
Le soudage des poutres en H est l'un des piliers des aciéries d'aujourd'hui. Il confère aux bâtiments la résistance nécessaire face aux vents et aux foules. Les responsables de production, exigeant des tolérances plus strictes et des délais de démarrage plus courts, ne peuvent plus se permettre de négliger les détails. Ce guide se concentre sur ces détails, puis sur la ligne de production elle-même, qui évolue rapidement. Après un rapide aperçu des panneaux de contrôle, des plaques de fixation et des portiques, nous vous présenterons des conseils pour respecter toutes les normes et vous surprendre par la qualité de vos réalisations.
Qu'est-ce qu'une ligne de soudage de poutres en H ?

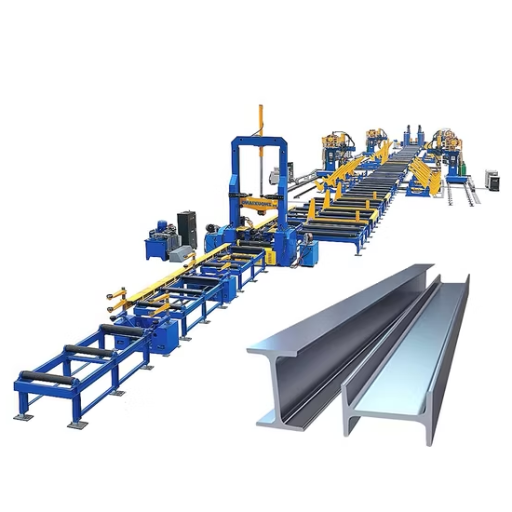
Imaginez une ligne de soudage de poutres en H comme un guichet unique pour transformer des plaques d'acier plates en ces imposantes poutres en H que l'on voit sur les chantiers. L'installation regroupe généralement des tables d'assemblage, des soudeuses à grande vitesse, des redresseuses et des équipements de finition dans une seule ligne fluide et mobile. Grâce à un mouvement constant et à un cadencement précis des étapes, les fabricants peuvent produire rapidement des montagnes de poutres robustes sans compromettre la précision.
Comprendre la structure du faisceau
Les poutres en H sont au cœur de la plupart des chantiers modernes, et ce n'est pas un hasard ; les ingénieurs s'y réfèrent sans cesse, car leur conception est tout simplement efficace. Imaginez un H majuscule : les ailes supérieures et inférieures sont larges, l'âme verticale est solide et le profil est identique sous presque tous les angles. Cette forme accrocheuse répartit si bien le poids qu'on la considère comme la bête de somme des ponts, des tours de bureaux et des parkings.
Les fabricants de poutres s'en tiennent à des valeurs standardisées pour éviter toute approximation lors de l'intervention des équipes de construction. La hauteur d'âme typique peut varier de 100 mm pour les travaux légers à 900 mm pour les gratte-ciel, tandis que la largeur des ailes varie par paliers de 50 ou 100 mm. Le respect de ces dimensions de modèle permet aux chefs de projet de commander des pièces prêtes à l'emploi et de maintenir des poutres suffisamment légères pour que les grues puissent continuer à fonctionner sans s'arrêter prématurément.
Les nouvelles machines peuvent produire des poutres en H plus vite que quiconque ne pourrait dessiner les plans, et cette rapidité s'accompagne d'une flexibilité surprenante. Aujourd'hui, les clients peuvent imposer des hauteurs et des nuances d'acier inhabituelles sans perturber l'usine. Des contrôles qualité, des extrémités découpées au laser aux soudures par ultrasons, garantissent la qualité de la pièce finie, car lorsque des vies dépendent d'une poutre, la promesse d'une construction robuste doit être tenue exactement comme annoncé.
Lorsque les architectes et les constructeurs comprennent vraiment à quoi ressemblent les poutres en H à l'intérieur et comprennent pourquoi elles fonctionnent si bien, ils découvrent un moyen simple de faire en sorte que les toits résistent mieux et que les ponts évitent le stress.
Le rôle de la machine à souder dans la production
Les machines à souder sont l'épine dorsale de la production de poutres en H. Elles soudent de grandes plaques d'acier avec rapidité et précision, permettant ainsi aux poutres finies de soutenir gratte-ciels et ponts. Les directeurs d'usine ingénieux les qualifient souvent de « pivot silencieux de la production ».
