con una generazione di fasci progettata per essere più efficiente e costruendo macchine modulari. Soluzioni graduali per ridurre i costi, come la polimerizzazione dei componenti che richiedono meno energia, si sono rivelate promettenti nel software di controllo del fascio.
Sfide associate alle diverse tecniche di saldatura
A mio avviso, per qualsiasi saldatore, le sfide associate alle diverse tecniche di saldatura dipendono dall'applicazione e dal materiale da utilizzare. Esempi di tecniche più complesse sono la saldatura laser, che richiede elevata precisione con particolare attenzione ai dettagli, attrezzature specializzate e il rigoroso rispetto dei protocolli. Altri fattori importanti che influenzano il grado di difficoltà sono la natura dei giunti, l'allineamento dei fasci e le caratteristiche dei materiali. Queste difficoltà possono essere superate con una formazione adeguata e l'impiego di tecnologie moderne.
Saldatura EBW vs Laser: un'analisi comparativa
Sia la saldatura a fascio di elettroni (EBW) che la saldatura laser rappresentano tecniche verticali ad alta precisione. Questi due approcci di saldatura differiscono l'uno dall'altro a seconda dell'attrezzatura necessaria, dei requisiti di funzionalità e delle applicazioni specifiche. Ad esempio, la saldatura laser utilizza fasci di elettroni focalizzati in un punto laser, il che la rende utile per applicare velocità a materiali sottili e precisione. Al contrario, la EBW impiega un fascio di elettroni focalizzato che richiede camere a vuoto, il che la rende più adatta a materiali più spessi e ad applicazioni che richiedono saldature profonde e strette. Sebbene la EBW offra una maggiore penetrazione, la saldatura laser è più adattabile e più facile da integrare nei sistemi automatizzati. È chiaro che le due opzioni sono fondamentalmente intercambiabili tra loro, differendo solo per i dettagli specifici del progetto, lo spessore dei materiali, l'ambiente di saldatura e il livello di precisione e velocità desiderato.
Efficienza energetica: confronto tra il metodo di saldatura EB e la saldatura laser
In termini di efficienza energetica, sia la saldatura a fascio di elettroni (EBW) che la saldatura laser possiedono caratteristiche uniche grazie ai loro metodi di funzionamento. La saldatura laser EBW ha una delle efficienze energetiche più elevate tra i vari metodi di saldatura, con strutture diverse, poiché quasi il 95% dell'energia viene utilizzata efficacemente, grazie alla sua concentrazione energetica. L'efficienza è maggiore negli ambienti sotto vuoto, sebbene l'allestimento di queste camere a vuoto possa essere dispendioso in termini di tempo e di energia. Negli ambienti di produzione di massa, tuttavia, questa configurazione dispendiosa in termini di tempo vanifica parte del vantaggio in termini di efficienza.
D'altra parte, la saldatura laser consuma fino all'80-85% di energia in modo efficiente, poiché non richiede il vuoto. I fasci laser possono essere sparati direttamente nell'area per svolgere la funzione. Inoltre, le unità moderne utilizzano laser a fibra che offrono prestazioni migliori poiché convertono l'energia elettrica in energia laser fino al 40%, riducendo ulteriormente il consumo energetico. Infine, il crescente utilizzo di ottiche che includono la sagomatura del fascio e l'ottica adattiva nella saldatura laser ha contribuito alla riduzione degli sprechi energetici e a un maggiore controllo della potenza, rendendola quindi una valida candidata per applicazioni a basso consumo energetico.
Ad esempio, uno studio ha dimostrato che, nei processi che coinvolgono lamiere sottili di acciaio inossidabile, la tecnologia di saldatura laser che utilizza laser a fibra è fino al 30% più efficiente dal punto di vista energetico rispetto ai sistemi laser a CO2, riducendo i costi pur mantenendo velocità operativa e precisione. D'altra parte, la saldatura a fascio di elettroni (EBW) è spesso preferita per la saldatura di materiali spessi come componenti in titanio nel settore aeronautico e aerospaziale, grazie alla sua ineguagliabile efficienza energetica in ambienti controllati e alla profondità di penetrazione, soprattutto quando si tratta di materiali più spessi.
