
يُعدّ لحام العارضة H أحد ركائز ورش الصلب اليوم. فهو يمنح المباني باستمرار القوة اللازمة عندما تضغط عليها الرياح والحشود بقوة. لم يعد بإمكان مديري الإنتاج الذين يتوقون إلى تحمّلات أدقّ وأوقات تشغيل أسرع تجاهل التفاصيل. يُركّز هذا الدليل على هذه التفاصيل، ثمّ على خط الإنتاج سريع الحركة نفسه. بعد جولة سريعة على لوحات التحكم، ولوحات التثبيت، والجسور، سنقدّم لك نصائح تُمكّنك من الالتزام بجميع المعايير، وربما تُفاجئ نفسك بالجودة التي تُحققها.
ما هو خط لحام شعاع H؟

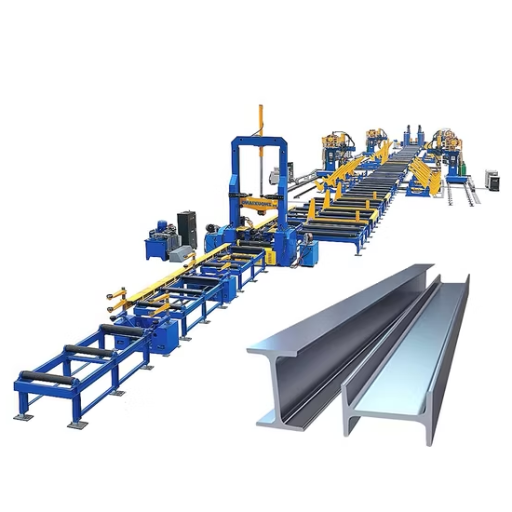
تخيّل خط لحام عوارض H كمركز شامل لتحويل ألواح الفولاذ المسطحة إلى تلك العوارض الكبيرة على شكل H التي تراها ترتفع في مواقع العمل. عادةً ما يجمع هذا الخط طاولات التجميع، وآلات اللحام عالية السرعة، وآلات التقويم، ومعدات التشطيب في خط واحد سلس الحركة. ولأن كل شيء يتحرك باستمرار، والخطوات دقيقة التوقيت، يمكن للمصنعين إنتاج كميات هائلة من العوارض المتينة بسرعة دون أي نقص في الدقة.
فهم بنية الشعاع
تُعد العوارض على شكل حرف H جوهر معظم مواقع البناء الحديثة، وهذا ليس صدفة؛ إذ يلجأ المهندسون إليها باستمرار لأن تصميمها عملي للغاية. تخيل حرف H - الحواف العلوية والسفلية عريضة، والشبكة العمودية متينة، ويبدو شكلها متماثلاً من أي زاوية تقريبًا. هذا الشكل اللافت للنظر يوزع الوزن بكفاءة عالية، لدرجة أنه يُطلق عليه اسم "العمود الفقري" للجسور وأبراج المكاتب ومواقف السيارات.
يلتزم مصنعو العوارض بمجموعة أرقام قياسية لتجنب التخمين عند بدء العمل. يتراوح ارتفاع الشبكة عادةً بين 100 مم للأعمال الخفيفة و900 مم لناطحات السحاب، بينما تتراوح عرضات الشفة بين 50 مم و100 مم. يتيح الالتزام بهذه الأحجام النموذجية لمديري المشاريع طلب القطع الجاهزة، كما يحافظ على خفة العوارض بما يكفي لضمان استمرار عمل الرافعات دون توقفها مبكرًا.
تستطيع الآلات الحديثة إنتاج عوارض H أسرع من أي شخص يستطيع رسم المخططات، وتأتي هذه السرعة بمرونة مذهلة. يستطيع العملاء اليوم تحديد ارتفاعات ودرجات فولاذ غير مألوفة دون إرباك المصنع. تُجرى عمليات مراقبة الجودة، من النهايات المقطوعة بالليزر إلى فحوصات اللحام بالموجات فوق الصوتية، ثم تُحافظ على جودة القطعة النهائية، لأنه عندما يتعلق الأمر بعوارض، يجب أن يكون وعد البناء المتين مطابقًا تمامًا للإعلان.
عندما يفهم المهندسون المعماريون والبناؤون حقًا شكل عوارض H من الداخل ويتعلمون سبب عملها بشكل جيد، فإنهم يكتشفون طريقة بسيطة لجعل الأسقف صامدة بشكل أفضل والجسور تتخلص من الضغوط.
دور آلة اللحام في الإنتاج
تُعدّ آلات اللحام العمود الفقري لإنتاج عوارض H. فهي تدمج صفائح فولاذية كبيرة بسرعة ودقة عالية، ما يسمح للعوارض النهائية بحمل ناطحات السحاب والجسور. وكثيرًا ما يُطلق عليها مديرو المصانع البارعون اسم "العمود الفقري الصامت للتصنيع".
داخل ورشة تصنيع مزدحمة، قد تقوم محطة لحام واحدة بالطحن والتلميع والتبريد طوال اليوم دون استراحة قهوة. تُؤتمت أنظمة القوس المغمور معظم هذه المهمة، حيث تُغمر الوصلة بتدفق حبيبي يُخفي تجمع المواد المنصهرة ويمنع العيوب. يبدو اللحام نظيفًا حتى قبل وصول آلة الطحن.
