
Dans le secteur manufacturier, la puissance de la précision alliée à la robustesse est difficile à trouver, sauf avec des techniques comme le soudage laser, et plus particulièrement le soudage par faisceau d'électrons (EBW). Cette machine de soudage avancée, puissante comme un cheval, utilise des flux d'électrons à haute énergie pour fusionner les matériaux avec une précision inégalée. C'est pourquoi le soudage par faisceau d'électrons est essentiel dans les secteurs médical et aérospatial. Dans cet article, nous expliquerons les composants essentiels du soudage par faisceau d'électrons, passerons en revue ses principaux avantages, révélerons ce qui en fait un outil si fiable pour l'industrie des pièces détachées et pourquoi il a permis aux fabricants de produire des composants polyvalents, robustes et fiables. Ce guide vous dévoilera tous les atouts du soudage par faisceau d'électrons, que vous soyez passionné de technologie, professionnel de l'industrie ou simplement intéressé par les techniques de fabrication modernes.
Qu'est-ce que le soudage par faisceau d'électrons ?
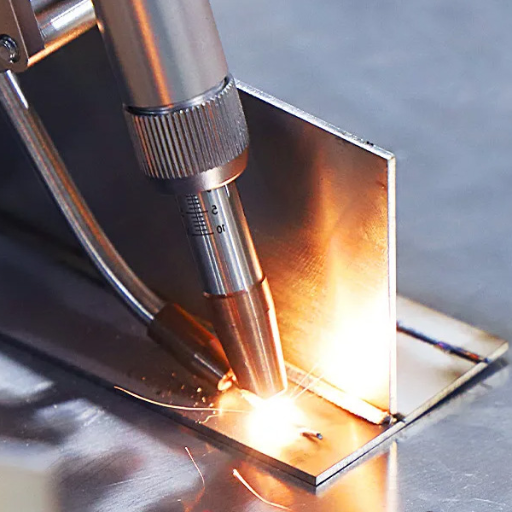
Le soudage par faisceau d'électrons (EBW) est une technique de soudage sophistiquée qui utilise un faisceau d'électrons concentré se déplaçant à grande vitesse pour assembler les matériaux. En frappant la pièce, l'énergie cinétique de l'électron se transforme en chaleur, ce qui fait fondre le matériau et forme une soudure. Un environnement sous vide est nécessaire pour éviter toute contamination, ce qui rend l'EBW idéal pour les soudures haute fiabilité dans des secteurs tels que l'aéronautique, l'automobile et le secteur médical.
Comprendre les étapes de la procédure de soudage par faisceau d'électrons
Le procédé de soudage par faisceau d'électrons (EBW) implique de nombreux facteurs qui doivent être exécutés de manière séquentielle pour garantir la précision et la régularité du soudage. Les pièces sont d'abord chargées dans une machine à souder et placées dans une chambre à vide. Le vide, compris entre 10⁻⁴ et 10⁻⁶ Torr, limite l'oxygène, garantissant une soudure propre et sans contamination. Une fois la pression spécifiée atteinte, un vide est créé, suivi de la création de flux d'électrons à grande vitesse à l'aide de canons à électrons au tungstène. Le soudage par faisceau d'électrons nécessite également des tensions d'accélération de 60 kV à 200 kV selon le matériau et l'épaisseur à souder.
L'application précise et localisée de la chaleur sur la pièce à souder déclenche une séquence où l'énergie cinétique se transforme en chaleur, provoquant la fusion du matériau. L'application précise et localisée de la chaleur minimise la déformation et permet des soudures profondes, étroites et exceptionnellement résistantes. L'EBW se distingue des autres techniques par sa capacité à souder des matériaux de plusieurs centimètres d'épaisseur en une seule opération.
Des études récentes ont mis en évidence l'efficacité du soudage par faisceau d'électrons, avec des rendements de l'ordre de 95 à 98 %. Parmi ses autres caractéristiques remarquables, on peut citer des profondeurs de pénétration allant jusqu'à 300 mm pour l'acier et d'autres métaux, ainsi qu'une vitesse de soudage de 1 à 30 mm/s. Ces caractéristiques remarquables font du soudage par faisceau d'électrons un choix incontournable pour les opérations critiques dans l'aéronautique et d'autres industries exigeant précision et résistance.
EBW établit de nouvelles normes avec la qualité et les performances obtenues grâce au contrôle méticuleux et aux systèmes modernisés, même lors du travail avec des alliages complexes ou à haute résistance.
L'importance des électrons dans un travail de soudage
Les électrons sont essentiels au procédé EBW, car ils sont les éléments clés de l'opération de soudage. Porter le filament de tungstène à très haute température crée un faisceau d'électrons en libérant un flux d'électrons. Ces électrons peuvent alors être accélérés jusqu'à environ 30 à 70 % de la vitesse de la lumière grâce à un champ électrique, nécessaire au soudage.