Dans un atelier de fabrication très fréquenté, un seul poste de soudage peut meuler, étinceler et refroidir toute la journée sans pause café. Les systèmes à arc submergé automatisent une grande partie de cette tâche en arrosant le joint d'un flux granulaire qui masque le bain de fusion et prévient les défauts. La soudure est impeccable avant même l'arrivée de la meuleuse.
Les ingénieurs fraîchement sortis du tableau de bord signalent des vitesses de production dépassant 60 cm par minute. L'intégration des robots au processus a permis de réduire les reprises d'environ 30 %, réduisant ainsi considérablement les interventions nocturnes. Les équipes terminent la plupart du temps à l'heure, un soulagement rare dans l'industrie lourde.
Les plateformes modernes bourdonnent de moniteurs en temps réel, ajustent la puissance à la volée et consomment autant d'électricité que les machines d'hier. Les comptables et les auditeurs environnementaux regardent ces chiffres à deux fois.
Lorsque les fabricants s'appuient sur ce type d'équipement, ils peuvent atteindre des spécifications de qualité, éviter les ralentissements et satisfaire les acheteurs. Pour les ateliers de fabrication de poutres en H en quête de contrats toujours plus importants, éviter ces soucis fait pratiquement toute la différence entre profits et pertes. Ces machines à souder ne volent peut-être pas la vedette, mais elles suscitent un enthousiasme tout aussi enthousiaste.
Composants clés d'une ligne de production de poutres
- Système de convoyage : transporte les matériaux de manière fluide d'une étape de production à l'autre. Le mouvement constant élimine les délais de manutention entre les tâches.
- Machine à souder : fusionne les sections d'acier avec une précision et une rapidité remarquables. Les opérateurs font confiance à cet équipement pour des assemblages structurellement solides à chaque fois.
- Dispositif d'assemblage : aligne et positionne mécaniquement les composants de la poutre avant leur fixation définitive. Ce dispositif minimise les erreurs humaines d'orientation et d'espacement.
- Presse à redresser : reforme hydrauliquement les pièces déformées par la chaleur de soudage. Une approche progressive et minutieuse restaure la géométrie sans fissurer le métal.
- Outil de coupe : coupe ou rectifie les pièces selon les longueurs et les profils spécifiés. Les consommables tranchants produisent des bords nets qui passent l'inspection dès le premier passage.
- Panneau de contrôle : l'interface graphique collecte les données en temps réel de toutes les machines de l'atelier. Les superviseurs ajustent les flux, suivent la disponibilité et émettent des autorisations depuis ce poste de travail unique.
Comment fonctionne le processus de soudage des poutres en H ?

- Préparation : Chaque poutre en acier est grenaillée ou brossée au fil métallique, puis disposée sur le sol de l'atelier de sorte que chaque bord soit aligné avant que les étincelles ne commencent à voler.
- Soudage : un appareil MIG ou à souder à l'arc ronronne, fait fondre le matériau d'apport dans la passe de racine et verrouille les plaques ensemble avec un cordon aussi épais qu'un pouce.
- Inspection : un technicien qualité passe un stylo colorant sur la soudure, à la recherche de fissures capillaires, de contre-dépouilles ou de pièges à scories ; seul un métal propre et uniforme obtient une coche.
- Redressement : une presse hydraulique ramène n'importe quelle courbe en banane à une ligne droite, car une poutre tordue est un casse-tête que l'ingénieur en structure ne laissera pas passer.
Exploration des techniques de soudage à l'arc submergé
Le soudage à l'arc submergé, ou SAW, se distingue dans la fabrication lourde par son efficacité et sa polyvalence. Un arc électrique se forme entre une électrode alimentée en continu et le métal de base, tandis qu'une épaisse couche de flux granulaire recouvre entièrement le bain de fusion. Cette couche de flux protège non seulement la soudure en fusion de l'oxygène et de l'azote, mais refroidit également rapidement pour produire une surface propre et lisse comme un miroir, avec un minimum de scories.