المهندسون حديثو العهد بتقارير لوحة البيانات يصلون إلى سرعات تتجاوز 60 بوصة في الدقيقة. الروبوتات المُدمجة في العملية تُقلل إعادة العمل بنسبة 30% تقريبًا، مما يعني عددًا أقل بكثير من الإصلاحات التي تتطلب ساعات متأخرة من الليل للطاقم. لا تزال نوبات العمل تنتهي في الموعد المحدد في معظم الأحيان، وهو أمر نادر في الصناعات الثقيلة.
تُضخّ منصات الحفر الحديثة بأجهزة مراقبة آنية، وتُعدّل الطاقة بسرعة، وتستهلك الكهرباء كما كانت تستهلكها آلات الأمس. يُعيد محاسبو التكاليف والمدققون البيئيون النظر في هذه الأرقام.
عندما يعتمد المصنّعون على هذا النوع من المعدات، يمكنهم الالتزام بمواصفات الجودة، وتجنّب التباطؤ، وإرضاء المشترين. بالنسبة لمتاجر اللحام ذات العارضة H التي تسعى جاهدةً لعقود أكبر، فإنّ تجاوز هذه الصعوبات يُمثّل عمليًا الفرق بين الربح والخسارة. قد لا تخطف آلات اللحام هذه الأضواء، لكنها تحظى بتصفيق لا يقلّ حماسًا.
المكونات الرئيسية لخط إنتاج العارضة
- نظام النقل: ينقل المواد بسلاسة من مرحلة إنتاج إلى أخرى. الحركة المستمرة تُجنّب تأخير المناولة بين المهام.
- آلة لحام: تدمج مقاطع الفولاذ بدقة وسرعة فائقتين. يثق المستخدمون بهذه الآلة لتوفير وصلات متينة هيكليًا في كل مرة.
- وحدة التركيب: تُحاذي مكونات العارضة ميكانيكيًا وتُثبّتها قبل التثبيت الدائم. يُقلّل هذا الجهاز من الخطأ البشري في التوجيه والتباعد.
- مكبس تقويم: يُعيد تشكيل الأجزاء المشوهة هيدروليكيًا الناتجة عن حرارة اللحام. باتباع نهج تدريجي دقيق، يُعيد الشكل الهندسي للمعدن دون تشققه.
- أداة القطع: تُشَقِّط أو تُجَرِّم الأجزاء بأطوال وأنماط مُحدَّدة. تُنتِج المواد الاستهلاكية الحادة حوافًا نظيفةً تجتاز الفحص من المرة الأولى.
- لوحة التحكم: تجمع واجهة رسومية بيانات آنية من جميع الأجهزة في الطابق. يضبط المشرفون البيانات، ويتتبعون وقت التشغيل، ويصدرون أوامر التجاوز من محطة العمل هذه.
كيف تتم عملية اللحام لعوارض H؟

- التحضير: يتم تفجير كل عارضة فولاذية بالرمل أو تنظيفها بفرشاة الأسلاك، ثم يتم وضعها على أرضية المتجر بحيث تتوافق كل حافة قبل أن تبدأ الشرر في الطيران.
- اللحام: يبدأ جهاز اللحام MIG أو العصا في العمل، حيث يقوم بإذابة الحشو في الممر الجذري وقفل الألواح معًا باستخدام خرزة سميكة مثل الإبهام.
- التفتيش: يقوم فني عالي الجودة بتمرير قلم الصبغة فوق اللحام، بحثًا عن الشقوق الشعرية أو القطع الناقص أو مصائد الخبث؛ فقط المعدن النظيف والموحد يستحق علامة الاختيار.
- التقويم: تقوم مكبس هيدروليكي بدفع أي منحنى موزة إلى خط مستقيم مرة أخرى، لأن العارضة الملتوية تشكل صداعًا لن يسمح المهندس الإنشائي بالتهاون معه.
استكشاف تقنيات اللحام بالقوس المغمور
يتميز لحام القوس المغمور (SAW) في الصناعات الثقيلة بكفاءته العالية وتعدد استخداماته. يتشكل قوس كهربائي بين قطب كهربائي مزود باستمرار والمعدن الأساسي، بينما تغطي طبقة سميكة من التدفق الحبيبي هذه المنطقة بأكملها. لا تحمي هذه الطبقة اللحام المنصهر من الأكسجين والنيتروجين فحسب، بل تبرد أيضًا بسرعة لإنتاج سطح نظيف وناعم كالمرآة مع الحد الأدنى من الخبث.
توفر هذه العملية العديد من المزايا العملية. فاللحامات تخترق بعمق، ومعدلات ملء المعدن عالية، وتتميز اللحامات النهائية بجودة موحدة بشكل ملحوظ. هذه الخصائص تجعل من SAW خيارًا مثاليًا للعمليات الآلية التي تتطلب خرزات طويلة ومتواصلة. ولكن، بالطبع، هناك حدود؛ إذ تعمل هذه التقنية عادةً فقط في الأوضاع المسطحة أو الأفقية، وتتطلب تحكمًا دقيقًا في توزيع رصاص القطب الكهربائي والتدفق. ويحدد المهندسون هذه التقنية بشكل روتيني للعوارض، والأوعية عالية الضغط، وخطوط أنابيب النقل، وهي مشاريع لا يمكن المساس بمتانتها ومتانتها فيها.