Ce faisceau possède une énergie importante, mesurable entre dix puissance trois et dix puissance quatre W/mm². À titre de référence, le soudage à l'arc présente généralement des densités énergétiques d'environ dix W/mm², ce qui souligne l'avantage du soudage à l'arc électrique. Grâce à sa forte densité énergétique, le faisceau pénètre profondément dans les matériaux, permettant des coupes très précises, profondes et étroites, tout en réduisant considérablement les zones affectées thermiquement.
De nouveaux développements ont été réalisés pour améliorer la précision et l'efficacité du faisceau de soudage. Par exemple, les systèmes modernes sont capables d'appliquer des ajustements en temps réel à des tâches complexes grâce à des capteurs et à l'intelligence artificielle, en ajustant les paramètres pour une qualité optimale. Les données suggèrent que l'acier et le titane peuvent être soudés jusqu'à une profondeur de trois cents millimètres, avec des joints extrêmement résistants et peu déformés.
Les secteurs de l'aérospatiale, de l'automobile et de la production d'énergie requièrent une ingénierie complexe et des performances de précision rigoureuses. Le soudage par électrons est donc essentiel pour ces applications avancées. Dans la conception et l'électronique automobile, par exemple, le soudage par électrons stimule l'innovation. Le rôle irremplaçable des électrons dans le soudage continue de repousser les limites technologiques de la fabrication.
Fonctionnement d'une machine à souder en EBW
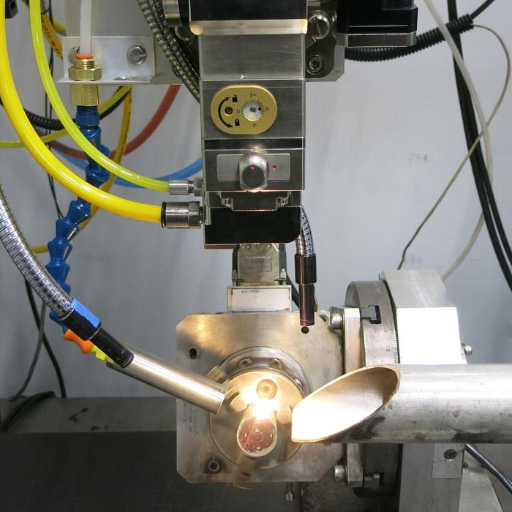
L'objectif des machines EBW est de générer des faisceaux d'électrons à grande vitesse qui, une fois focalisés, se dirigent vers les pièces à assembler. Avec l'EBW, les matériaux à assembler sont physiquement séparés, avec des écarts allant de quelques micromètres à plusieurs millimètres. Les éléments clés d'un dispositif EBW, intégrant un système de contrôle avec canons à neutrons et chambres à vide, rendent l'ensemble de la machine EBW idéale pour les tâches de précision.
Les nouveaux développements de la technologie EBW ont amélioré la précision et l'efficacité. Les systèmes EBW modernes, par exemple, peuvent désormais produire des faisceaux d'électrons d'un diamètre aussi petit que 0.1 millimètre, parfaits pour les soudures délicates. De plus, le procédé permet d'atteindre des vitesses de soudage allant jusqu'à 200 pouces par minute, selon le matériau et l'épaisseur à souder. Les recherches indiquent que l'EBW est capable d'atteindre des profondeurs de soudure supérieures à 200 mm dans le titane ou l'acier, ce qui en fait l'une des meilleures méthodes d'assemblage de sections épaisses.
Les machines EBW intègrent désormais une surveillance en temps réel et des systèmes de refroidissement avancés pour améliorer la soudure, réduire les imperfections de qualité et améliorer les propriétés des matériaux, contribuant ainsi au développement de ces industries. Les industries de l'aéronautique et des semi-conducteurs s'appuient fortement sur la technologie EBW, car elle leur offre une précision à l'échelle microscopique et une distorsion minimale des matériaux. La rapidité d'évolution des machines EBW est remarquable, ce qui témoigne de leur large utilisation pour différents matériaux et industries.
Comment fonctionne le procédé de soudage par faisceau d'électrons ?
Le soudage par faisceau d'électrons (EBW) produit un faisceau concentré d'électrons rapides qui se concentrent sur la surface à assembler. L'énergie cinétique de ces électrons se transforme en chaleur au contact, provoquant la fusion et la fusion du matériau. Ce processus se déroule sous vide pour éviter la diffusion, protégeant ainsi la soudure des interférences atmosphériques et garantissant ainsi sa précision. Le soudage par faisceau d'électrons est idéal pour des assemblages solides et fiables, notamment lorsque la précision et une faible contamination sont essentielles.