Ce procédé offre plusieurs avantages pratiques. Les soudures pénètrent profondément, les taux de remplissage sont élevés et les joints finis présentent une qualité remarquablement uniforme. Ces caractéristiques font du SAW un choix naturel pour les opérations automatisées exigeant des cordons longs et ininterrompus. Il existe bien sûr des limites : cette technique ne fonctionne généralement qu'en position horizontale ou à plat et nécessite un contrôle précis du pas de l'électrode et de la répartition du flux. Les ingénieurs la recommandent régulièrement pour les poutres, les réservoirs haute pression et les pipelines de transport, des projets où la résistance et la ténacité ne peuvent être compromises.
L'importance de l'alignement des brides et des plaques d'âme
L'alignement correct des brides et des âmes n'est pas une simple formalité ; il conditionne la résistance globale d'un assemblage soudé. Lorsque les pièces sont de travers, les soudeurs en constatent rapidement le prix : contraintes résiduelles cachées, déformations visibles et trajectoires de charge irrégulières qui affaiblissent discrètement la structure. Des données issues d'essais récents révèlent qu'un écart d'alignement d'un millimètre seulement peut réduire la capacité de charge de 12 %, une statistique qui soulève des questions de sécurité à long terme.
Les installations de soudage contemporaines ont dépassé les mètres ruban et les fils à plomb. Nombre d'entre elles utilisent désormais des bancs de soudage guidés par laser, associés à des modèles informatiques, qui testent la soudure avant la première étincelle. Associées à l'application automatisée du flux et à la surveillance en temps réel, ces innovations permettent de solidariser l'âme et les brides avec une précision extrême. Ce niveau de précision est indispensable pour la construction de ponts et de navires, domaines où l'ajustement précis au centimètre près est la norme légale. En respectant ces tolérances strictes, les entrepreneurs évitent non seulement les amendes réglementaires, mais ils réalisent des assemblages résistants au temps et à la fatigue.
Utilisation de machines de soudage automatiques pour la précision
Les machines à souder automatiques ont discrètement transformé les ateliers et les chantiers de construction. Leur promesse de précision, de résistance et d'uniformité a mis à l'épreuve le vieil adage selon lequel seul un artisan peut sentir un cordon de soudure de qualité. MarketsandMarkets annonce désormais un taux de croissance annuel composé de près de 2027 % d'ici XNUMX, et les chiffres le confirment.
Les installations GMAW, par exemple, ne nécessitent plus d'opérateur pour suivre le bain de fusion. Des processeurs intégrés stabilisent la tension, le courant et l'alimentation du fil, comme un pianiste qui garde le tempo. Résultat : les défauts tendent vers zéro et le travail posté ne compromet plus la qualité.
Ce même logiciel réduit considérablement le temps de soudage ; les essais suggèrent une accélération de la production de 50 % lorsque les équipes se retirent. Les skieurs parlent de la vitesse de la grille ; les soudeurs observent l'arc parler. Le déplacement automatisé permet à la soudure d'assembler les pièces avant que l'acier ne refroidisse et ne devienne une liaison regrettable.
Le soudage automatique est devenu indispensable sur les chaînes de montage où rapidité et uniformité sont primordiales. Sur les chantiers navals, par exemple, des bras robotisés soudent côte à côte d'énormes plaques d'acier, éliminant ainsi presque toutes les déformations, un exploit qui maintient les coques plus droites et préserve leur intégrité à long terme. Les ponts en construction s'appuient désormais sur une technologie similaire, avec des stations automatisées enregistrant chaque cordon et signalant les écarts, permettant ainsi aux inspecteurs de consacrer moins de temps aux vérifications approfondies et davantage aux ajustements de conception.
De nombreuses consoles de soudage modernes font office de mini-tours de contrôle, absorbant des gigaoctets de données à la volée et générant des alertes avant que de petits problèmes ne se propagent. Les équipes utilisent les tableaux de bord pour ajuster la tension ou la vitesse de déplacement en cours de travail, une habitude qui réduit les temps d'arrêt des équipements et augmente les marges bénéficiaires. Les dernières avancées en matière de capteurs adaptatifs et de routines d'apprentissage automatique laissent présager que les machines de demain pourraient souder non seulement plus vite, mais aussi plus intelligemment que ne le prédisaient leurs programmeurs les plus optimistes.
Pourquoi choisir l’automatisation dans la production de poutres en H ?