Velocità e precisione nei sistemi di saldatura
I recenti sviluppi nella tecnologia di saldatura di precisione hanno cambiato il corso di molti settori, migliorando la precisione e la velocità, offrendo prodotti di alta qualità con tempi di produzione ridotti. Un esempio sono le saldatrici laser, famose per la loro precisione grazie alla messa a fuoco ridotta e all'elevata adattabilità dei sistemi. Dopo aver ottenuto la messa a fuoco appropriata e aver lavorato con componenti sottili, i laser a fibra ad alta potenza sono in grado di raggiungere velocità di saldatura di 10 metri al minuto. Questo li rende utili nella produzione di componenti automobilistici ed elettronici. Il loro controllo evita inoltre numerose possibilità di difetti, riducendo le lavorazioni o le correzioni post-saldatura, semplificando ulteriormente i flussi di lavoro.
Analogamente, la saldatura a fascio di elettroni (EBW) è straordinariamente precisa poiché opera sotto vuoto, un'ulteriore misura per ridurre il rischio di contaminazione. In alcuni casi, la profondità di penetrazione può raggiungere i 300 mm e l'EBW garantisce saldature uniformi e affidabili anche su materiali spessi. La ricerca dimostra che, per i settori aerospaziale e nucleare, dove l'affidabilità è fondamentale, l'EBW ha il potenziale per ridurre i tempi di saldatura totali del 50% rispetto ai sistemi più convenzionali. Questo è un ulteriore esempio di come i moderni sistemi di saldatura siano in grado non solo di soddisfare, ma anche di superare le aspettative e i requisiti di qualsiasi settore in termini di velocità, precisione ed efficienza complessiva.
Aree di applicazione e differenze nella tecnologia di saldatura
I campi di applicazione delle tecnologie di saldatura includono l'industria aerospaziale, automobilistica, edilizia, cantieristica navale, nucleare e manifatturiera; le differenze risiedono nella fonte di energia, nella precisione, nell'idoneità dei materiali e nel costo.
| Punto chiave | EBW | TIG | MIG | Saldatura a punti |
|---|---|---|---|---|
| Fonte di energia | Fascio di elettroni | Arco elettrico | Arco elettrico | Impulso elettrico |
| Precisione | Alto | Moderato | Basso | Basso |
| Materiali Necessari | Solo metalli | Superficie diversificata | Solo metalli | Solo metalli |
| Costo | Alto | Moderato | Basso | Basso |
Fonti di riferimento
- Sviluppo di capacità ottiche elettroniche per la produzione di componenti di grandi dimensioni mediante saldatura a fascio di elettroni
- Autori: T. Dutilleul, R. Widdison, W. Kyffin
- Rivista: Saldatura nel mondo
- Data di pubblicazione: 23 Febbraio 2024
- Token di citazione: (Dutilleul e altri, 2024)
- Sommario:
- Questo studio esamina i progressi nella tecnologia di saldatura a fascio di elettroni (EBW), in particolare la sua applicazione nel settore nucleare per la saldatura ad alta produttività di componenti a sezione spessa. Gli autori evidenziano l'utilizzo del sistema Pro-beam K2000 presso il Nuclear AMRC, sottolineando l'importanza del monitoraggio delle caratteristiche del materiale e della linea di giunzione per l'affidabilità del processo.
- Principali risultati:
- Il processo EBW a passaggio singolo riduce significativamente i tempi di fabbricazione, ma aumenta lo stress per gli operatori a causa dell'elevata precisione richiesta.