L'importance d'une chambre à vide
Les chambres à vide sont essentielles pour contenir efficacement le procédé de soudage par faisceau d'électrons (EBW), car elles créent une atmosphère idéale pour le processus de soudage. Le maintien du vide réduit la diffusion du faisceau d'électrons, permettant ainsi de délivrer l'énergie nécessaire à la pièce avec une grande précision. Comme le montrent des études récentes, les systèmes EBW modernes atteignent des niveaux de vide de 1×10^-6 torr, ce qui est optimal pour le soudage de pièces à haute tolérance. Les soudures sont exemptes d'oxydation, de contamination et d'irrégularités, ce qui donne une surface propre.
Pour les industries aérospatiale, automobile et de fabrication de dispositifs médicaux, la chambre à vide est essentielle aux processus physico-chimiques, car elle renforce la résistance des joints et améliore la répétabilité et la cohérence. Des recherches ont montré que les chambres à vide avancées sont essentielles aux applications de précision, car elles réduisent les taux de défaillance des soudures de 30 % par rapport aux solutions sans vide.
Exploiter un faisceau focalisé pour plus de précision
L'une des innovations les plus importantes en matière de soudage moderne est l'utilisation d'un faisceau focalisé, pour une précision inégalée. Les techniques de faisceau focalisé, notamment le soudage par faisceau d'électrons (EBW) et le soudage laser, sont considérées comme l'une des principales techniques de faisceau focalisé, car elles canalisent l'énergie vers une zone précise, ce qui permet d'obtenir des soudures précises et de haute qualité, avec très peu d'altérations. Grâce à la chaleur focalisée ou aux faisceaux d'électrons, ces techniques permettent d'obtenir des joints non seulement solides, mais aussi lisses et agréables à l'œil.
Le soudage par faisceau d'électrons doit être réalisé dans une chambre à vide, ce qui présente l'avantage d'éviter toute contamination indésirable tout en améliorant la qualité de la soudure. Des rapports industriels indiquent que le soudage par faisceau d'électrons peut pénétrer l'acier avec des soudures de 0.2 cm de profondeur, surpassant largement de nombreuses techniques de soudage traditionnelles. L'utilisation du laser pour le soudage présente également des avantages notables : la puissance d'un faisceau laser peut être telle qu'il peut se focaliser jusqu'à produire des soudures d'une largeur de XNUMX mm. Cette caractéristique le rend extrêmement utile pour la production de composants petits et précis, largement utilisés dans l'électronique, les dispositifs médicaux et l'aérospatiale.
De plus, la focalisation du faisceau réduit les zones affectées thermiquement (ZAT), préservant ainsi les propriétés mécaniques des matériaux affectés thermiquement. Les produits utilisant le soudage par faisceau focalisé présentent une résistance à la fatigue jusqu'à 40 % supérieure à celle des méthodes traditionnelles. Cette précision est également bénéfique pour le processus de production, car elle permet de réduire les pertes de matériaux et de temps grâce à la réduction des reprises et des affinages. Ces économies peuvent être substantielles pour les entreprises de divers secteurs.
Faisceaux d'électrons accélérés pour soudures profondes
L'utilisation de faisceaux d'électrons accélérés a permis de réaliser des soudures profondes et précises dans des matériaux très difficiles. L'accélération des faisceaux d'électrons lumineux permet aux fabricants d'atteindre une profondeur de pénétration de quelques centimètres, selon le matériau et son épaisseur. Ceci est très utile pour travailler avec des matériaux à point de fusion élevé comme le tungstène, le titane et les aciers inoxydables, très importants dans les secteurs de l'aérospatiale, de l'automobile et du nucléaire.
Grâce aux récentes améliorations apportées au faisceau d'électrons, son efficacité et ses performances ont également progressé. Les soudeuses à faisceau d'électrons modernes fonctionnent dans des chambres à vide, éliminant ainsi le risque d'oxydation et garantissant des soudures impeccables. Des recherches ont démontré que les soudures réalisées par faisceau d'électrons présentent des propriétés mécaniques exceptionnelles, avec une résistance à la traction supérieure de 30 % à celle des soudures à l'arc traditionnelles. De plus, certains systèmes ont montré une augmentation de leur efficacité, permettant de souder des sections minces à une vitesse de 10 cm par minute.
Les résultats de recherches récentes sur le soudage par faisceau d'électrons mettent en évidence ses avantages notables en termes de coût et de durée. Par exemple, dans l'industrie aéronautique, les procédés spécifiques d'usinage et de finition post-soudage ne sont plus nécessaires. De plus, la précision de cette technologie réduit considérablement le gaspillage de matière, contribuant ainsi à des pratiques de fabrication respectueuses de l'environnement et au respect de normes de qualité strictes.