أهمية محاذاة الشفة ولوحة الويب
إن المحاذاة الصحيحة لألواح الشفة والشبكة ليست مجرد إجراء شكلي؛ بل هي أساس قوة التجميع الملحوم. عندما تكون الأجزاء غير متناسقة، سرعان ما يكتشف اللحامون التكلفة من خلال الإجهادات المتبقية الخفية، والتشوهات المرئية، ومسارات الأحمال غير المتساوية التي تستنزف متانة الهيكل بهدوء. تكشف البيانات التي جُمعت من الاختبارات الحديثة أن فجوة محاذاة لا تتجاوز مليمترًا واحدًا يمكن أن تقلل من قدرة تحمل الحمل بنسبة 12% - وهي إحصائية تُترجم مباشرةً إلى تساؤلات حول السلامة على المدى الطويل.
لقد تجاوزت أنظمة اللحام المعاصرة حدود أشرطة القياس وخطوط الرفع. ويستخدم الكثيرون الآن منصات موجهة بالليزر، متصلة بنماذج حاسوبية تُجري اختبارًا على اللحام قبل الشرارة الأولى. وبفضل تطبيق التدفق الآلي والمراقبة المباشرة، تُثبّت هذه الابتكارات صفائح الشبكة والشفة معًا بدقة متناهية. يُعدّ هذا المستوى من العناية أمرًا لا غنى عنه في أعمال الجسور وبناء السفن، حيث تُعدّ الملاءمة الدقيقة هي المعيار القانوني. ومن خلال الالتزام بهذه الحدود الصارمة، لا يتجنب المقاولون الغرامات التنظيمية فحسب، بل يُقدّمون وصلات تتمتع بمقاومة عالية للوقت والإجهاد.
استخدام آلات اللحام الأوتوماتيكية لتحقيق الدقة
أحدثت آلات اللحام الأوتوماتيكية تحولاً جذرياً في أرضيات المصانع ومواقع البناء. وقد اختبر ما توفره من دقة ومتانة وتجانس المقولة القديمة القائلة بأن الحرفي وحده هو من يشعر بالجودة. وتتحدث MarketsandMarkets الآن عن معدل نمو سنوي مركب يقارب 2027% حتى عام XNUMX، والأرقام تشير إلى ذلك.
على سبيل المثال، لم تعد منصات GMAW تتطلب من المُشغّل مطاردة البركة. تُحافظ المعالجات المُدمجة على ثبات الجهد والتيار وتغذية الأسلاك، تمامًا كما يُحافظ عازف البيانو على إيقاعه. ونتيجةً لذلك، تتلاشى العيوب تدريجيًا، ويتوقف العمل بنظام المناوبات عن المُخاطرة بجودة العمل.
يُخفّض هذا البرنامج نفسه زمن الساعة؛ وتُشير التجارب إلى إنتاج أسرع بنسبة خمسين بالمائة عند تنحي الفرق جانبًا. يتحدث مُتسابقو التزلج عن سرعة ضبط البوابة؛ ويراقب اللحامون القوس وهو يتحدث. يسمح السفر الآلي للحام بربط القطع قبل أن يبرد الفولاذ ويتحول إلى رابط ندم.
أصبح اللحام الآلي ضروريًا في خطوط التجميع حيث تُعدّ السرعة والاتساق أمرًا بالغ الأهمية. في أحواض بناء السفن، على سبيل المثال، تُدمج الأذرع الآلية صفائح فولاذية ضخمة جنبًا إلى جنب مع إزالة التشوهات تقريبًا، وهو إنجاز يُحافظ على استقامة الهياكل ويحمي سلامتها على المدى الطويل. تعتمد الجسور قيد الإنشاء الآن على تقنية مماثلة، حيث تُسجّل محطات آلية كل قطرة وتُشير إلى الانحرافات، مما يُقلل من وقت المفتشين في فحص الهيكل ويزيد من وقتهم في تعديلات التصميم.
تُستخدم العديد من لوحات التحكم الحديثة في اللحام كأبراج تحكم مصغرة، تستهلك كميات هائلة من البيانات بسرعة فائقة، وتُصدر تنبيهات قبل تفاقم المشاكل الصغيرة. يستخدم عمال اللحام لوحات التحكم للتحكم في الجهد أو سرعة الحركة أثناء العمل، وهي عادة تُقلل من وقت تعطل المعدات وترفع هوامش الربح. تُشير التطورات الحديثة في أجهزة الاستشعار التكيفية وتقنيات التعلم الآلي إلى أن آلات المستقبل قد تُصبح أسرع وأكثر ذكاءً مما توقعه حتى أكثر مبرمجيها تفاؤلاً.