La manutention robotisée et l'assemblage piloté par automate programmable industriel (API) rythment désormais l'atelier de fabrication de poutres en H. Cette automatisation limite les variations, allège les coûts de main-d'œuvre et distribue la production à des vitesses que les soudeurs d'hier ne pouvaient qu'admirer. Un rendement uniforme, une surveillance constante des machines et une réduction drastique des erreurs humaines rendent cette modernisation quasi indispensable.
Avantages de l'automatisation du soudage pour une efficacité élevée
Une deuxième vague de mécanisation soude les brides elles-mêmes. Des études de calibre indiquent que ces torches montées sur portique surpassent de près d'un tiers les mains expertes, en comptant chaque pause-café manquée. Ce calcul est stable car les appareils fonctionnent tout le week-end, maintiennent les arcs serrés au dixième de millimètre près et laissent les rebuts au sol au lieu de les consigner.
L'automatisation moderne du soudage élimine une grande partie des dangers. En laissant les machines gérer les étincelles, la chaleur et les opérations de levage complexes, les opérateurs passent beaucoup moins de temps en danger. Les onglets de recherche qui changent entraînent une baisse de 40 % des rapports d'accidents sur les ateliers de soudage classiques, un chiffre qui résonne auprès des comités de sécurité syndicaux et des registres des entreprises. Des avancées telles que les bras robotisés articulés, les systèmes de vision industrielle haute résolution et les tableaux de bord à lecture intelligente permettent aux chefs d'équipe d'ajuster les niveaux de chaleur et la vitesse d'alimentation à la volée. Cette réactivité permet non seulement de maintenir les soudures impeccables, mais aussi de réduire les pertes de matériaux et les frais généraux. Les usines du monde entier se préparent à cette mise à niveau, espérant que l'alliance de la vitesse, de la précision et des garde-fous intégrés favorisera leur prochaine phase de croissance durable.
Intégration des systèmes CNC et de contrôle
La commande numérique par ordinateur et les technologies de contrôle de nouvelle génération transforment discrètement les ateliers de fabrication en offrant la précision dont rêvaient autrefois les ingénieurs. Les analystes de marché en mesurent déjà l'impact : les chiffres de 2023 valorisent le secteur mondial de la commande numérique par ordinateur à environ 84 milliards de dollars, et prévoient une croissance de près de 130 milliards de dollars d'ici 2030, soit une hausse annuelle d'environ 6.4 %. La demande est particulièrement forte dans les secteurs de l'aéronautique et de l'automobile, où la fiabilité et l'état de surface laissent peu de place au compromis, et dans le secteur très réglementé des dispositifs médicaux, les enjeux sont encore plus importants.
Lorsque les équipements CNC s'associent à des capteurs IoT et à une logique d'apprentissage automatique, les opérateurs bénéficient soudain d'un aperçu de l'état de santé d'un tour, autrefois réservé à la machine elle-même. Des vibrations anormales ou des variations de température déclenchent des alertes qui peuvent être traitées bien avant qu'une défaillance n'arrête la production, évitant ainsi aux fabricants des temps d'arrêt coûteux. La compatibilité logicielle s'est également améliorée ; les programmeurs signalent que les interfaces plug-and-play réduisent les frappes au clavier, limitent les erreurs humaines et, par extension, contribuent à réduire les taux de rebut. Tout cela contribue à un système non seulement plus rapide et moins cher, mais qui incite discrètement l'ensemble du secteur à adopter une production plus écologique et plus responsable.
Les fabricants qui adoptent la technologie CNC constatent souvent une forte baisse des temps de cycle et une forte augmentation de la production globale. Les configurations cinq axes avancées illustrent parfaitement ce phénomène : elles permettent de réaliser des géométries complexes en un seul montage, réduisant ainsi considérablement les temps de traitement et les coûts. En intégrant de telles machines à leurs flux de travail, les entreprises ne se contentent pas de satisfaire un appétit insatiable pour la précision et la rapidité ; elles signalent subtilement au marché qu'elles souhaitent imposer le rythme plutôt que de le suivre.