Les versions accélérées du soudage par faisceau d'électrons continuent de révolutionner le domaine de l'assemblage des métaux en dotant les industries d'une solution fiable pour générer des soudures robustes, durables et performantes dans diverses applications.
Avantages du soudage par faisceau d'électrons
- Haute précision : La chaleur appliquée par un faisceau d'électrons est idéale pour les pièces compliquées ou fragiles car elle ne surchauffe pas le matériau et permet une précision extrême.
- Distorsion minimale du matériau : l’application ciblée de chaleur réduit la distorsion thermique du matériau, préservant ainsi sa structure.
- Efficacité des coûts : cette approche rationalise les processus et réduit le gaspillage de matériaux, réduisant ainsi les dépenses de fabrication.
- Qualité de soudure élevée : les soudures produites à l'aide de cette méthode sont durables et de haute qualité, capables de résister à une utilisation rigoureuse.
- Polyvalence : Cette méthode est utilisée dans les industries aérospatiale, automobile et électronique car elle fonctionne sur de nombreux matériaux d'épaisseurs différentes.
Profondeurs de pénétration élevées obtenables
Lors du soudage, certains facteurs importants doivent être optimisés pour obtenir une pénétration en profondeur élevée, tels que la puissance laser, la vitesse de soudage, les propriétés du matériau et la focalisation du faisceau. Certaines machines de soudage laser modernes peuvent atteindre plus de 10 mm de pénétration dans certains métaux comme l'acier ou le titane, tout en préservant l'intégrité de la soudure.
Selon les statistiques du secteur, les systèmes laser haute puissance de 10 kW ou plus sont capables de réaliser des soudures à pénétration profonde, notamment en mode trou de serrure. À titre d'exemple, un laser de 12 kW a démontré sa capacité à pénétrer des faisceaux d'acier inoxydable focalisés jusqu'à une profondeur d'environ 25 mm, à condition que le faisceau soit focalisé de manière optimale et que les vitesses de déplacement soient parfaitement réglées. Des paramètres tels que le positionnement du faisceau, le gaz de protection utilisé, etc., sont essentiels pour éviter la formation de porosités en forme de noix de cajou et une soudure uniforme.
De plus, l'utilisation de systèmes de surveillance en temps réel garantit une stabilité optimale des procédés et des ajustements dynamiques des paramètres, ce qui se traduit directement par une pénétration plus profonde et un soudage homogène. Cette combinaison de technologie et de contrôle est essentielle pour garantir la fiabilité des procédés de soudage de matériaux épais dans les secteurs de la construction, de la construction navale, des machines lourdes, de l'énergie, etc.
Minimiser la distorsion dans les métaux soudés
Il est important de réduire la distorsion lors du soudage, car cela contribue à préserver la solidité de la structure. La déformation résulte des cycles de chauffage et de refroidissement, créant des contraintes internes et des déformations du matériau. Différentes approches ou techniques permettent de relever ces défis.
L'une des approches pour contrôler la déformation consiste à utiliser efficacement des séquences de soudage, comme le soudage par sauts ou par pas arrière. Ces séquences sont connues pour réduire les risques de gauchissement en dissipant uniformément la chaleur sur le matériau. Des études récentes ont montré que le préchauffage de la pièce à une valeur donnée permet d'augmenter la limite supérieure des gradients thermiques et de réduire les risques de déformation indésirable. Des recherches montrent également que la déformation des soudures en acier au carbone peut être réduite de manière significative, de 30 %, lorsqu'elles sont préchauffées à 300 °C.
L'utilisation de dispositifs mécaniques tels que des brides et des entretoises contribue également à préserver la forme du matériau pendant le soudage. L'utilisation de technologies avancées comme l'analyse par éléments finis (AEF) permet de prédire la déformation pendant le soudage lui-même. La planification des mesures de contrôle est facilitée par les simulations. Les structures comportant des soudures complexes bénéficient grandement de la modélisation par AEF, qui réduit les risques de déformation de 40 %.
Enfin, l'utilisation de procédés à faible apport thermique, comme le soudage TIG et le soudage laser, réduit la largeur de la zone affectée thermiquement (ZAT) ainsi que les contraintes thermiques. Une étude comparative révèle que le soudage TIG génère environ 15 à 20 % de distorsion en moins que les procédés de soudage à l'arc traditionnels. Grâce à une supervision et une gouvernance rigoureuses, associées à ces méthodes, les industries peuvent non seulement améliorer la qualité des soudures, mais aussi préserver la fidélité géométrique des produits finis.