- Il tracker delle giunzioni, che sfrutta l'analisi ottica delle immagini elettroniche, è fondamentale per valutare le deviazioni e garantire un allineamento preciso durante la saldatura.
- Lo studio indica che sono necessari ulteriori studi per migliorare l'affidabilità del processo di saldatura sulla base dei risultati del monitoraggio delle giunzioni.
- Ricerca sul processo di saldatura a frizione (FSW) e di saldatura a fascio di elettroni (EBW) per la lega di alluminio 6082-T6
- Autori: P. Noga, T. Skrzekut, M. Wędrychowicz, M. Węglowski, A. Węglowska
- Rivista: Materiali Necessari
- Data di pubblicazione: Luglio 1, 2023
- Token di citazione: (Noga e altri, 2023)
- Sommario:
- Questo articolo confronta i metodi EBW e FSW per la giunzione della lega di alluminio EN AW-6082 T6. Descrive dettagliatamente i parametri utilizzati per entrambe le tecniche di saldatura e presenta test completi sulle proprietà microstrutturali e meccaniche.
- Principali risultati:
- Si è scoperto che le proprietà di resistenza del giunto EBW erano ridotte del 23%, mentre il giunto FSW ha mostrato una riduzione del 38% rispetto al materiale di base.
- Lo studio ha inoltre rilevato differenze significative nell'allungamento tra i due metodi: l'EBW mostra un allungamento inferiore a causa dell'evaporazione del magnesio durante il processo di saldatura.
- Processo di saldatura a fascio di elettroni per la lega di titanio Ti6Al-4V
- Autori: Zbigniew Wencel, S. Wiewiórowska, P. Wieczorek, A. Gontarz
- Rivista: Materiali Necessari
- Data di pubblicazione: Luglio 1, 2023
- Token di citazione: (Wencel e altri, 2023)
- Sommario:
- Questa ricerca esamina il processo EBW per la lega di titanio Ti6Al-4V, concentrandosi sui cambiamenti fisico-chimici indotti dal processo di saldatura e sugli effetti del trattamento termico post-saldatura.
- Principali risultati:
- Lo studio ha scoperto che il trattamento termico post-saldatura influisce in modo significativo sulle proprietà meccaniche e sulla microstruttura della lega.
- È stato osservato che l'esecuzione di EBW a una velocità di 8 mm/s ha comportato una riduzione del contenuto di alluminio, sebbene tale riduzione sia rimasta entro limiti accettabili.
Domande frequenti (FAQ)
D: Che cos'è la saldatura a fascio di elettroni?
R: La saldatura a fascio di elettroni è un metodo di saldatura per fusione che utilizza un fascio di elettroni ad alta velocità come fonte di calore per unire i materiali. Questo processo avviene all'interno di una camera a vuoto per evitare qualsiasi dispersione di elettroni, garantendo che il fascio di elettroni sia accuratamente focalizzato sul pezzo in lavorazione.
D: Come funziona una saldatrice a fascio di elettroni?
R: Una saldatrice a fascio di elettroni utilizza un cannone a fascio di elettroni che emette elettroni da un catodo. Gli elettroni vengono accelerati verso un anodo, dove vengono anche focalizzati in un fascio che può essere indirizzato verso i materiali da saldare. Poiché il fascio può essere focalizzato per ottenere un'elevata densità di potenza, è in grado di produrre saldature strette e profonde.
D: Quali sono i componenti principali di una saldatrice a fascio di elettroni?
R: I componenti principali di una saldatrice a fascio di elettroni sono la camera a vuoto, il cannone a fascio di elettroni, il catodo e l'anodo. Ogni elettrodo ha uno scopo diverso: il cannone a fascio di elettroni produce il fascio, il catodo emette elettroni, l'anodo li accelera e la camera a vuoto fornisce le condizioni di alto vuoto necessarie per il processo.
D: Quali sono i vantaggi della microscopia di saldatura a fascio di elettroni?