لماذا تختار الأتمتة في إنتاج شعاع H؟

أصبحت المناولة الآلية والتجميع المُدار بواسطة وحدات التحكم المنطقية القابلة للبرمجة (PLC) جزءًا لا يتجزأ من ورشة اللحام التقليدية ذات العارضة H. تُقلل هذه الأتمتة من الاختلافات، وتُقلص أجور العمال، وتُنتج الإنتاج بسرعات لم يكن يُتوقعها عمال اللحام في الماضي. إن الإنتاجية المنتظمة، والمراقبة المستمرة من قِبل الآلات، والانخفاض الحاد في معدل الخطأ البشري، تجعل هذه الترقية لا غنى عنها تقريبًا.
فوائد أتمتة اللحام لتحقيق كفاءة عالية
موجة ثانية من الميكنة تُلحم الحواف بنفسها. تشير دراسات القياس إلى أن هذه المشاعل المُثبّتة على الرافعات تتفوق على الأيدي الماهرة بما يقارب الثلث، وذلك عند حساب كل استراحة قهوة غائبة. ويبقى هذا الحساب ثابتًا لأن المنصات تعمل بكفاءة عالية خلال عطلات نهاية الأسبوع، وتُحافظ على أقواس اللحام مُحكمة بدقة تصل إلى عُشر المليمتر، وتُبقي الخردة على الأرض بدلًا من تركها في دفتر الحسابات.
تُزيل أتمتة اللحام الحديثة جزءًا كبيرًا من الخطر. فبترك الآلات تتعامل مع الشرر والحرارة وعمليات الرفع المُرهِقة، يُقلل المُشغّلون من وقتهم المُعرّض للخطر. ابحث عن علامات التبويب التي تُحوّل مع انخفاض بنسبة 40% في تقارير الحوادث لأرضيات اللحام التقليدية، وهو رقم يُؤثّر على مجالس السلامة النقابية ودفاتر الشركات على حد سواء. تُتيح التطورات، مثل الأذرع الروبوتية المفصلية، ومصفوفات الرؤية الآلية عالية الدقة، ولوحات المعلومات المُعتمدة على الذكاء الاصطناعي، لمشرفي المناوبات تعديل مستويات الحرارة وسرعة التغذية فورًا. لا تُحافظ هذه الاستجابة السريعة على دقة اللحامات فحسب، بل تُقلّل أيضًا من هدر المواد وتُخفّض التكاليف العامة. تتأهب المصانع حول العالم لهذه الترقية، على أمل أن يُؤدّي مزيج السرعة والدقة والحواجز الواقية المُدمجة إلى تعزيز مرحلتها التالية من النمو المُستدام.
دمج أنظمة التحكم الرقمي والآلات ذات التحكم الرقمي
يُعيد التحكم الرقمي الحاسوبي وتقنيات التحكم من الجيل التالي تشكيل أرضيات المصانع بهدوء، من خلال توفير مستوى الدقة الذي كان المهندسون يحلمون به. ويقيس محللو السوق بالفعل هذا التأثير: تُقدر أرقام عام 2023 قيمة قطاع التحكم الرقمي الحاسوبي العالمي بحوالي 84 مليار دولار، ويتوقعون نموًا يصل إلى ما يقرب من 130 مليار دولار بحلول عام 2030، بزيادة سنوية تبلغ حوالي 6.4%. ويشهد الطلب ارتفاعًا ملحوظًا في ورش صناعة الطيران والسيارات، حيث لا تترك الموثوقية وتشطيب الأسطح مجالًا كبيرًا للتنازلات، وفي قطاع الأجهزة الطبية الخاضع لرقابة صارمة، تكون المخاطر أعلى من ذلك بكثير.
عندما تتداخل معدات التحكم الرقمي بالكمبيوتر (CNC) مع مستشعرات إنترنت الأشياء وطبقة من منطق التعلم الآلي، يكتسب المشغلون فجأةً نافذةً على حالة المخرطة التي كانت تقتصر في السابق على الآلة نفسها. تُطلق الاهتزازات غير الطبيعية أو درجات الحرارة المتغيرة تنبيهاتٍ يمكن التعامل معها قبل وقت طويل من توقف الإنتاج بسبب عطل، مما يُجنّب المصنّعين فترات توقف باهظة. كما تحسّن توافق البرامج؛ إذ يُفيد المبرمجون بأن واجهات التوصيل والتشغيل تُقلّل من ضغطات المفاتيح، وتحدّ من الأخطاء البشرية، وبالتالي تُساعد في خفض معدلات الخردة. كل هذا يُسهم في نظام ليس أسرع أو أرخص فحسب، بل يدفع الصناعة بأكملها بهدوء نحو تصنيع أكثر مراعاةً للبيئة وأكثر مراعاةً للبيئة.
غالبًا ما يُبلغ المصنعون الذين يعتمدون تقنية التحكم الرقمي بالكمبيوتر (CNC) عن انخفاضات حادة في أزمنة الدورات وارتفاعات كبيرة في إجمالي الإنتاج. ومن الأمثلة الواضحة على ذلك أنظمة التحكم الرقمي المتقدمة ذات المحاور الخمسة، التي يمكنها تحويل الأشكال الهندسية المعقدة في عملية تثبيت واحدة، مما يُقلل بدقة من وقت التشغيل والتكاليف. عندما تُدمج الشركات هذه الآلات في سير عملها، فإنها لا تُلبي فقط شغفها بالدقة والسرعة؛ بل تُرسل إشارة خفية إلى السوق بأنها تنوي تحديد وتيرة العمل بدلاً من اتباعها.