Densité énergétique du faisceau d'électrons
Le soudage par faisceau d'électrons est l'un des procédés les plus efficaces, avec une densité énergétique très élevée. Des études récentes montrent que les faisceaux d'électrons peuvent atteindre une densité énergétique de 10^8 W/cm², soit plusieurs ordres de grandeur supérieurs à celle des soudures à l'arc ou au laser. Grâce à une densité énergétique aussi élevée, la pénétration peut être obtenue avec un apport de chaleur relativement faible, minimisant ainsi la zone affectée thermiquement (ZAT) et la distorsion thermique.
Des recherches comparant le soudage laser et le soudage par faisceau d'électrons ont démontré que ce dernier permet de souder des matériaux jusqu'à 300 mm d'épaisseur en une seule opération, tandis que le soudage laser n'atteint qu'une pénétration de 25 à 30 mm. De plus, l'environnement sous vide du soudage par faisceau d'électrons empêche la contamination et l'oxydation du bain de fusion, ce qui améliore la qualité de la soudure et les propriétés mécaniques.
L'accent est désormais mis sur la précision et l'exactitude grâce au contrôle moderne du faisceau. Par exemple, les soudeuses par faisceau d'électrons modernes sont équipées de systèmes à commande numérique haute résolution qui permettent une meilleure gestion de l'intensité et de la focalisation du faisceau. Cette précision améliore l'exactitude tout en économisant l'énergie, faisant du soudage par faisceau d'électrons une technologie verte pour les secteurs de l'aérospatiale, de l'automobile et du nucléaire.
Inconvénients du soudage par faisceau d'électrons

Le soudage par faisceau d'électrons (EBW) présente de nombreux inconvénients. Tout d'abord, le procédé nécessite un environnement sous vide poussé, ce qui accroît la sophistication des machines et augmente les coûts d'exploitation. De plus, la production à petite et moyenne échelle n'est pas rentable en raison des coûts initiaux élevés de maintenance et de mise en service. De plus, le soudage par faisceau d'électrons exige une précision et un contrôle précis des procédés, nécessitant une expertise approfondie des opérateurs, ce qui explique également sa difficulté d'adoption dans ces secteurs. Enfin, la flexibilité d'application dans certains secteurs est limitée par les dimensions des composants que le soudage par faisceau d'électrons peut traiter, limitées par la taille de la chambre à vide.
Difficultés liées à la chambre à vide
Pour le soudage par immersion, la nécessité de maintenir le vide limite l'acquisition et la maintenance de différents composants, utilisés dans de nombreux secteurs. Le problème le plus important réside dans la taille de la chambre à vide. De nombreux systèmes de soudage par immersion sont équipés de chambres ne pouvant accueillir qu'une gamme spécifique de composants de petite à moyenne taille, ce qui les rend inadaptés aux industries nécessitant le soudage de pièces de plus grandes dimensions. À titre d'exemple, des recherches suggèrent que les chambres à vide ne peuvent accueillir que des composants mesurant jusqu'à 10 mètres, ce qui limite considérablement leur utilisation dans la construction, la construction navale et les structures aérospatiales. Un autre problème réside dans le coût élevé du maintien de conditions de vide élevé. Maintenir des environnements sous vide nécessite des pompes à vide sophistiquées et coûteuses, ce qui augmente les dépenses énergétiques et les coûts d'exploitation. Des études indiquent que la maintenance du système de vide peut contribuer jusqu'à 20 % aux temps d'arrêt totaux du système, ce qui entraîne une perte de productivité. De plus, atteindre et maintenir un niveau de vide élevé exige une planification minutieuse, contre-productive pour les industries en difficulté qui privilégient la rapidité.
Enfin, la contamination par des particules en suspension dans l'environnement sous vide peut poser problème. Tout contaminant, particulaire ou autre, provenant de composants ou d'équipements peut compromettre la qualité de la soudure malgré la structure étanche de la chambre. Cette vulnérabilité illustre la nécessité de garantir des normes rigoureuses en salle blanche, ce qui accroît la complexité opérationnelle et le temps requis avant le soudage. Ces défis, parmi d'autres, restent au cœur des recherches en cours visant à faire progresser la technologie EBW.
Coûts élevés des équipements de soudage
Le coût d'acquisition d'une machine de soudage par faisceau d'électrons (EBW) constitue un obstacle majeur à l'adoption de cette technologie dans divers secteurs industriels. Le prix des faisceaux d'électrons de découpe sophistiqués varie de cent mille à un million de dollars, en raison des chambres à vide spécifiques et des puissants générateurs de faisceaux d'électrons nécessaires.