Améliorer la qualité avec des manipulateurs de soudage
D'après mon expérience, l'utilisation stratégique de manipulateurs de soudage améliore considérablement la qualité et la productivité des travaux de fabrication. Le bras articulé assure un mouvement régulier et répétable, produisant des cordons uniformes, même sur des géométries complexes. Grâce à cette technologie, j'ai constaté des gains notables en termes de précision de positionnement, une diminution notable de la fatigue de l'opérateur et une amélioration fiable de la qualité globale de fabrication, suffisante pour satisfaire aux exigences strictes des environnements de production contemporains.
Quelles sont les machines clés d'une ligne de soudage par faisceau ?

- Machine d'assemblage de poutres - Centre chaque pièce de poutre et les fixe ensemble avant que le joint ne soit brûlé.
- Manipulateurs de soudage - Stabilisez la torche et le chariot de manière à ce que chaque passage de remplissage soit uniforme, quelle que soit la durée du travail.
- Système de convoyeur - Transporte les sections finies ou à moitié finies le long de leur propre voie, évitant ainsi les goulots d'étranglement entre les étapes.
- Positionneurs ou rotateurs : faites pivoter et inclinez la poutre jusqu'à ce que l'opérateur de soudage voie chaque coin depuis une position confortable.
- Unité de récupération de flux (si présente) - Aspire les granulés et les poudres usagés, trie les débris et renvoie le matériau propre dans la trémie.
Fonctions de la machine de découpe et de la cisaille
Les machines de découpe et les cisailles sont utilisées pour couper, façonner et tailler avec précision des matériaux tels que le métal ou l'acier selon les dimensions et spécifications souhaitées.
| Point clé | Description |
|---|---|
| Découpe | Découpe précise du matériau. |
| Façonner | Contours de matériaux sur mesure. |
| Garniture | Affine les bords du matériau. |
| Exactitude | Réalise des coupes de précision. |
| Source | Manipule les métaux comme l'acier. |
| Efficacité | Réduit efficacement les déchets. |
Présentation de la machine à redresser les ailes des poutres en H
La redresseuse d'ailes de poutres en H redresse rapidement la lèvre d'une poutre en H déformée pendant le laminage ou le transport. Les ingénieurs de l'usine apprécient la capacité de remise en état de l'acier conforme aux spécifications en quelques minutes au lieu de plusieurs heures. La fiabilité des modifications du profil de l'aile préserve la capacité de charge prévue de la poutre, un résultat particulièrement précieux dans les délais de construction serrés. Les commandes entièrement hydrauliques éliminent les approximations du montage manuel, permettant aux contremaîtres d'atelier d'appliquer la même tolérance sur chaque pièce. Au fil du temps, les économies de main-d'œuvre, la réduction des reprises et l'uniformité de la qualité se traduisent par une forte baisse des coûts de fabrication.
Le rôle d'une grenailleuse dans la production
La grenailleuse est souvent le héros méconnu de la métallurgie moderne. Cet équipement projette des grenailles d'acier ou des grains de sable sur la pièce à plusieurs dizaines de mètres par seconde, éliminant ainsi la vieille peinture, la rouille ou la calamine presque au contact. Des études professionnelles publiées en 2023 ont démontré que ce procédé améliore efficacement la rugosité de la surface, créant un profil rugueux auquel les revêtements adhèrent avec une ténacité bien supérieure.
Les machines contemporaines ne limitent plus les utilisateurs à un seul métal ; les opérateurs peuvent passer d'un alliage à faible teneur en carbone à un aluminium léger, voire à des substrats composites, en une seule opération, sans réoutillage important. Les données de référence indiquent que les systèmes entièrement automatisés réduisent le temps de cycle jusqu'à 35 %, réduisant ainsi les coûts de main-d'œuvre tout en produisant davantage de pièces sur la ligne. L'amélioration de la métallurgie des composants (trémies revêtues de céramique et turbines trempées) a encore allongé les intervalles d'entretien de ces machines, ce qui réduit le coût des pièces de rechange et les temps d'arrêt.
Le recyclage renforce considérablement l'aspect environnemental. Les conceptions les plus récentes réinjectent l'abrasif usagé dans la trémie, ce qui minimise la charge en décharge tout en maîtrisant les coûts des matériaux. Les fabricants qui intègrent le grenaillage à leurs processus de travail font généralement état de finitions plus durables, de taux de rebut plus faibles et d'opérations tout simplement plus fluides de bout en bout.