تحسين الجودة باستخدام أدوات اللحام
من واقع خبرتي، يُحسّن الاستخدام الاستراتيجي لوحدات معالجة اللحام جودةَ وإنتاجيةَ أعمال التصنيع بشكل ملحوظ. يوفر الذراع المفصلي حركةً ثابتةً ومتكررةً، مُنتجًا خرزاتٍ متجانسةً حتى في الأشكال الهندسية المعقدة. ومن خلال اعتماد هذه التقنية، لاحظتُ تحسنًا ملحوظًا في دقة تحديد المواقع، وانخفاضًا ملحوظًا في إجهاد المُشغّل، وارتفاعًا موثوقًا في جودة العمل الإجمالية، بما يكفي لتلبية المعايير الصارمة لبيئات الإنتاج المعاصرة.
ما هي الآلات الرئيسية في خط لحام العارضة؟

- آلة تجميع العارضة - تقوم بمركز كل جزء من العارضة وتثبيتها معًا قبل حرق اللحامات.
- معالجات اللحام - ثبّت الشعلة والعربة بحيث تكون كل تمريرة من الحشو متساوية، بغض النظر عن المدة التي تستغرقها المهمة.
- نظام النقل - ينقل الأقسام المكتملة أو نصف المكتملة على طول مسارها الخاص، مما يتجنب الاختناقات بين المراحل.
- الموضعات أو الدوارات - قم بتأرجح وإمالة العارضة حتى يتمكن عامل اللحام من رؤية كل زاوية من وضع مريح.
- وحدة استعادة التدفق (إن وجدت) - تقوم بامتصاص الحبيبات والمساحيق المستهلكة، وفرز الحطام، وإعادة المواد النظيفة إلى القادوس.
وظائف آلة القطع والقص
تُستخدم آلات القطع والمقصات لقطع وتشكيل وتشذيب المواد مثل المعدن أو الفولاذ بدقة وفقًا للأبعاد والمواصفات المطلوبة.
| النقطة الأساسية | الوصف |
|---|---|
| القطع: | تقطيع المواد بدقة. |
| تشكيل | خياط ملامح المواد. |
| زركشة | يقوم بتحسين حواف المواد. |
| الدقة | يحقق قطع دقيقة. |
| الخامة | يتعامل مع المعادن مثل الفولاذ. |
| الكفاءة | يقلل النفايات بشكل فعال. |
نظرة عامة على آلة تقويم شفة العارضة H
تقوم آلة تقويم شفة العارضة H بسرعة بتسوية شفة العارضة بعد انحناءها أثناء الدرفلة أو النقل. ويشيد مهندسو المطاحن بهذه الآلة لإعادة الفولاذ إلى مواصفاته في دقائق بدلاً من ساعات. تضمن التعديلات الدقيقة في شكل الشفة قدرة العارضة على تحمل الأحمال المتوقعة، وهي نتيجة بالغة الأهمية في جداول البناء الضيقة. تُغني أدوات التحكم الهيدروليكية الكاملة عن عناء الترتيب اليدوي للرفوف، مما يساعد رؤساء الورشة على وضع نفس التفاوت على كل قطعة. ومع مرور الوقت، يُسهم توفير العمالة، وتقليل إعادة العمل، وتوحيد الجودة في انخفاض حاد في تكاليف التصنيع الإجمالية.
دور آلة السفع الرملي في الإنتاج
غالبًا ما تُعدّ آلة السفع بالرمل البطل المجهول في صناعة المعادن الحديثة. تُطلق هذه الآلة طلقات فولاذية أو حبيبات رملية سريعة نحو قطعة العمل بسرعة عشرات الأمتار في الثانية، فتزيل الطلاء القديم أو الصدأ أو قشور المطاحن بمجرد التلامس. وقد وجدت دراسات تجارية نُشرت عام ٢٠٢٣ أن هذه العملية تزيد من خشونة السطح بشكل موثوق، مما يُنشئ سطحًا مسننًا تلتصق به الطلاءات بقوة أكبر بكثير.
لم تعد الآلات الحديثة تقتصر على معدن واحد؛ إذ يمكن للمشغلين التبديل بين سبيكة منخفضة الكربون، أو ألومنيوم خفيف الوزن، أو حتى اختيار ركائز مركبة في وردية عمل واحدة دون الحاجة إلى إعادة تشكيل مكثفة. تشير بيانات المقارنة إلى أن الأنظمة المؤتمتة بالكامل تُقلص زمن الدورة بنسبة تصل إلى 35%، مما يُقلل تكاليف العمالة مع زيادة عدد القطع المُستخدمة في خط الإنتاج. وقد أدى تحسين علم معادن المكونات - مثل القواديس المبطنة بالسيراميك والمراوح المُصلدة - إلى إطالة فترات صيانة هذه الآلات، مما يُقلل من تكلفة قطع الغيار ووقت توقف الخدمة.