Les efforts de maintenance compliquent encore davantage le problème. Pour un petit fabricant, dépenser des dizaines de milliers de dollars pour une machine EBW, auquel s'ajoutent des coûts d'exploitation supplémentaires comme l'électricité, les mécanismes de refroidissement et autres services auxiliaires, s'avère extrêmement contraignant. La précision inégalée et la qualité exceptionnelle offertes par l'EBW sont éclipsées par ses prix exorbitants, trop élevés pour tous les acteurs, sauf ceux de l'industrie de la défense, de l'aérospatiale et de l'automobile.
Des tentatives de rationalisation de ces finances ont été menées grâce à une génération de faisceaux plus efficace et à la construction de machines modulaires. Des pistes progressives de réduction des coûts, comme la polymérisation des composants nécessitant moins d'énergie, se sont révélées prometteuses dans le domaine des logiciels de contrôle de faisceaux.
Défis associés aux différentes techniques de soudage
À mon avis, pour tout soudeur, les défis associés aux différentes techniques de soudage dépendent de l'application et du matériau utilisé. Le soudage laser est une technique plus complexe, exigeant une grande précision, une attention particulière aux détails, un équipement spécialisé et le strict respect des protocoles. D'autres facteurs importants influent sur le degré de difficulté : la nature des joints, l'alignement des faisceaux et les caractéristiques des matériaux. Ces difficultés peuvent être surmontées grâce à une formation adaptée et à l'utilisation de technologies modernes.
Soudage EBW vs soudage laser : analyse comparative
Le soudage par faisceau d'électrons (EBW) et le soudage laser sont deux techniques de haute précision. Ces deux approches diffèrent selon l'équipement requis, les fonctionnalités requises et leurs applications spécifiques. Par exemple, le soudage laser utilise des faisceaux d'électrons focalisés sur un point laser, ce qui le rend utile pour appliquer vitesse et précision aux matériaux fins. À l'inverse, le soudage par faisceau d'électrons focalisé nécessite des chambres à vide, ce qui le rend plus adapté aux matériaux plus épais et aux applications nécessitant des soudures profondes et étroites. Bien que le soudage par faisceau d'électrons offre une meilleure pénétration, le soudage laser est plus adaptable et plus facile à intégrer aux systèmes automatisés. Il est clair que les deux options sont fondamentalement interchangeables, ne différant que par les spécificités du projet, l'épaisseur des matériaux, l'environnement de soudage et le niveau de précision et de vitesse souhaité.
Efficacité énergétique : comparaison entre la méthode de soudage EB et le soudage laser
En matière d'efficacité énergétique, le soudage par faisceau d'électrons (EBW) et le soudage laser présentent des caractéristiques uniques de par leur mode de fonctionnement. Le soudage laser EBW présente l'un des rendements énergétiques les plus élevés parmi les méthodes de soudage de structures différentes, car près de 95 % de l'énergie est utilisée efficacement grâce à sa concentration. L'efficacité est améliorée dans les environnements sous vide, bien que la mise en place de ces chambres à vide puisse être longue et énergivore. En production de masse, cette mise en place chronophage compense en partie son avantage en termes d'efficacité.
D'autre part, le soudage laser consomme jusqu'à 80 à 85 % d'énergie efficacement, car il ne nécessite pas de vide. Les faisceaux peuvent être projetés directement dans la zone à traiter. De plus, les unités modernes utilisent des lasers à fibre, plus performants, car ils convertissent l'énergie électrique en énergie laser jusqu'à 40 %, réduisant ainsi la consommation énergétique. De plus, l'utilisation croissante de l'optique adaptative et de la mise en forme du faisceau en soudage laser a permis de réduire le gaspillage d'énergie et d'améliorer le contrôle de la puissance, ce qui en fait un candidat de choix pour les applications à faible consommation d'énergie.
Par exemple, une étude a montré que pour les procédés impliquant des tôles fines en acier inoxydable, la technologie de soudage laser à fibre était jusqu'à 30 % plus économe en énergie que les systèmes laser CO2, réduisant ainsi les coûts tout en maintenant la vitesse et la précision opérationnelles. Par ailleurs, le soudage par faisceau d'électrons (EBW) est souvent privilégié pour le soudage de matériaux épais tels que les pièces en titane dans l'aéronautique et l'aérospatiale en raison de son efficacité énergétique inégalée dans des environnements à profondeur de pénétration contrôlée, en particulier pour les matériaux plus épais.
Vitesse et précision des systèmes de soudage
Les récentes avancées en matière de soudage de précision ont révolutionné de nombreux secteurs industriels, améliorant la précision et la rapidité, permettant ainsi de produire des produits de haute qualité dans des délais plus courts. Les soudeurs laser, par exemple, sont réputés pour leur précision grâce à leur focale réduite et à leur grande adaptabilité. Après avoir atteint la focale appropriée et travaillé sur des pièces fines, les lasers à fibre haute puissance peuvent atteindre des vitesses de soudage de 10 mètres par minute. Ils sont donc particulièrement adaptés à la fabrication de pièces automobiles et électroniques. Leur contrôle permet également d'éviter de nombreux défauts, réduisant ainsi les besoins d'usinage ou de correction après soudage, optimisant ainsi les flux de production.