Comment optimiser la vitesse et la qualité du soudage ?

- Préparation de la surface : nettoyez le métal de base jusqu'à ce qu'il brille ; la graisse, le tartre ou la poussière maintenant ne feront qu'entraîner une défaillance plus tard.
- Sélection de l'équipement - Choisissez des torches, un fil d'apport et un procédé qui correspondent aux matériaux disponibles et aux exigences de l'assemblage.
- Vitesse de déplacement - Pratiquez une main stable ; un mouvement errant rend l'ondulation inégale et signale un œil négligent.
- Réglage du réglage - La tension et l'ampérage doivent varier en fonction de la plaque mère - un stock plus fin a rarement besoin de la même chaleur que l'acier du rail, même pour la même conception de joint.
- Habitudes d'entretien - Un contrôle visuel quotidien des câbles et un étalonnage hebdomadaire des jauges permettent d'éviter 90 % des ralentissements du processus.
Réglage de la position et du serrage pour de meilleurs résultats
Le soudage professionnel commence par la géométrie ; des plaques mal positionnées produisent rarement des assemblages fiables. Des études indiquent que même un léger désalignement peut réduire la résistance d'une soudure jusqu'à 30 %. Un tel amincissement favorise l'apparition de fissures et autres défaillances bien avant la mise en service de la structure.
Les pinces de serrage sécurisées agissent comme une poignée de main mécanique, maintenant les pièces stables jusqu'à la solidification du métal en fusion. Les pinces à genouillère réglables, par exemple, s'adaptent aux pièces plus volumineuses et restent en place sous le choc de la chauffe à l'arc. Les rapports de terrain suggèrent que ces dispositifs réduisent les taux de défauts typiques de près de 20 %.
L'accès reste un élément discret dans l'arsenal des soudeurs. De nombreux instructeurs suggèrent d'incliner la torche jusqu'à obtenir un angle de vue de 45 degrés, une habitude qui favorise une pénétration complète et des cordons plus nets. L'angle et la distance peuvent varier légèrement selon le procédé (électrode, MIG ou TIG), mais le principe de visibilité reste valable.
Combinez des maintiens fermes à une posture réfléchie et le résultat est généralement évident : les reprises diminuent, le rythme de l'atelier s'accélère. Le temps gagné sur les corrections peut alors être consacré à des assemblages plus complexes plutôt qu'à corriger les erreurs de la veille.
Mise en œuvre de la technologie de soudage à arc simple et double fil
Le soudage à l'arc simple et à deux fils peut paraître sophistiqué, mais il s'agit en réalité de terminer le travail plus rapidement. Avec un seul arc électrique faisant fondre deux fils d'apport simultanément, le bain de fusion grossit rapidement et le métal se dépose rapidement en couches épaisses. Chihuahua Auto Parts a testé cette astuce l'été dernier et s'est vanté d'une augmentation de 30 % de la vitesse de soudage par rapport aux cordons à fil simple classiques.
Même à ce rythme effréné, les soudures sont nettes, comme si le temps avait été arrêté. En concentrant la chaleur sur un seul arc, le processus limite le gauchissement et laisse des joints alignés comme les ingénieurs les dessinent. Un essai comparatif sur de l'acier d'un demi-pouce a montré une diminution de la distorsion de 15 à 20 %, ce qui signifie moins de meulage ultérieur et aucun casse-tête de reprise.
Les boîtiers de commande modernes se chargent des tâches les plus complexes. Les opérateurs règlent simplement la vitesse du fil, la tension, et hop ! La machine enregistre les données tandis qu'ils louchent à travers le capot. Un ouvrier de pipeline a crié qu'en réglant correctement les paramètres, le taux de défauts diminuait d'un quart, ce qui, en termes de soudage, se traduit par moins de fissures et un salaire plus élevé en fin de semaine.
Le soudage à l'arc simple et au double fil est omniprésent, des usines automobiles aux chantiers navals, en passant par les chaînes de montage de gros engins de terrassement. Ces métiers exigent des assemblages rapides et solides, et ce procédé répond à leurs attentes.
Des équipements intelligents sont constamment ajoutés – capteurs IoT, alarmes, etc. – permettant aux opérateurs de surveiller chaque cordon en temps réel. Grâce à ces améliorations constantes, la technologie de soudage devient chaque mois plus précise, plus propre et plus fiable.