R: Il vantaggio principale della scansione a fascio di elettroni nella saldatura è la capacità di un fascio ad alta velocità di focalizzarsi in una piccola area e di incidere con riempimento con una distorsione molto bassa. La saldatura eseguita con fasci di elettroni è estremamente economica in termini di potenza, velocità ed efficienza. Le saldature a fascio di elettroni sono prive di porosità e non richiedono materiale di riempimento aggiuntivo. La precisione della messa a fuoco la rende inoltre utile per i processi di saldatura automatizzati.
D: Per quali scopi viene utilizzata la saldatura a fascio di elettroni?
R: La saldatura a fascio di elettroni trova impiego principalmente nei settori aerospaziale, automobilistico, elettronico e della produzione di energia. È vantaggiosa per la saldatura di metalli altamente reattivi agli agenti chimici e al calore, nonché per applicazioni che richiedono elevata precisione ed estrema resistenza.
D: Qual è la differenza tra la saldatura a fascio di elettroni e quella a fascio laser?
R: La saldatura a fascio di elettroni e quella a fascio laser sono entrambe procedure di precisione che utilizzano sorgenti di energia concentrata. Presentano tuttavia alcune differenze: la saldatura laser non necessita di un ambiente ad alto vuoto, mentre la saldatura a fascio di elettroni sì. Inoltre, la saldatura laser tende ad essere più flessibile per quanto riguarda i materiali e gli ambienti con cui può operare, mentre la saldatura a fascio di elettroni eccelle in termini di capacità di penetrazione.
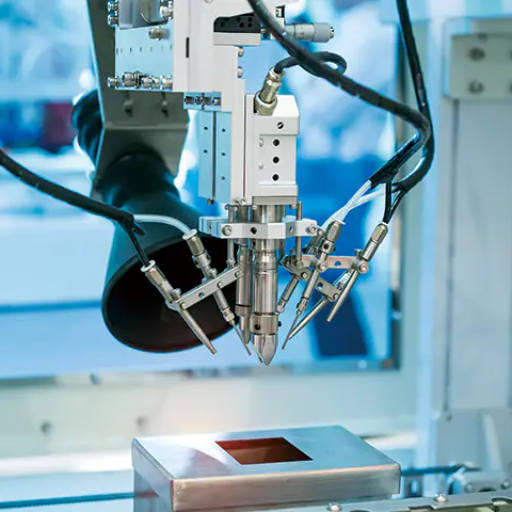
D: La saldatura a fascio di elettroni può essere automatizzata?
R: Sì, l'automazione può essere integrata nei processi di saldatura a fascio di elettroni. I sistemi computerizzati possono controllare la messa a fuoco del fascio di elettroni, consentendo a molti sistemi di saldatura automatizzati di ottenere saldature costanti e ripetibili.
D: Nella saldatura a fascio di elettroni è necessario un materiale di apporto?
R: Nella saldatura a fascio di elettroni, il materiale d'apporto non è solitamente necessario. L'energia del fascio concentra e fonde le parti di base a sufficienza per unirle saldamente senza l'aggiunta di materiali aggiuntivi.
D: Quali fattori influenzano la potenza del fascio nella saldatura a fascio di elettroni?
R: Nella saldatura a fascio di elettroni, la potenza del fascio dipende dalla tensione di accelerazione, dalla corrente del fascio e dalla sua focalizzazione. Queste impostazioni possono essere modificate per controllare la profondità della saldatura e la sua qualità complessiva.
D: In che modo l'alto vuoto nella saldatura a fascio di elettroni influisce sul processo?
R: L'alto vuoto presente nella saldatura a fascio di elettroni è fondamentale perché impedisce la dispersione degli elettroni. Questo vantaggio consente una focalizzazione accurata del fascio di elettroni sul pezzo, migliorando la penetrazione e la qualità della saldatura.






{kind=link}
{kind=link}
{kind=link}
{kind=link}