De même, le soudage par faisceau d'électrons (EBW) est d'une précision exceptionnelle car il fonctionne sous vide, ce qui réduit considérablement les risques de contamination. Dans certaines applications, la profondeur de pénétration peut atteindre 300 mm et l'EBW permet des soudures homogènes et fiables dans les matériaux épais. Des études montrent que pour les industries aérospatiale et nucléaire, où la fiabilité est cruciale, l'EBW permet de réduire le temps de soudage de 50 % par rapport aux systèmes plus conventionnels. C'est un nouvel exemple de la capacité des systèmes modernes de soudage à répondre aux attentes et aux exigences de tous les secteurs, voire à les dépasser, en termes de rapidité, de précision et d'efficacité globale.
Domaines d'application et différences entre les technologies de soudage
Les domaines d'application des technologies de soudage comprennent l'aérospatiale, l'automobile, la construction, la construction navale, le nucléaire et la fabrication ; les différences résident dans la source d'énergie, la précision, l'adéquation des matériaux et le coût.
| Point clé | EBE | TIG | MIG | Soudage par points |
|---|---|---|---|---|
| Source d'énergie | Un faisceau d'électrons | Arc électrique | Arc électrique | Impulsion électrique |
| La précision | Haute | Modérée | Low | Low |
| Matériel Requis | Métaux uniquement | riche en Diversité | Métaux uniquement | Métaux uniquement |
| Prix | Haute | Modérée | Low | Low |
Sources de référence
- Développement de capacités optiques électroniques pour la fabrication de composants de grande taille par soudage par faisceau d'électrons
- Auteurs: T. Dutilleul, R. Widdison, W. Kyffin
- Journal: Le soudage dans le monde
- Date de publication: 23 février 2024
- Jeton de citation : (Dutilleul et al., 2024)
- Résumé :
- Cette étude examine les avancées de la technologie de soudage par faisceau d'électrons (EBW), notamment son application dans l'industrie nucléaire pour le soudage à haute productivité de composants de section épaisse. Les auteurs mettent en avant l'utilisation du système Pro-beam K2000 chez Nuclear AMRC, soulignant l'importance du suivi des caractéristiques du matériau et de la ligne de joint pour la fiabilité du procédé.
- Principales constatations:
- Le procédé EBW en un seul passage réduit considérablement les temps de fabrication mais augmente le stress des opérateurs en raison de la haute précision requise.
- Le dispositif de suivi des joints, qui utilise l'analyse d'images optiques électroniques, est essentiel pour évaluer les écarts et garantir un alignement précis pendant le soudage.
- L’étude indique que des travaux supplémentaires sont nécessaires pour améliorer la fiabilité du processus de soudage sur la base des résultats du suivi des joints.
- Recherche sur les procédés de soudage par friction-malaxage (FSW) et de soudage par faisceau d'électrons (EBW) pour l'alliage d'aluminium 6082-T6
- Auteurs: P. Noga, T. Skrzekut, M. Wędrychowicz, M. Węglowski, A. Węglowska
- Journal: Matériel Requis
- Date de publication: 1 juillet 2023
- Jeton de citation : (Noga et al., 2023)
- Résumé :
- Cet article compare les méthodes de soudage par immersion et soudage par fusion par friction-soudage (EBW) et par soudage par friction-soudage (FSW) pour l'assemblage de l'alliage d'aluminium EN AW-6082 T6. Il détaille les paramètres utilisés pour les deux techniques de soudage et présente des tests complets de propriétés microstructurales et mécaniques.
- Principales constatations:
- Les propriétés de résistance du joint EBW se sont avérées réduites de 23 %, tandis que le joint FSW a montré une réduction de 38 % par rapport au matériau de base.
- L'étude a également noté des différences significatives d'allongement entre les deux méthodes, l'EBW présentant un allongement plus faible en raison de l'évaporation du magnésium pendant le processus de soudage.
- Procédé de soudage par faisceau d'électrons pour l'alliage de titane Ti6Al-4V
- Auteurs: Zbigniew Wencel, S. Wiewiórowska, P. Wieczorek, A. Gontarz
- Journal: Matériel Requis
- Date de publication: 1 juillet 2023
- Jeton de citation : (Wencel et al., 2023)
- Résumé :
- Cette recherche étudie le procédé EBW pour l'alliage de titane Ti6Al-4V, en se concentrant sur les changements physico-chimiques induits par le processus de soudage et les effets du traitement thermique post-soudage.