تُعزز إعادة التدوير بشكل ملحوظ الجانب البيئي للسجل. تُعيد أحدث التصاميم المواد الكاشطة المستهلكة إلى القادوس، مما يُقلل من عبء مكبات النفايات مع الحفاظ على تكاليف المواد تحت السيطرة. عادةً ما يُفيد المصنعون الذين يُدمجون عملية السفع الرملي في سير عملهم بتشطيبات تدوم طويلًا، ومعدلات رفض أقل، وعمليات سلسة من البداية إلى النهاية.
كيفية تحسين سرعة وجودة اللحام؟

- تحضير السطح - نظف المعدن الأساسي حتى يصبح لامعًا؛ فالشحوم أو الترسبات أو الغبار الآن لن تؤدي إلا إلى الفشل لاحقًا.
- اختيار المعدات - اختر المشاعل وسلك الحشو والعملية التي تتوافق مع المواد المتوفرة ومتطلبات التجميع.
- سرعة السفر - تدرب على استخدام يد ثابتة؛ فالحركة المتجولة تجعل التموج غير متساوٍ وتشير إلى عين غير مبالية.
- ضبط الضبط - يجب أن يتحول الجهد والتيار الكهربائي مع اللوحة الأم - نادرًا ما يحتاج المخزون الأرق إلى نفس الحرارة مثل الفولاذ السكك الحديدية حتى بالنسبة لنفس تصميم المفصل.
- صيانة العادات - الفحص البصري اليومي للكابلات والمعايرة الأسبوعية للمقاييس يمنعان 90 بالمائة من سحب العملية.
ضبط الوضع والمشبك للحصول على نتائج أفضل
يبدأ اللحام الاحترافي بالهندسة؛ فوضع الصفائح بشكل غير صحيح نادرًا ما يُنتج وصلات موثوقة. تشير الدراسات إلى أن أي خطأ بسيط في المحاذاة قد يُقلل من قوة اللحام بنسبة تصل إلى 30%. هذا المستوى من الترقق يُؤدي إلى تشققات وأعطال أخرى قبل وقت طويل من بدء تشغيل الهيكل.
تعمل المشابك الآمنة كمصافحة ميكانيكية، حيث تُحافظ على ثبات القطع حتى يتصلب المعدن المنصهر. على سبيل المثال، تتكيف المشابك القابلة للتعديل مع القطع الأكبر حجمًا وتظل ثابتة تحت تأثير تسخين القوس الكهربائي. تشير التقارير الميدانية إلى أن هذه التركيبات تُقلل من معدلات العيوب النموذجية بنسبة تقارب 20%.
لا يزال الوصول إلى نقطة الانطلاق في ترسانة اللحام عاملاً هاماً. يقترح العديد من المدربين توجيه الشعلة بزاوية 45 درجة، وهي عادة تُشجّع على اختراق كامل وخرزات أكثر ترتيباً. قد تتغير الزاوية والمسافة قليلاً مع عملية اللحام - سواءً باستخدام عصا اللحام أو اللحام بالغاز الخامل (MIG) أو اللحام بالغاز الخامل (TIG) - إلا أن مبدأ الرؤية يبقى قائماً.
اجمع بين تثبيتات ثابتة ووضعية مدروسة، وستكون النتيجة واضحة عادةً؛ إعادة العمل تتقلص، وإيقاع العمل يتسارع. يمكن بعد ذلك توجيه الوقت الموفر في التصحيحات نحو تجميعات أكثر تعقيدًا بدلًا من تصحيح أخطاء الماضي.
تطبيق تقنية اللحام أحادي القوس ثنائي الأسلاك
يبدو اللحام أحادي القوس ثنائي السلك رائعًا، لكنه في الواقع يُنجز العمل بسرعة أكبر. فمع ذوبان سلكين حشو في آنٍ واحد بواسطة قوس كهربائي واحد، تتراكم البقع بسرعة ويُصبح المعدن سميكًا بسرعة. وقد اختبرت شركة تشيهواهوا لقطع غيار السيارات هذه الحيلة الصيف الماضي، وتفاخرت بزيادة سرعة اللحام بنسبة 30% مقارنةً باللحام أحادي السلك التقليدي.
حتى مع هذه الوتيرة السريعة، تخرج اللحامات نظيفة، وكأن أحدهم أوقف الزمن. بضبط الحرارة على قوس واحد، تُبقي العملية الانحناءات تحت السيطرة، وتترك طبقات متناسقة كما رسمها المهندسون. أظهرت تجربة متوازية على فولاذ بسمك نصف بوصة انخفاض التشويه بنسبة 15 إلى 20%، مما يعني تقليل الحاجة إلى الطحن لاحقًا وتجنب مشاكل إعادة العمل.
صناديق التحكم الحديثة تُجري عمليات حسابية معقدة. يقوم المُشغّلون فقط بضبط سرعة السلك والجهد، وفجأةً، تتتبع الآلة الأرقام وهم يُحدّقون من خلال غطاء المحرك. صرّح أحد عمال خطوط الأنابيب بأن ضبط الإعدادات بشكل صحيح يُخفّض معدلات العيوب بمقدار الربع، وهو ما يعني في عالم اللحام تشققات أقل وراتبًا أكبر مع نهاية الأسبوع.