Conseils pour gérer la qualité des cordons de soudure
Des soudures solides ne sont pas le fruit du hasard ; elles exigent des compétences, un équipement soigné et un œil vigilant. Aussi étrange que cela puisse paraître, près de trois défauts de soudure sur quatre, soit environ 76 %, sont imputables à une intervention humaine. Une formation ciblée permet aux soudeurs d'apprivoiser de nouveaux outils et de perfectionner leurs anciennes techniques, pour que chaque passage de torche compte.
Les moniteurs de soudage connectés à Internet sont désormais les yeux de l'atelier dont personne ne sourcille. Ils surveillent la chaleur, les fluctuations de l'arc, l'alimentation du fil, etc., et affichent des alertes sur le tableau de bord dès qu'un problème survient. Les ateliers qui ont adopté cette technologie par simple pression sur un bouton signalent 15 à 20 % de défauts en moins et terminent leurs travaux un quart plus vite.
Choisir la bonne tige ou le bon fil n'est pas une mince affaire, et un fil abîmé peut faire des étincelles. Ranger le fil d'apport propre et sec permet d'éviter les gravillons qui fragilisent le joint. Un simple coup de brosse et un réglage de la machine à chaque changement de poste permettent de stabiliser le jet et de préserver le portefeuille, car moins de réparations signifient de réelles économies.
Sources de référence
- Recherche sur le contrôle de la ligne de production de soudage de poutres en acier (Quan et al., 2022, p. 252-256)
- Principales constatations:
- Le contrôle automatique de la ligne de production de soudage pour poutre en acier en forme de H est étudié.
- Le mécanisme de contrôle des clés est décrit et la conception globale de l'ensemble du système de contrôle est présentée, y compris la sélection du contrôleur et la distribution de divers points de contrôle d'entrée et de sortie.
- Le diagramme de flux de fonction de séquence du programme de contrôle du système de contrôle est conçu.
- L'analyse de modélisation et la recherche de la planification du chemin partiel sont effectuées pour réaliser le fonctionnement automatique global de la ligne de production.
- Méthodologie:
- J'ai analysé le processus de soudage pertinent et le mécanisme de contrôle clé.
- Conception de l'architecture globale du système de contrôle, y compris la sélection du contrôleur et la distribution des points de contrôle.
- J'ai développé l'organigramme des fonctions de séquence du programme de contrôle.
- J'ai effectué des analyses de modélisation et des recherches sur la planification des trajectoires pour parvenir à un fonctionnement automatique de la ligne de production.
- Principales constatations:
- Modélisation d'ordre supérieur d'une poutre à parois minces avec une section transversale multicellulaire soudée et son application à l'optimisation de la ligne de soudage (Choi et al., 2023)
- Principales constatations:
- Une approche de modélisation d'ordre supérieur pour les poutres à parois minces avec des sections transversales multicellulaires soudées a été développée.
- Le modèle a été appliqué pour optimiser la ligne de soudage pour de telles poutres.
- Méthodologie:
- Développé une approche de modélisation d'ordre supérieur pour les poutres à parois minces avec des sections transversales multicellulaires soudées.
- J'ai utilisé le modèle pour optimiser la ligne de soudage pour ces types de poutres.
- Principales constatations:
- Pistolet à faisceau d'électrons portatif pour le soudage dans l'espace – Une étude sur les systèmes de soudage par faisceau d’électrons conçus pour les applications spatiales.
- Effet des caractéristiques du faisceau et des paramètres du procédé sur la pénétration et la microstructure des soudures laser et par faisceau d'électrons dans l'acier inoxydable et le titane – Recherche sur l’impact des caractéristiques du faisceau et des paramètres du procédé sur les résultats du soudage.
- Fabricant et fournisseur de lignes de soudage de poutres en H de premier plan en Chine
Foire Aux Questions (FAQ)
Q : Qu'est-ce qu'une ligne de soudage par poutre en H exactement ?
R : Une ligne de soudage de poutres en H est un couloir d'assemblage spécialisé où les plaques d'acier sont transformées en poutres structurelles en H en un seul flux continu. Le système combine des postes d'assemblage, de soudage, de redressage et de découpe, permettant ainsi aux grandes sections d'acier de passer rapidement de la matière première au produit fini. Chaque segment de la ligne est conçu pour minimiser la manutention et maximiser le rendement.