- Principales constatations:
- L’étude a révélé que le traitement thermique après soudage affecte considérablement les propriétés mécaniques et la microstructure de l’alliage.
- Il a été observé que la réalisation d'un EBW à une vitesse de 8 mm/s entraînait une diminution de la teneur en aluminium, bien que celle-ci reste dans des limites acceptables.
Foire Aux Questions (FAQ)
Q : Qu'est-ce que le soudage par faisceau d'électrons ?
R : Le soudage par faisceau d'électrons est une méthode de soudage par fusion qui utilise un faisceau d'électrons à grande vitesse comme source de chaleur pour assembler les matériaux. Ce procédé se déroule dans une chambre à vide afin d'éviter toute dispersion d'électrons et de garantir une focalisation précise du faisceau sur la pièce.
Q : Comment fonctionne une machine de soudage par faisceau d'électrons ?
R : Une machine de soudage par faisceau d'électrons utilise un canon à électrons qui émet des électrons depuis une cathode. Les électrons sont accélérés vers une anode, où ils sont également focalisés en un faisceau pouvant être dirigé vers les matériaux à souder. Grâce à la focalisation du faisceau pour obtenir une densité de puissance élevée, il est possible de réaliser des soudures fines et profondes.
Q : Quels sont les principaux composants d’un soudeur par faisceau d’électrons ?
R : Les principaux composants d'un soudeur à faisceau d'électrons sont la chambre à vide, le canon à électrons, la cathode et l'anode. Chaque électrode a une fonction différente : le canon à électrons produit le faisceau, la cathode émet les électrons, l'anode les accélère et la chambre à vide assure le vide poussé nécessaire au processus.
Q : Quels sont les avantages de la microscopie par soudage par faisceau d’électrons ?
R : Le principal avantage du balayage par faisceau d'électrons en soudage réside dans la capacité d'un faisceau à grande vitesse à se focaliser sur une zone restreinte et à effectuer un marquage avec remplissage avec une distorsion très faible. Le soudage par faisceau d'électrons est très économique en termes de puissance, de vitesse et d'efficacité. Les soudures par faisceau d'électrons sont exemptes de porosité et ne nécessitent aucun matériau de remplissage supplémentaire. La précision de la focalisation le rend également utile pour les procédés de soudage automatisés.
Q : À quelles fins utilise-t-on le soudage par faisceau d’électrons ?
R : Le soudage par faisceau d'électrons est principalement utilisé dans les secteurs de l'aérospatiale, de l'automobile, de l'électronique et de la production d'énergie. Il est particulièrement adapté au soudage de métaux hautement réactifs aux produits chimiques et à la chaleur, ainsi qu'aux applications exigeant une grande précision et une résistance extrême.
Q : Comment le soudage par faisceau d’électrons se compare-t-il au soudage par faisceau laser ?
R : Le soudage par faisceau d'électrons et le soudage par faisceau laser sont deux procédés de précision utilisant des sources d'énergie concentrées. Ils présentent toutefois quelques différences : le soudage laser ne nécessite pas de vide poussé, contrairement au soudage par faisceau d'électrons. De plus, le soudage laser est généralement plus flexible quant aux matériaux et aux environnements avec lesquels il fonctionne, tandis que le soudage par faisceau d'électrons excelle en termes de pénétration.
Q : Le soudage par faisceau d’électrons peut-il être automatisé ?
R : Oui, l'automatisation peut être intégrée aux procédés de soudage par faisceau d'électrons. Des systèmes informatiques peuvent contrôler la focalisation du faisceau d'électrons, permettant ainsi à de nombreux systèmes de soudage automatisés d'obtenir des soudures homogènes et reproductibles.
Q : Un matériau d’apport est-il nécessaire pour le soudage par faisceau d’électrons ?
R : En soudage par faisceau d'électrons, aucun matériau d'apport n'est généralement nécessaire. L'énergie du faisceau concentre et fait fondre les pièces de base suffisamment pour les assembler solidement sans apport de matériau supplémentaire.
Q : Quels facteurs influencent la puissance du faisceau lors du soudage par faisceau d’électrons ?
R : En soudage par faisceau d'électrons, la puissance du faisceau dépend de la tension d'accélération, du courant et de la focalisation du faisceau. Ces paramètres peuvent être modifiés afin de contrôler la profondeur et la qualité globale de la soudure.
Q : Comment le vide élevé dans le soudage par faisceau d’électrons affecte-t-il le processus ?
R : Le vide élevé présent dans le soudage par faisceau d'électrons est crucial car il empêche la diffusion des électrons. Cet avantage permet une focalisation précise du faisceau d'électrons sur la pièce, ce qui améliore la pénétration et la qualité de la soudure.






{kind=link}
{kind=link}
{kind=link}
{kind=link}