اللحام أحادي القوس ثنائي السلك شائعٌ في كل مكان، من مصانع السيارات إلى أحواض بناء السفن وخطوط تجميع المعدات الثقيلة. يحتاج العاملون في هذه المهن إلى وصلات سريعة ومتينة، وهذه العملية تُحقق نتائجها المرجوة.
تُضاف معدات ذكية باستمرار - أجهزة استشعار إنترنت الأشياء، وأجهزة إنذار، وأنظمة التشغيل - ليتمكن المشغلون من مراقبة كل حبة لحام فورًا. وبفضل هذا التطوير المستمر، تزداد تقنية اللحام دقةً ووضوحًا وموثوقيةً شهرًا بعد شهر.
نصائح لإدارة جودة اللحام
لا تنشأ وصلات اللحام المتينة بالصدفة؛ فهي تتطلب مهارةً ومعداتٍ نظيفةً ونظرةً ثاقبة. قد يبدو الأمر غريبًا، إلا أن ما يقرب من ثلاثة من كل أربعة عيوب لحام، أو ما يقارب 76%، يعود إلى خطأٍ ارتكبه الإنسان أو أغفله. يتيح التدريب المُركّز للّحامين إتقانَ الأدوات الجديدة وصقلَ المهارات القديمة، لذا فإن كل تمريرةٍ للمصباح تُحسب.
أصبحت أجهزة مراقبة اللحام المتصلة بالإنترنت بمثابة أعينٍ لا يرمش لها جفن في الورشة. فهي ترصد الحرارة، وتذبذب القوس الكهربائي، وتغذية الأسلاك، وغيرها، وتُظهر تحذيراتٍ على لوحة القيادة فور حدوث أي خلل. وتُبلغ الأماكن التي أضافت هذه التقنية بانخفاض العيوب بنسبة 15 إلى 20%، وتُنجز الأعمال أسرع بربع مرة.
اختيار القضيب أو السلك المناسب ليس بالأمر الهيّن، فالمخزون الفاسد يُسبب شراراتٍ في الاتجاه الخاطئ. يُساعد تنظيف سلك الحشو وتجفيفه على منع تراكم الحصى الذي يُضعف اللحامات. مسح سريع للفوهة وضبط سريع للماكينة في كل نوبة عمل على استقرار البركة وراحة الجيب، لأن قلة الإصلاحات تعني توفيرًا حقيقيًا.
مصادر مرجعية
- البحث في التحكم في خط إنتاج لحام عوارض الفولاذ (كوان وآخرون، 2022، ص 252-256)
- النتائج الرئيسية:
- تم دراسة التحكم الآلي في خط إنتاج اللحام لعوارض الفولاذ على شكل حرف H.
- يتم وصف آلية التحكم الرئيسية، ويتم تقديم التصميم الشامل لنظام التحكم بأكمله، بما في ذلك اختيار وحدة التحكم وتوزيع نقاط التحكم المختلفة في الإدخال والإخراج.
- تم تصميم مخطط تدفق وظيفة التسلسل لبرنامج التحكم في نظام التحكم.
- يتم إجراء تحليل النمذجة والبحث في تخطيط المسار الجزئي لتحقيق التشغيل التلقائي الشامل لخط الإنتاج.
- المنهجية:
- تم تحليل عملية اللحام ذات الصلة وآلية التحكم الرئيسية.
- صمم بنية نظام التحكم الشامل، بما في ذلك اختيار وحدة التحكم وتوزيع نقاط التحكم.
- تم تطوير مخطط تدفق وظيفة تسلسل برنامج التحكم.
- أجرى تحليل النمذجة وبحوث تخطيط المسار لتحقيق تشغيل خط الإنتاج التلقائي.
- النتائج الرئيسية:
- النمذجة من الدرجة الأعلى لشعاع ذو جدار رقيق مع مقطع عرضي متعدد الخلايا ملحوم وتطبيقه على تحسين خط اللحام (تشوي وآخرون، 2023)
- النتائج الرئيسية:
- تم تطوير نهج نمذجة من الدرجة الأعلى للعوارض ذات الجدران الرقيقة ذات المقاطع العرضية المتعددة الخلايا الملحومة.
- تم تطبيق النموذج لتحسين خط اللحام لهذه العوارض.
- المنهجية:
- تم تطوير نهج نمذجة من الدرجة الأعلى للعوارض ذات الجدران الرقيقة ذات المقاطع العرضية المتعددة الخلايا الملحومة.
- تم استخدام النموذج لتحسين خط اللحام لهذه الأنواع من العوارض.
- النتائج الرئيسية:
- مسدس شعاع إلكتروني محمول باليد للحام في الفضاء - دراسة حول أنظمة اللحام بحزمة الإلكترون المصممة للتطبيقات الفضائية.
- تأثير خصائص الشعاع ومعامِلات العملية على اختراق وبنية اللحامات باستخدام شعاع الليزر والإلكترون في الفولاذ المقاوم للصدأ والتيتانيوم - البحث في تأثير خصائص الشعاع ومعايير العملية على نتائج اللحام.