Q : Quelles machines équipent généralement une ligne de production de poutres en H ?
A : Une ligne de production standard de poutres en H abrite généralement un dispositif d'assemblage, un rotateur de soudage, un portique de découpe plasma, un redresseur hydraulique et, occasionnellement, un portique de soudage multi-torches pour les bandes épaisses. Chaque unité est interconnectée, permettant aux poutres de passer sans problème à travers les opérations nécessaires. La configuration est généralement linéaire, bien que certaines configurations utilisent des mécanismes de chargement latéral pour accélérer les temps de chargement.
Q : Comment fonctionne une machine de soudage à poutre en H ?
R : Une machine à souder les poutres en H serre l'âme et les plaques de bride assemblées, nivelle l'assemblage, puis dépose un cordon de soudure contrôlé le long du joint. La plupart des modèles modernes s'appuient sur la programmation CNC et le nivellement hydraulique pour maintenir la vitesse de déplacement et la stabilité de l'arc, produisant ainsi des soudures conformes aux normes strictes de fatigue et de résistance. Une fois les paramètres définis, l'ensemble du processus se déroule souvent sans intervention humaine, ce qui libère les opérateurs pour les contrôles qualité en aval.
Q : Quels avantages offre une machine de soudage par poutre en H par rapport aux méthodes conventionnelles ?
R : Cette machine spécialement conçue offre un niveau de précision rarement égalé par les machines manuelles. Sa tête automatisée parcourt le joint de manière constante, réduisant ainsi le risque d'erreur humaine et permettant aux fabricants de produire des poutrelles à une cadence qui épuiserait une équipe de nuit. La mécanisation d'une grande partie du travail permet de réduire les coûts salariaux, car moins de soudeurs sont nécessaires pour les tâches de routine. De plus, l'installation fermée protège les opérateurs des étincelles et des fumées, améliorant ainsi la sécurité sur site.
Q : Comment fonctionne une machine d'assemblage de poutres à l'intérieur de la ligne de soudage ?
R : Cet équipement saisit l'âme et les brides, puis les assemble aux angles corrects pendant qu'un robot ou un chalumeau fixe façonne le cordon. En fixant mécaniquement les pièces avant la fusion, l'unité garantit qu'elles ne bougeront pas sous l'arc, un détail qui préserve l'intégrité structurelle attendue par les ingénieurs une fois la poutre sortie de la travée. Les réglages d'espacement, d'inclinaison et d'ouverture de la racine se font via un écran tactile, réduisant ainsi les approximations fréquentes lors des configurations manuelles.
Q : Quel rôle joue une machine de découpe plasma CNC dans la ligne de soudage par poutres en H ?
R : Montée sur un portique suspendu ou une table auto-guidée, la fraise suit une trajectoire programmée, projetant une colonne de gaz surchauffé qui fond le métal millimètre par millimètre. La combinaison de la précision numérique et de la rapidité de déplacement de la torche produit des arêtes si nettes que la rectification secondaire est souvent négligée, ce qui accélère la fabrication. Les tôles arrivant sur le chantier peuvent encore présenter des traces de calamine, mais une fois passées sous la tête plasma, la surface est prête à recevoir une soudure serrée en quelques minutes.
Q : Pourquoi installer un rotateur de soudage dans un atelier de poutres en H ?
R : Le rotateur oriente le faisceau jusqu'à obtenir la position idéale pour la torche, permettant à l'opérateur de produire un cordon continu sans avoir à s'éloigner pour actionner le dispositif. Ce mouvement fluide et mains libres réduit les temps d'arrêt et assure une stabilisation uniforme de chaque passe.
Q : Que fait réellement une machine à redresser les poutres en H ?
R : Le redresseur aplatit les ailes pliées en comprimant l'âme entre des vérins hydrauliques, libérant ainsi le profil pour qu'il se glisse dans les tolérances serrées requises pour les éoliennes ou les poutres de pont. Une simple pression suffit généralement à terminer le travail.






{kind=link}
{kind=link}
{kind=link}
{kind=link}