- أفضل مصنع ومورد لخطوط لحام شعاع H في الصين
الأسئلة الشائعة (FAQs)
س: ما هو خط لحام شعاع H بالضبط؟
ج: خط لحام العارضة H هو ممر تجميع متخصص، حيث تُحوّل صفائح الفولاذ إلى عوارض هيكلية على شكل حرف H في تدفق مستمر واحد. يجمع النظام محطات التجميع واللحام والتقويم والقطع، مما يسمح بنقل مقاطع الفولاذ الكبيرة بسرعة من المواد الخام إلى المنتج النهائي. صُمم كل جزء من الخط لتقليل المناولة وزيادة الإنتاج إلى أقصى حد.
س: ما هي الآلات التي تملأ عادة خط إنتاج شعاع H؟
أ: عادةً ما يشتمل خط إنتاج شعاع H القياسي على وحدة تجميع، وهي وحدة ثقيلة دوار اللحام، ومنصة قطع بلازما، وجهاز تقويم هيدروليكي، وأحيانًا آلة لحام منصة متعددة المشاعل للشبكات السميكة. تتفاعل كل وحدة مع الوحدة التالية، مما يسمح بمرور العوارض بسلاسة خلال العمليات اللازمة. عادةً ما يكون الترتيب خطيًا، مع أن بعض التركيبات تستخدم آليات تحميل جانبي لتسريع أوقات التحميل.
س: كيف تعمل آلة اللحام ذات العارضة H؟
ج: تقوم آلة لحام العارضة H بربط ألواح الشبكة والشفة المُجمّعة، وتُسوّي الوصلة، ثم تُرسِب خرزة مُتحكّم بها على طول خط اللحام. تعتمد معظم الإصدارات الحديثة على برمجة CNC والتسوية الهيدروليكية للحفاظ على سرعة الحركة واستقرار القوس، مما يُنتج لحامات تُلبي معايير التعب والقوة الصارمة. غالبًا ما تُجرى العملية بأكملها دون مراقبة بعد ضبط المعلمات، مما يُتيح للمشغلين إجراء فحوصات الجودة لاحقًا.
س: ما هي المزايا التي توفرها آلة اللحام بحزمة H مقارنة بالطرق التقليدية؟
ج: توفر هذه الآلة المصممة خصيصًا دقةً قلّما تضاهيها المعدات اليدوية. يتحرك رأسها الآلي بسلاسة عبر اللحامات، مما يقلل من احتمالية الخطأ البشري، ويسمح للمصنعين بتصنيع العوارض بسرعة تُرهق طاقم العمل في نوبة ليلية. ولأن معظم العمل مُمَكنن، تنخفض تكاليف الرواتب مع انخفاض عدد اللحامين المطلوبين للمهام الروتينية، كما أن التركيب المُغلق يُبقي الشرر والأبخرة بعيدًا عن متناول العمال، مما يُحسّن السلامة في الموقع.
س: كيف تعمل آلة تجميع العارضة داخل خط اللحام؟
ج: تمسك هذه المعدّة الشبكة والحواف، ثم تُركّبها معًا بالزوايا الصحيحة بينما يُشغّل روبوت أو مصباح يدوي ثابت الخرزة. بتثبيت الأجزاء ميكانيكيًا قبل الاندماج، تضمن الوحدة عدم انزياحها تحت القوس، وهي دقة تحافظ على سلامة الهيكل التي يتوقعها المهندسون بمجرد خروج العارضة من الحجرة. يمكن ضبط إعدادات الفجوة والميل وفتح الجذر عبر شاشة تعمل باللمس، مما يُقلّل من التخمين الشائع في الإعدادات اليدوية.
س: ما هو الدور الذي تلعبه آلة القطع بالبلازما CNC في خط لحام العارضة H؟
ج: تُركّب القاطعة على منصة علوية أو طاولة تتحرك تلقائيًا، وتسير في مسار مُبرمج، مُطلقةً عمودًا من الغاز المُحمّى يُذيب المعدن مليمترًا تلو الآخر. يُنتج الجمع بين الدقة الرقمية وسرعة حركة الشعلة حوافًا نظيفة للغاية، لدرجة أن الطحن الثانوي غالبًا ما يُلغى، مما يُسرّع وقت التصنيع الإجمالي. قد تظهر على الألواح التي تصل إلى الساحة قشور الطحن، ولكن بمجرد مرورها تحت رأس البلازما، يكون سطحها جاهزًا لقبول لحام مُحكم في غضون دقائق.
س: لماذا يتم تركيب جهاز دوار اللحام في متجر شعاع H؟
ج: يُدير الدوار الشعاع ليتخذ الوضعية المناسبة للمصباح، مما يسمح للمشغل بتشغيل شعاع مستمر دون الحاجة إلى تحريك المصباح. هذه الحركة الثابتة، دون استخدام اليدين، تُقلل من وقت التوقف عن العمل، وتسمح لكل حركة بالاستقرار بشكل متساوٍ.
س: ماذا تفعل آلة تقويم الشعاع H في الواقع؟
ج: يُسوّي جهاز تقويم الحواف المنحنية مرة أخرى بالضغط على الشبكة بين مكابس هيدروليكية، مما يُنقذ الشكل لينزلق داخل التفاوتات الضيقة اللازمة لأبراج الرياح أو عوارض الجسور. ضغطة واحدة كافية عادةً لإكمال المهمة.






{kind=link}
{kind=link}
{kind=link}
{kind=link}